TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024054813
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022193454
出願日
2022-12-02
発明の名称
ふわふわした多層織物製品を作り出すためのエンボス加工装置
出願人
全利機械股分有限公司
代理人
個人
,
個人
,
個人
,
個人
主分類
B31F
1/07 20060101AFI20240410BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
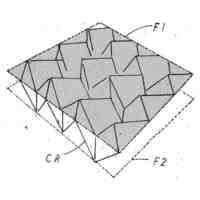
【課題】ふわふわ感、良好な支持、しっかりした手触り、つぶれに対するエンボス加工パターンの耐性、およびエンボス加工パターンの明瞭さを特色にする積層多層織物製品を作り出すためのエンボス加工装置を提供すること。
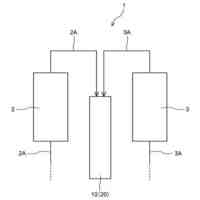
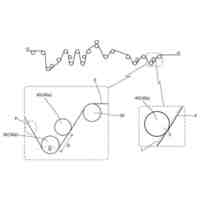
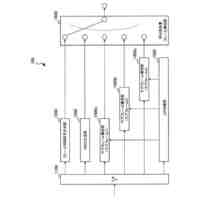
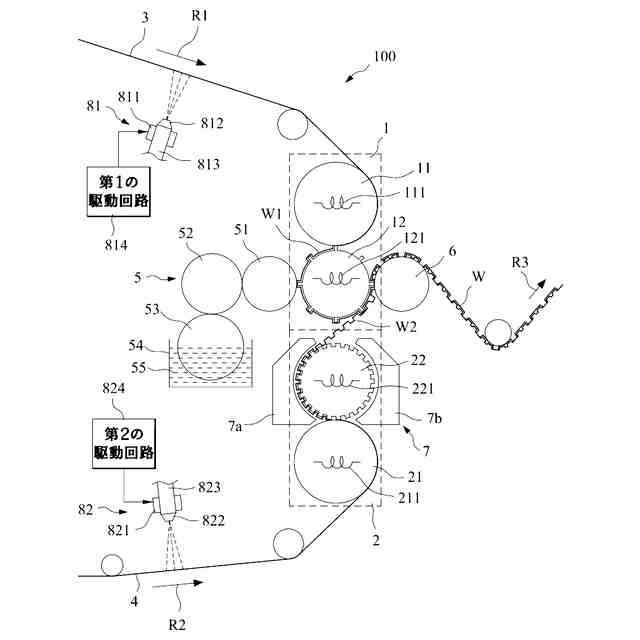
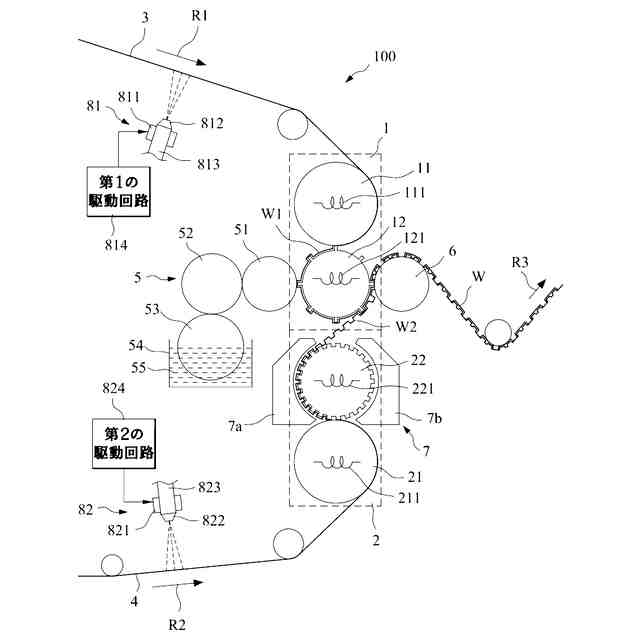
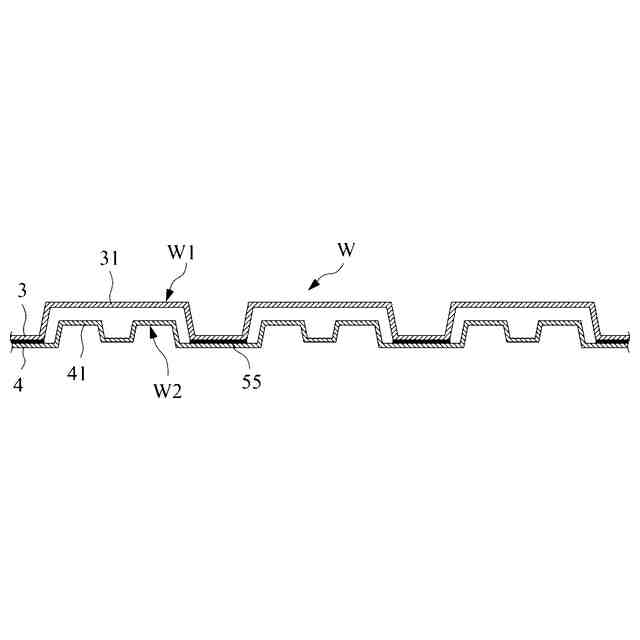
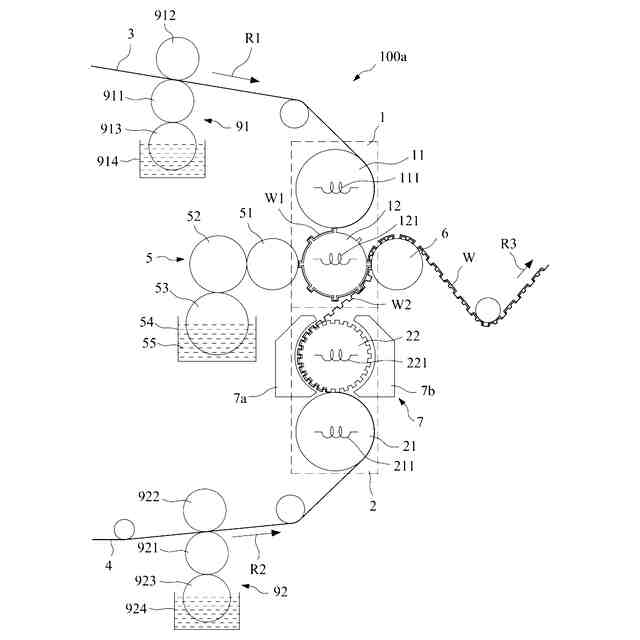
【解決手段】エンボス加工装置は、第1の織物製品3上に第1のエンボス加工パターンを形成する第1のエンボス加工組立体1、および第2の織物製品4上に第2のエンボス加工パターンを形成する第2のエンボス加工組立体2を含む。第1の織物製品は、第1の織物製品エンボス加工組立体に運ばれる前に第1の給湿機器81により給湿され、第2の織物製品は、第2の織物製品エンボス加工組立体に運ばれる前に第2の給湿機器82により給湿される。その後、第1の織物製品は、接着剤を塗布され、次いで第2の織物製品と一緒に運ばれて、積層ローラ6と第1の鋼製エンボス加工ローラ12の間を通過し、外部供給経路R3に沿って外に供給される。
【選択図】図1
特許請求の範囲
【請求項1】
ふわふわした多層織物製品を作り出すためのエンボス加工装置であって、
第1の織物製品に第1のエンボス加工パターンを形成するための第1のエンボス加工組立体であって、
第1のゴム製エンボス加工ローラ、および
前記第1のゴム製エンボス加工ローラに近接する第1の鋼製エンボス加工ローラ
を含む第1のエンボス加工組立体において、
前記第1の織物製品は、前記第1のエンボス加工パターンを伴って形成されるために、第1の供給経路に沿って運ばれて、前記第1のゴム製エンボス加工ローラと前記第1の鋼製エンボス加工ローラに到達し、それらの間を通過することを特徴とする
第1のエンボス加工組立体と、
第1の織物製品エンボス加工組立体に到達する前に前記第1の織物製品を給湿する、前記第1の供給経路上に配列された第1の給湿機器と、
