TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024033641
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2022137352
出願日
2022-08-30
発明の名称
複合容器の製造方法及び複合容器用の紙複合原反
出願人
TOPPANホールディングス株式会社
代理人
個人
,
個人
主分類
B31B
50/59 20170101AFI20240306BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】本発明は、複合容器の製造方法及び複合容器用の紙複合原反に関し、紙複合原反に表裏面からエンボスを形成することで、製造後の容器10の反りや皺の発生を低減できるようしたものである。
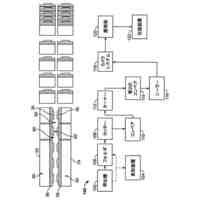
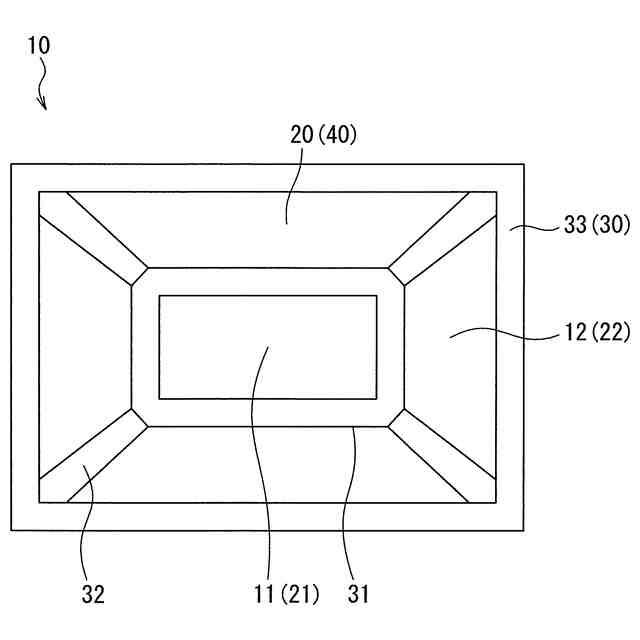
【解決手段】紙層52を含む原反40を、金型に60載置して、型締めし、前記金型60に設けられた成型溝部に溶融樹脂を射出して前記原反40の端部に樹脂部30を形成する複合容器10の製造方法であって、前記原反40は複数の凹凸を有する。前記複数の凹凸は、表側から裏側に向かって凹んだ複数の表側のエンボス43と、裏側から表側に向かって凹んだ複数の裏側のエンボス72とを含む。前記表側のエンボス43と、前記裏側のエンボス72とが、交互に並ぶ。前記金型60は、前記原反40における前記複数の凹凸を有する領域に対応し、前記領域の厚みよりも深さが浅い載置凹部61を有する。
【選択図】図1
特許請求の範囲
【請求項1】
紙層を含む原反を、金型に載置して、型締めし、前記金型に設けられた成型溝部に溶融樹脂を射出して前記原反の端部に樹脂部を形成する複合容器の製造方法であって、
前記原反は複数の凹凸を有する、複合容器の製造方法。
続きを表示(約 650 文字)
【請求項2】
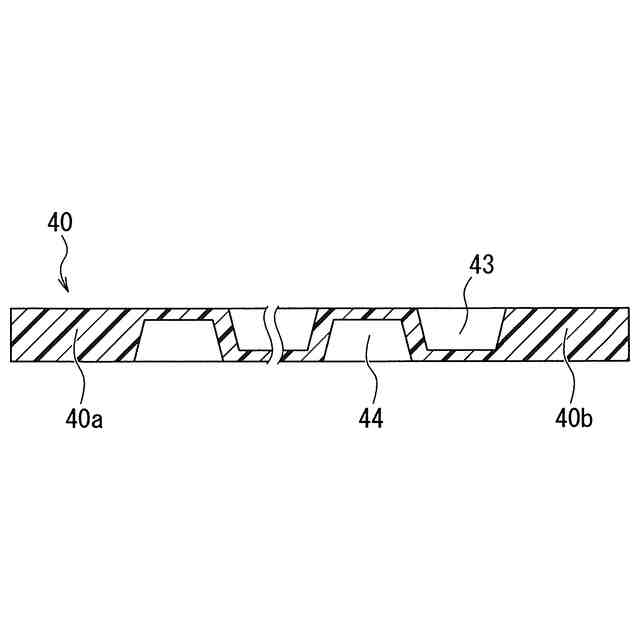
