TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024060127
公報種別
公開特許公報(A)
公開日
2024-05-02
出願番号
2022167270
出願日
2022-10-19
発明の名称
フランジ付紙トレーの製造方法及び製造装置
出願人
日本製紙株式会社
,
柳下技研株式会社
代理人
個人
主分類
B31B
50/59 20170101AFI20240424BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】 熱可塑性樹脂またはヒートシール性塗工剤をコーティングした紙から、フランジ部及びフラップ部を有する紙トレーを良好に製造することができるフランジ付紙トレーの製造方法を提供する。
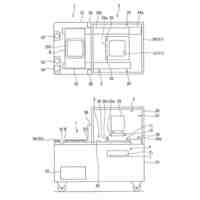
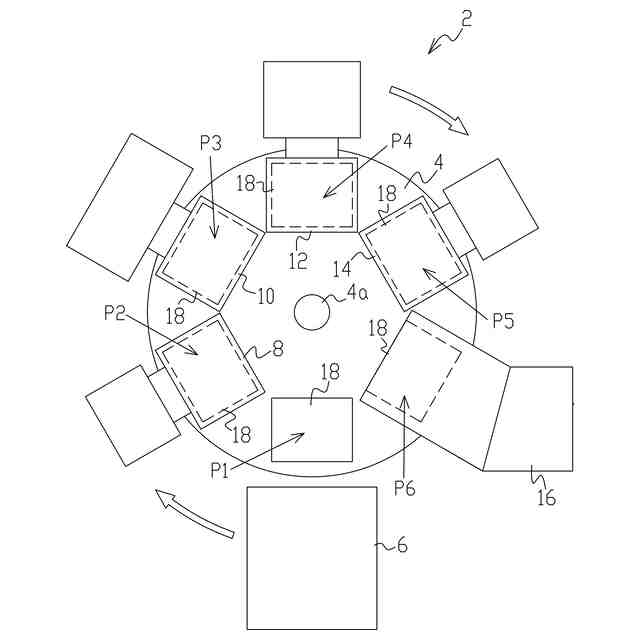
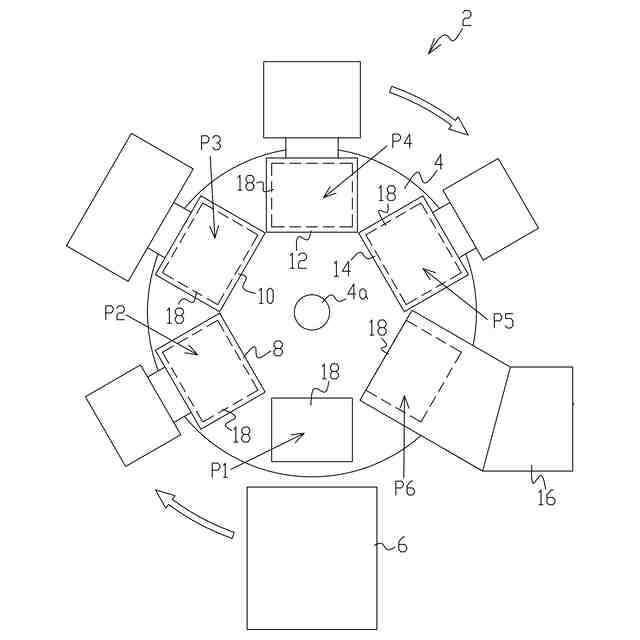
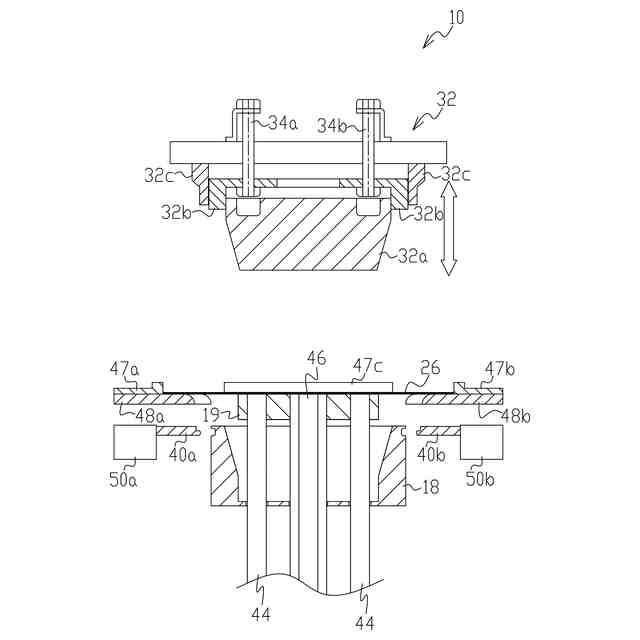
【解決手段】 紙トレーを形成するブランクの四隅にホットエアーを噴射する噴射工程と、雄型及び雌型を用いて、前記ブランクをプレスすることにより収容部及び前記収容部の側壁部上端を外方向に折り曲げたフランジ部を成形するとともに、前記フランジ部の縁部を下方向に折り曲げたフラップ部を成形する成形工程と、超音波装置を用いて、前記フランジ部のコーナー部分において紙を重ね合せたことにより生じる貼り合せ段差部及び皺部を超音波圧着する圧着工程と、押込み治具を用いて、前記フラップ部を前記収容部の外壁方向に加圧し補強する加圧工程とを含む。
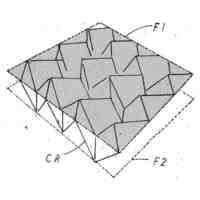
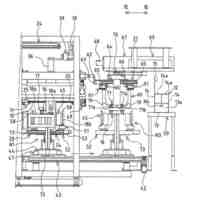
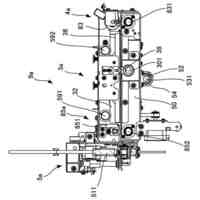
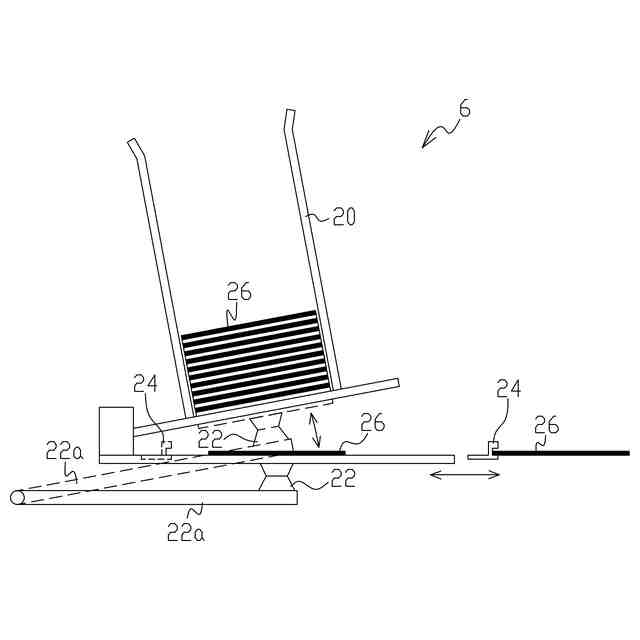
【選択図】図1
特許請求の範囲
【請求項1】
紙トレーを形成するブランクの四隅にホットエアーを噴射する噴射工程と、
雄型及び雌型を用いて、前記ブランクをプレスすることにより収容部及び前記収容部の側壁部上端を外方向に折り曲げたフランジ部を成形するとともに、前記フランジ部の縁部を下方向に折り曲げたフラップ部を成形する成形工程と、
超音波装置を用いて、前記フランジ部のコーナー部分において紙を重ね合せたことにより生じる貼り合せ段差部及び皺部を超音波圧着する圧着工程と、
押込み治具を用いて、前記フラップ部を前記収容部の外壁方向に加圧し補強する加圧工程と、
を含むフランジ付紙トレーの製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記雄型は、前記収容部を成形する収容部成形金型と、前記フランジ部を弾性部材により押さえるフランジ部成形金型と、前記フラップ部を成形するフラップ部成形金型とを備え、
前記成形工程は、前記フランジ部成形金型により前記フランジ部を前記雌型に押し付けた状態で、前記フラップ部成形金型により前記フラップ部を成形し、