第2の織物製品に第2のエンボス加工パターンを形成するために前記第1のエンボス加工組立体に対して下側位置に配列された第2のエンボス加工組立体であって、
第2のゴム製エンボス加工ローラ、および
前記第2のゴム製エンボス加工ローラに近接する第2の鋼製エンボス加工ローラ
を含む第2のエンボス加工組立体において、
前記第2の織物製品は、前記第2のエンボス加工パターンを伴って形成されるために、第2の供給経路に沿って運ばれて、前記第2のゴム製エンボス加工ローラと前記第2の鋼製エンボス加工ローラに到達し、それらの間を通過することを特徴とする
第2のエンボス加工組立体と、
前記第2の織物製品エンボス加工組立体に到達する前に前記第2の織物製品を給湿する、前記第2の供給経路上に配列された第2の給湿機器と、
前記第1の鋼製エンボス加工ローラに近接する接着剤塗布機器であって、前記第1の鋼製エンボス加工ローラと前記接着剤塗布機器の間を通過する前記第1の織物製品の一方の表面上に接着剤を塗布する接着剤塗布機器と、
前記第1の鋼製エンボス加工ローラに近接する積層ローラであって、前記第1のエンボス加工パターンを伴って形成された前記第1の織物製品および前記第2のエンボス加工パターンを伴って形成された前記第2の織物製品が前記積層ローラと前記第1の鋼製エンボス加工ローラの間を通過する際に一緒に積層され、次いで外部供給経路に沿って外に供給される積層ローラと
を備えるエンボス加工装置。
続きを表示(約 2,300 文字)
【請求項2】
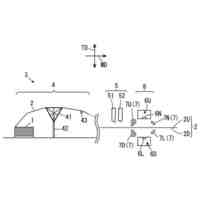
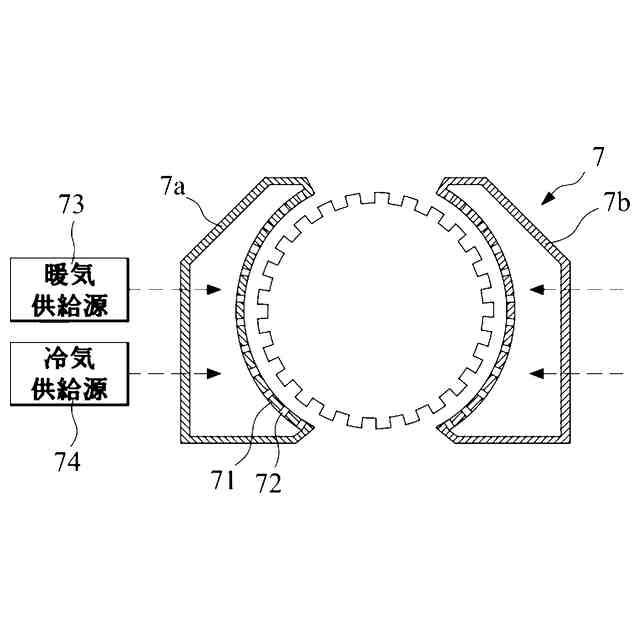
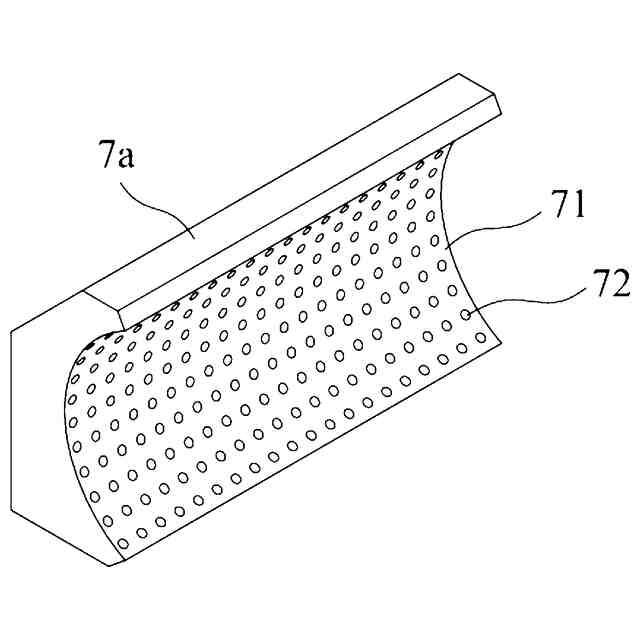
前記第2のエンボス加工組立体は、前記第2の鋼製エンボス加工ローラのローラ表面の少なくとも一部分を覆って取り囲む、互いに対向する1対の気流フードを含む気流誘導機器をさらに備え、前記1対の気流フードは、前記第2の鋼製エンボス加工ローラの前記ローラ表面に対向する凹状円弧部位をそれぞれ具備し、複数のノズルは、前記凹状円弧部位の中に形成されることを特徴とする、請求項1に記載のエンボス加工装置。
【請求項3】
前記気流誘導機器は、前記1対の気流フードの前記複数のノズルによって前記第2の鋼製エンボス加工ローラの前記ローラ表面に向けて吹きつける暖気流を供給できるようになる暖気供給源を備えることを特徴とする、請求項2に記載のエンボス加工装置。
【請求項4】
前記気流誘導機器は、前記1対の気流フードの前記複数のノズルによって前記第2の鋼製エンボス加工ローラの前記ローラ表面に向けて吹きつける冷気流を供給できるようになる冷気供給源を備えることを特徴とする、請求項2に記載のエンボス加工装置。
【請求項5】
前記第1のエンボス加工組立体および前記第2のエンボス加工組立体は、垂直構成で配列され、前記第1の鋼製エンボス加工ローラは、前記第1のゴム製エンボス加工ローラに対して垂直方向に下側位置に配列され、前記第2の鋼製エンボス加工ローラは、前記第2のゴム製エンボス加工ローラに対して上側位置にあることを特徴とする、請求項1に記載のエンボス加工装置。
【請求項6】