前記複数の凹凸は、表側から裏側に向かって凹んだ複数の表側のエンボスと、裏側から表側に向かって凹んだ複数の裏側のエンボスとを含む、請求項1に記載の複合容器の製造方法。
【請求項3】
前記表側のエンボスと、前記裏側のエンボスとが、交互に並ぶ、請求項2に記載の複合容器の製造方法。
【請求項4】
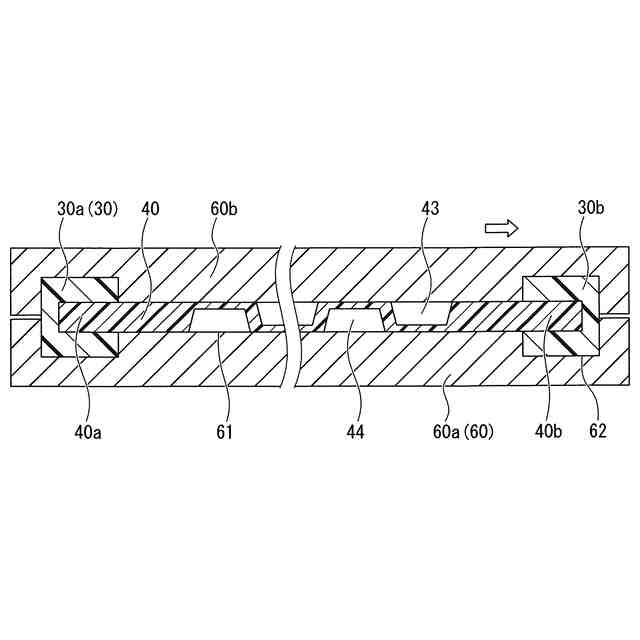
前記金型は、前記原反における前記複数の凹凸を有する領域に対応し、前記領域の厚みよりも深さが浅い載置凹部を有する、請求項1に記載の複合容器の製造方法。
【請求項5】
前記載置凹部は、前記複数の凹凸を有する領域に対応する、請求項4に記載の複合容器の製造方法。
【請求項6】
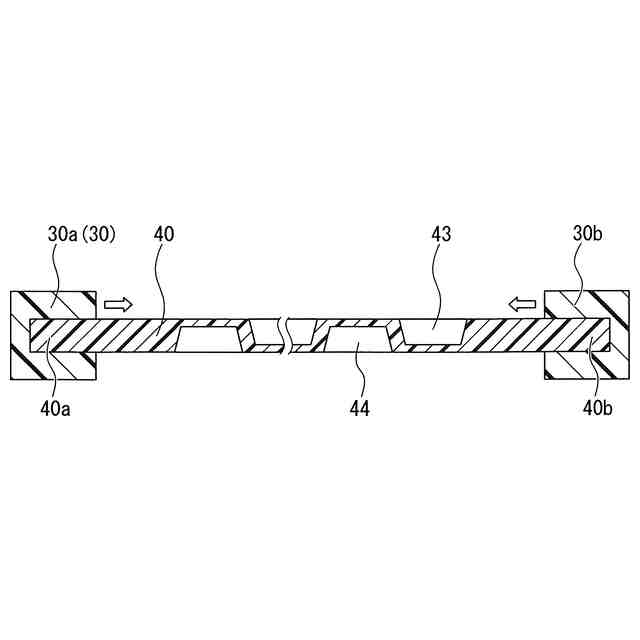
前記原反を、前記載置凹部において前記領域の表裏面から押圧することで、伸張させる、請求項4に記載の複合容器の製造方法。
【請求項7】
型締めした前記金型における前記原反の伸張量と、型開き後の前記樹脂部の収縮量とが等しくなるように、前記領域の厚み及び前記載置凹部の深さが調整されている請求項6に記載の複合容器の製造方法。
【請求項8】
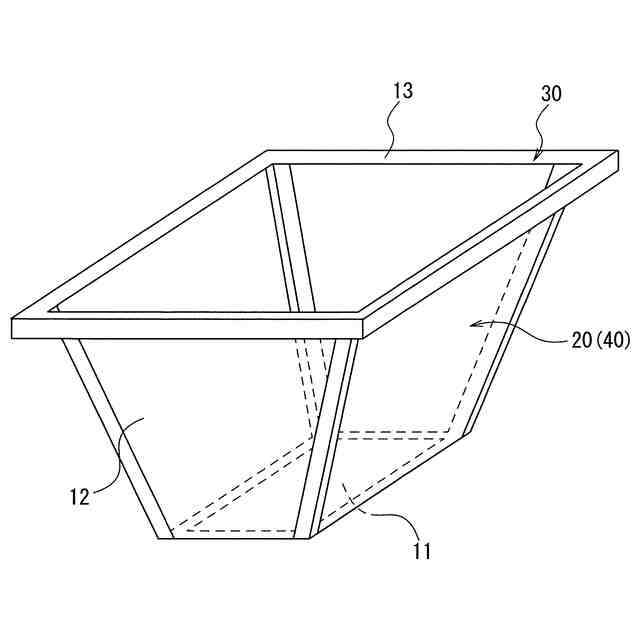
紙層を有する原反の端部に樹脂部が形成された複合容器であって、
前記原反は、複数の凹凸を有する、複合容器。
【請求項9】
前記複数の凹凸は、表側から裏側に向かって凹んだ複数の表側のエンボスと、裏側から表側に向かって凹んだ複数の裏側のエンボスとを含む、請求項8に記載の複合容器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合容器の製造方法及び複合容器用の紙複合原反に関し、紙複合原反に表裏面からエンボスを形成することで、製造後の容器の反りや皺の発生を低減できるようしたものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、紙と樹脂成形品とを用いてなる複合容器としては、例えば紙ブランクを射出成形金型内に挿入し、樹脂と紙ブランクとを一体成形してなる複合容器およびその製造方法が知られている(例えば、特許文献1の段落「0003」並びに図1参照)。