前記フランジ部成形金型と前記フラップ部成形金型との間に隙間があり、前記フラップ部のコーナー部分を成形する領域の隙間の大きさは、前記フラップ部のコーナー部分以外を成形する領域の隙間の大きさの1.5倍から3倍以下である請求項1記載のフランジ付紙トレーの製造方法。
【請求項3】
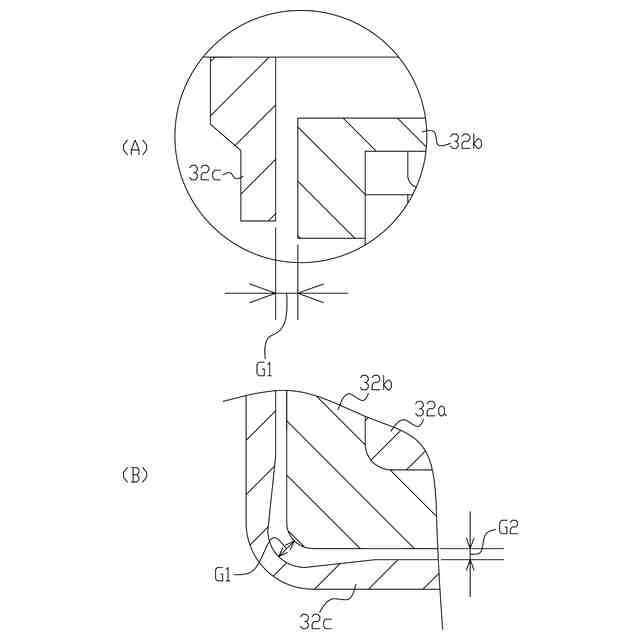
前記雌型は、前記フランジ部のコーナー部分を成形する領域が前記フランジ部のコーナー部分以外を成形する領域より0.2mmから0.4mm以下に切削加工されたフランジ成形部を有し、
前記成形工程は、前記雄型及び前記フランジ成形部により前記フランジ部を成形する請求項1または請求項2記載のフランジ付紙トレーの製造方法。
【請求項4】
前記加圧工程は、前記フランジ部を前記雌型に押し付ける押え板により前記フランジ部を固定した状態で、前記雌型の外側面に設けられた凹部に前記押込み治具の先端を押し付けることにより前記フラップ部を加圧する請求項1または請求項2記載のフランジ付紙トレーの製造方法。
【請求項5】
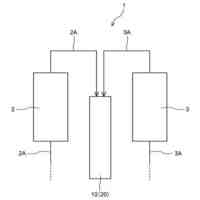
紙トレーを形成するブランクの四隅にホットエアーを噴射する噴射部と、
雄型及び雌型を有し、前記雌型に載置された前記ブランクを前記雄型で上方向からプレスすることにより収容部及び前記収容部の側壁部上端を外方向に折り曲げたフランジ部を成形するとともに、前記フランジ部の縁部を下方向に折り曲げたフラップ部を成形する金型と、
前記フランジ部のコーナー部分において紙を重ね合せたことにより生じる貼り合せ段差部及び皺部を超音波圧着する超音波装置と、
前記フラップ部を前記収容部の外壁方向に加圧し補強する押込み治具と、
を備えるフランジ付紙トレーの製造装置。
【請求項6】
前記雄型は、前記収容部を成形する収容部成形金型と、前記フランジ部を弾性部材により押さえるフランジ部成形金型と、前記フラップ部を成形するフラップ部成形金型とを備え、
前記フランジ部成形金型と前記フラップ部成形金型との間に隙間があり、前記フラップ部のコーナー部分を成形する領域の隙間の大きさは、前記フラップ部のコーナー部分以外を成形する領域の隙間の大きさの1.5倍から3倍以下である請求項5記載のフランジ付紙トレーの製造装置。
【請求項7】
前記雌型は、前記フランジ部のコーナー部分を成形する領域が前記フランジ部のコーナー部分以外を成形する領域より0.2mmから0.4mm以下に切削加工されたフランジ成形部を有する請求項5または請求項6記載のフランジ付紙トレーの製造装置。
【請求項8】
前記フランジ部を前記雌型に押し付ける押え板を更に備え、
前記雌型は、前記押え板により前記フランジ部を固定した状態で前記押込み治具の先端を押し付けるための凹部を外側面に有する請求項5または請求項6記載のフランジ付紙トレーの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フランジ及びフランジの縁部を垂下させたフラップを有する紙トレーを製造するためのフランジ付紙トレーの製造方法及びその製造装置に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