前記第1の供給経路は、前記第1のゴム製エンボス加工ローラに対して上側位置に設定され、その結果、前記第1の織物製品は、前記第1のゴム製エンボス加工ローラの上側を越えて運ばれて、前記第1のゴム製エンボス加工ローラと前記第1の鋼製エンボス加工ローラの間に到達して、それらの間を通過し、
前記第2の供給経路は、前記第2のゴム製エンボス加工ローラに対して下側位置に設定され、その結果、前記第2の織物製品は、前記第2のゴム製エンボス加工ローラの下側を越えて運ばれて、前記第2のゴム製エンボス加工ローラと前記第2の鋼製エンボス加工ローラの間に到達して、それらの間を通過する
ことを特徴とする、請求項1に記載のエンボス加工装置。
【請求項7】
前記第1の鋼製エンボス加工ローラおよび前記第2の鋼製エンボス加工ローラはそれぞれ、前記第1の鋼製エンボス加工ローラおよび前記第2の鋼製エンボス加工ローラをそれぞれ加熱する加熱機器を具備することを特徴とする、請求項1に記載のエンボス加工装置。
【請求項8】
前記第1のゴム製エンボス加工ローラおよび前記第2のゴム製エンボス加工ローラはそれぞれ、前記第1のゴム製エンボス加工ローラおよび前記第2のゴム製エンボス加工ローラをそれぞれ加熱する加熱機器を具備することを特徴とする、請求項7に記載のエンボス加工装置。
【請求項9】
前記第1の給湿機器は、
第1の圧電構成要素、
第1の噴霧ノズル、
前記第1の噴霧ノズルに接続された第1の水供給パイプ、および
前記第1の圧電構成要素と電気的に接続された第1の駆動回路
を備え、
前記第1の駆動回路は、前記第1の噴霧ノズルで水ミストを発生させて、前記第1の供給経路に沿って動く前記第1の織物製品を給湿するように、前記第1の圧電構成要素を駆動して、前記第1の水供給パイプを通過する超音波振動を水中に誘発し、
前記第2の給湿機器は、
第2の圧電構成要素、
第2の噴霧ノズル、
前記第2の噴霧ノズルに接続された第2の水供給パイプ、および
前記第2の圧電構成要素と電気的に接続された第2の駆動回路
を備え、
前記第2の駆動回路は、前記第2の噴霧ノズルで水ミストを発生させて、前記第2の供給経路に沿って動く前記第2の織物製品を給湿するように、前記第2の圧電構成要素を駆動して、前記第2の水供給パイプを通過する超音波振動を水中に誘発する
ことを特徴とする、請求項1に記載のエンボス加工装置。
【請求項10】
前記第1の給湿機器は、
互いに対応しており、互いに密に近接し互いに接触している1対の第1の塗布器ローラ、
前記1対の第1の塗布器ローラのうち一方に密に近接し接触している第1の水付着ローラ、および
中に水を保持する第1の水貯蔵器
を備え、
前記第1の織物製品が前記1対の第1の塗布器ローラの間を通過しているとき、前記第1の水貯蔵器の中に保持された前記水は、前記第1の織物製品の1つまたは2つの表面に適用されるように、前記第1の水付着ローラおよび前記1対の第1の塗布器ローラを通して供給され、
前記第2の給湿機器は、
互いに対応しており、互いに密に近接し互いに接触している1対の第2の塗布器ローラ、
前記1対の第2の塗布器ローラのうち一方に密に近接し接触している第2の水付着ローラ、および
中に水を保持する第2の水貯蔵器
を備え、