従来の容器では、ブランクが紙のみからなるものである場合に、複合容器に内容物を収納した後、紙ブランクが内容物から蒸発する水分を吸収して紙ブランクに反りを生じることがある(例えば、特許文献1の段落「0023」参照)。
この反りの発生を防止するために、従来の容器では、枠材と紙ブランクとを接合する前の段階で、紙ブランクを予め湿潤状態とする工程を設けていた(例えば、特許文献1の段落「0024」参照)。
【先行技術文献】
【特許文献】
【0003】
特開平10-095427号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1では、上記のように紙ブランクスを予め湿潤状態とする工程が必要であり、煩雑であるという問題点があった。
そこで、本発明は従来の問題点を解決するためになされたものであり、複合容器を複数の凹凸を設けた原反を用い、射出成型により樹脂部を形成した場合、射出成型後に樹脂部が収縮したとしても、容器の反りや皺の発生を低減できるようにしたものである。
【課題を解決するための手段】
【0005】
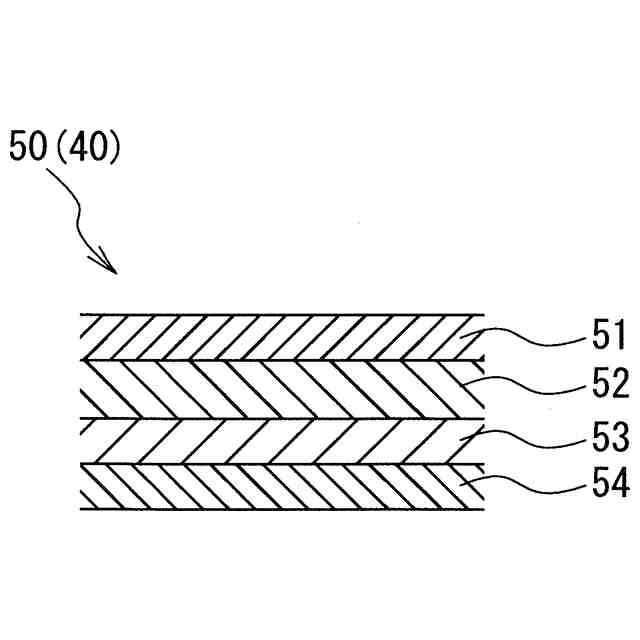
本発明の一態様に係る複合容器の製造方法は、紙層を含む原反を、金型に載置して、型締めし、前記金型に設けられた成型溝部に溶融樹脂を射出して前記原反の端部に樹脂部を形成する複合容器の製造方法であって、前記原反は複数の凹凸を有する、ことを特徴とする。
【0006】
また、本発明の一態様に係る複合容器の製造方法は、前記複数の凹凸は、表側から裏側に向かって凹んだ複数の表側のエンボスと、裏側から表側に向かって凹んだ複数の裏側のエンボスとを含む、ことを特徴とする。
本発明の一態様に係る複合容器の製造方法は、前記表側のエンボスと、前記裏側のエンボスとが、交互に並ぶ、ことを特徴とする。
【0007】
本発明の一態様に係る複合容器の製造方法は、前記金型は、前記原反における前記複数の凹凸を有する領域に対応し、前記領域の厚みよりも深さが浅い載置凹部を有する、
ことを特徴とする。