食品等を充填可能な紙トレー(紙容器)を製造する方法として、凸型及び凹型の金型を用いて紙を成形する方法が知られている(例えば特許文献1及び2)。特許文献1には、円形状の板紙に放射状に延びる罫線を形成し、外周部を絞り込んでプレス成形することにより円形状の紙トレーを製造する方法について記載されている。特許文献2には、金型内に紙トレーとなるブランクシートを装着し、トレーの形状に製函された後、合成樹脂フィルムを紙トレーの内面に積層接着することにより耐液体性の紙トレーを製造する方法について開示されている。特許文献2記載の紙トレーはトレーの側壁部上端にフランジを有し、このフランジにフィルム状の蓋シールが接着されることによりトレーは密封される。
【先行技術文献】
【特許文献】
【0003】
特許第2796646号公報
特許第4734782号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1記載の紙トレーにおいては、外周部に多数の罫線が形成されているため、蓋シールを接着することができない。また、特許文献2記載の紙トレーのように、トレーの形状に製函された後、合成樹脂フィルムをトレーの内面に積層接着する場合、紙トレー製造工程にフィルム層接着工程が追加されることになるため、時間及びコストがかかり、効率的でない。
【0005】
また、紙トレーの側壁部上端に設けられたフランジの強度をアップさせるために、フランジの縁部を下方に折り曲げたフラップを設けた紙トレーを製造することが望まれている。このフラップを設けたフランジ付紙トレーは、フラップなしのフランジ付紙トレーと比較して、フランジに接着した蓋シールをフランジが持ち上がることなく容易に開封可能であること、電子レンジ調理後に紙トレー内の熱くなった食品から離れた部分を持って紙トレーを取り出すことにより火傷等の危険を回避できること等の利点も有している。
【0006】
しかしながら、予め合成樹脂フィルムまたはヒートシール性塗工剤をコーティングしたブランクを用いて、フラップを設けたフランジ付紙トレーを成形すると、フラップの折り曲がり部分が経時変化により、折り曲げる前の形状に徐々に戻り、フラップを下方に折り曲げた形状を維持することが困難であった。
【0007】
本発明の目的は、熱可塑性樹脂またはヒートシール性塗工剤をコーティングした紙からフランジ及びフラップを有する紙トレーを良好に製造することができるフランジ付紙トレーの製造方法及び製造装置を提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記の課題を解決するべく鋭意検討した結果、熱可塑性樹脂またはヒートシール性塗工剤をコーティングした紙であるブランクから成形可能なフランジ付紙トレーの製造装置であって、特定の雄型及び雌型並びに押付け部材等を備えるものを用いることにより上記目的が達成されることを見出し、本発明を完成させた。
【0009】
本発明は、以下を提供する。
(1) 紙トレーを形成するブランクの四隅にホットエアーを噴射する噴射工程と、雄型及び雌型を用いて、前記ブランクをプレスすることにより収容部及び前記収容部の側壁部上端を外方向に折り曲げたフランジ部を成形するとともに、前記フランジ部の縁部を下方向に折り曲げたフラップ部を成形する成形工程と、超音波装置を用いて、前記フランジ部のコーナー部分において紙を重ね合せたことにより生じる貼り合せ段差部及び皺部を超音波圧着する圧着工程と、押込み治具を用いて、前記フラップ部を前記収容部の外壁方向に加圧し補強する加圧工程と、を含むフランジ付紙トレーの製造方法。