前記第2の織物製品が前記1対の第2の塗布器ローラの間を通過しているとき、前記第2の水貯蔵器の中に保持された前記水は、前記第2の織物製品の1つまたは2つの表面に適用されるように、前記第2の水付着ローラおよび前記1対の第2の塗布器ローラを通して供給される
ことを特徴とする、請求項1に記載のエンボス加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、織物製品用エンボス加工装置に関し、より詳細にはふわふわした多層織物製品を作り出すためのエンボス加工装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
織物製品は日常生活、商業上の用途、および工業上の用途で広く使用されている。エンボス加工/デボス加工パターンを有する織物製品は、今では現代の使用法の主流である。
【0003】
織物製品上にさまざまなエンボス加工/デボス加工パターンを作るために、エンボス加工ローラセットに織物製品を通すことが一般的であり、エンボス加工ローラセットでは、エンボス加工ローラセット上のエンボス加工パターンは、織物製品上にエンボス加工パターンを形成するように織物製品上に刻印づけされる。さらに、ユーザが使用するときに織物製品をふわふわした立体的手触りにするために、2つ以上の織物製品を一緒に接着して積層して、3次元エンボス加工パターンを有する織物製品を形成する。
【0004】
しかしながら、従来技術では、織物製品上にエンボス加工パターンを作るための製作処理で、織物製品の繊維構造は、織物製品の伸縮性が不十分であることが原因で損傷しやすい。その結果、織物製品は、織物製品のエンボス加工パターンで支持が不十分であることが原因でつぶれたパターンまたは不明瞭なパターンの状態を容易に示すことがある。これにより、ユーザは、そのような織物製品を使用しているとき、そのような公知の技法で製造された織物製品の品質が悪いと感じるようになる。
【0005】
さらに、織物製品のためにふわふわした立体的手触りを強化するために、さらにまた十分な支持を提供するために、製造業者は多くの場合、そのような製品で使用する繊維材料の量を増大させる解決手段を採用する。これにより、織物製品を製作する際に繊維材料の費用は必然的に増大する。
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記を考慮して、本発明の主要な目的は、卓越したふわふわ感、良好な支持、立体的手触り、つぶれに対するエンボス加工パターンの耐性、およびエンボス加工パターンの明瞭さを特色にする積層多層織物製品を作り出すためのエンボス加工装置を提供することである。
【課題を解決するための手段】
【0007】
本発明で採用する技術的解決手段は、第1の織物製品上に第1のエンボス加工パターンを形成する第1のエンボス加工組立体、および第2の織物製品上に第2のエンボス加工パターンを形成する第2のエンボス加工組立体を備える。第1の織物製品は、第1の織物製品エンボス加工組立体に運ばれる前に第1の給湿機器により給湿され、第2の織物製品は、第2の織物製品エンボス加工組立体に運ばれる前に第2の給湿機器により給湿される。第1のエンボス加工パターンを伴って形成された第1の織物製品は、接着剤を塗布され、次いで第2のエンボス加工パターンを伴って形成された第2の織物製品と一緒に運ばれて、積層ローラと第1の鋼製エンボス加工ローラの間を通過し、次いで外部供給経路に沿って外に出力される。