また、本発明の一態様に係る複合容器の製造方法は、前記複数の凹凸を有する領域に対応する、ことを特徴とする。
【0008】
本発明の一態様に係る複合容器の製造方法は、前記原反を、前記載置凹部において前記領域の表裏面から押圧することで、伸張させる、ことを特徴とする。
本発明の一態様に係る複合容器の製造方法によれば、型締めした前記金型における前記原反の伸張量と、型開き後の前記樹脂部の収縮量とが等しくなるように、前記領域の厚み及び前記載置凹部の深さが調整されている、ことを特徴とする。
【0009】
本発明の一態様に係る複合容器は、紙層を有する原反の端部に樹脂部が形成された複合容器であって、前記原反は、複数の凹凸を有する、ことを特徴とする。
本発明の一態様に係る複合容器は、前記複数の凹凸は、表側から裏側に向かって凹んだ複数の表側のエンボスと、裏側から表側に向かって凹んだ複数の裏側のエンボスとを含む、ことを特徴とする。
【発明の効果】
【0010】
本発明の一態様に係る複合容器の製造方法によれば、射出成型で形成された樹脂部が収縮しても、原反に設けた複数の凹凸が収縮を緩和するため、複合容器のそりや皺の発生を低減することができる。
本発明の一態様に係る複合容器の製造方法によれば、エンボスを表裏面に設けることにより、表裏のいずれへのそりや皺の発生を低減できる。
本発明の一態様に係る複合容器の製造方法によれば、エンボスを交互に設けることにより、全体においてそりや皺の発生を低減できる。
本発明の一態様に係る複合容器の製造方法によれば、載置凹部により、原反を伸張させることができ、射出成型後の樹脂部の収縮をより緩和することができ、そりや皺をより低減できる。
本発明の一態様に係る複合容器の製造方法によれば、前記領域をより均等に伸張させることができ、そりや皺をより低減できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
2日前
17LIVE株式会社
プレイリスト生成のためのシステム及び方法
15日前
17LIVE株式会社
プレイリスト生成のためのシステム及び方法
15日前
他の特許を見る



 特許ウォッチ
特許ウォッチ