(2) 前記雄型は、前記収容部を成形する収容部成形金型と、前記フランジ部を弾性部材により押さえるフランジ部成形金型と、前記フラップ部を成形するフラップ部成形金型とを備え、前記成形工程は、前記フランジ部成形金型により前記フランジ部を前記雌型に押し付けた状態で、前記フラップ部成形金型により前記フラップ部を成形し、前記フランジ部成形金型と前記フラップ部成形金型との間に隙間があり、前記フラップ部のコーナー部分を成形する領域の隙間の大きさは、前記フラップ部のコーナー部分以外を成形する領域の隙間の大きさの1.5倍から3倍以下である(1)記載のフランジ付紙トレーの製造方法。
(3) 前記雌型は、前記フランジ部のコーナー部分を成形する領域が前記フランジ部のコーナー部分以外を成形する領域より0.2mmから0.4mm以下に切削加工されたフランジ成形部を有し、前記成形工程は、前記雄型及び前記フランジ成形部により前記フランジ部を成形する(1)または(2)記載のフランジ付紙トレーの製造方法。
(4) 前記加圧工程は、前記フランジ部を前記雌型に押し付ける押え板により前記フランジ部を固定した状態で、前記雌型の外側面に設けられた凹部に前記押込み治具の先端を押し付けることにより前記フラップ部を加圧する(1)または(2)記載のフランジ付紙トレーの製造方法。
(5) 紙トレーを形成するブランクの四隅にホットエアーを噴射する噴射部と、雄型及び雌型を有し、前記雌型に載置された前記ブランクを前記雄型で上方向からプレスすることにより収容部及び前記収容部の側壁部上端を外方向に折り曲げたフランジ部を成形するとともに、前記フランジ部の縁部を下方向に折り曲げたフラップ部を成形する金型と、前記フランジ部のコーナー部分において紙を重ね合せたことにより生じる貼り合せ段差部及び皺部を超音波圧着する超音波装置と、前記フラップ部を前記収容部の外壁方向に加圧し補強する押込み治具と、を備えるフランジ付紙トレーの製造装置。
(6) 前記雄型は、前記収容部を成形する収容部成形金型と、前記フランジ部を弾性部材により押さえるフランジ部成形金型と、前記フラップ部を成形するフラップ部成形金型とを備え、前記フランジ部成形金型と前記フラップ部成形金型との間に隙間があり、前記フラップ部のコーナー部分を成形する領域の隙間の大きさは、前記フラップ部のコーナー部分以外を成形する領域の隙間の大きさの1.5倍から3倍以下である(5)記載のフランジ付紙トレーの製造装置。
(7) 前記雌型は、前記フランジ部のコーナー部分を成形する領域が前記フランジ部のコーナー部分以外を成形する領域より0.2mmから0.4mm以下に切削加工されたフランジ成形部を有する(5)または(6)のフランジ付紙トレーの製造装置。
(8) 前記フランジ部を前記雌型に押し付ける押え板を更に備え、前記雌型は、前記押え板により前記フランジ部を固定した状態で前記押込み治具の先端を押し付けるための凹部を外側面に有する(5)または(6)記載のフランジ付紙トレーの製造装置。
【発明の効果】
【0010】
本発明によれば、熱可塑性樹脂またはヒートシール性塗工剤をコーティングした紙から、フランジ部及びフラップ部を有する紙トレーを良好に製造することができるフランジ付紙トレーの製造方法及び製造装置を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製紙株式会社
感熱記録体
7日前
日本製紙株式会社
腸内有機酸増進製剤
1か月前
日本製紙株式会社
パルプの解砕方法。
1か月前
日本製紙株式会社
感熱記録体の製造方法
7日前
日本製紙株式会社
積層体及び液体用紙容器
28日前
日本製紙株式会社
パルプの解砕方法、及びそれを用いたセルロース繊維の製造方法。
1か月前
日本製紙株式会社
粉末状組成物及びその用途
28日前
日本製紙株式会社
紙、及びそれらの製造方法
1か月前
東亜道路工業株式会社
タイヤ付着抑制剤、舗装用アスファルト乳剤組成物及びその製造方法、並びに舗装体
1か月前
日本製紙株式会社
カルボキシメチルセルロースリチウム塩およびカルボキシメチルセルロースリチウム塩の製造方法、非水電解質二次電池用電極組成物、非水電解質二次電池用電極および非水電解質二次電池
20日前
個人
高剛性段ボール
13日前
株式会社デュプロ
包装装置
7か月前
東洋製罐株式会社
搬送機構
8か月前
東罐興業株式会社
紙蓋の製造方法
6か月前
東洋製罐株式会社
ガイド機構
4か月前
株式会社フジキカイ
製函装置
2か月前
日産自動車株式会社
折目付装置
8か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
5か月前
ライオン株式会社
製函治具及び製函方法
8か月前
TOPPANホールディングス株式会社
トレー製造装置
13日前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
7か月前
TOPPANホールディングス株式会社
口栓溶着方法
1か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
7か月前
株式会社ユウコス
罫線入りシート製造装置
10か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
2か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
4か月前
王子ホールディングス株式会社
加工装置及び加工方法
1か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
2か月前
株式会社フジシール
包装容器の製造方法および包装容器
7か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
4か月前
デュプロ精工株式会社
加工装置
1か月前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
7か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
10か月前
日本トーカンパッケージ株式会社
箱の製造方法及び箱の製造装置
7か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
13日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