【0008】
好ましくは、第2のエンボス加工組立体は、気流誘導機器をさらに備え、気流誘導機器は、第2の鋼製エンボス加工ローラのローラ表面の少なくとも一部分を覆って取り囲む、互いに対向する1対の気流フードを備える。1対の気流フードは、それぞれ第2の鋼製エンボス加工ローラのローラ表面に対向する凹状円弧部位を具備し、複数のノズルは、凹状円弧部位の中に形成される。
【0009】
好ましくは、気流誘導機器は、任意選択で第2の鋼製エンボス加工ローラのローラ表面に向けて暖気流または冷気流を吹きつけるように動作可能である。
【0010】
好ましくは、第1の鋼製エンボス加工ローラは、第1のゴム製エンボス加工ローラに対して下側位置に配列され、第2の鋼製エンボス加工ローラは、第2のゴム製エンボス加工ローラに対して上側位置に配列される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高剛性段ボール
13日前
東洋製罐株式会社
ガイド機構
4か月前
株式会社フジキカイ
製函装置
2か月前
TOPPANホールディングス株式会社
トレー製造装置
13日前
TOPPANホールディングス株式会社
口栓溶着方法
1か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
4か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
2か月前
王子ホールディングス株式会社
加工装置及び加工方法
1か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
2か月前
デュプロ精工株式会社
加工装置
1か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
13日前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
クオ、ツェファン
再生利用可能な二重壁カップを製造する装置及び方法
2か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
1か月前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
1か月前
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
3か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
サノフィ・バイオテクノロジー
心血管リスクを低減させる方法
4か月前
KDDI株式会社
摂食監視装置、方法及びプログラム
4か月前
17LIVE株式会社
ストリーム配信のためのシステム及び方法
13日前
17LIVE株式会社
データアクセスのためのシステム及び方法
1か月前
17LIVE株式会社
データアクセスのためのシステム及び方法
1か月前
17LIVE株式会社
配信者分析のためのシステム及び方法
1か月前
17LIVE株式会社
配信者分析のためのシステム及び方法
1か月前
日本放送協会
送信装置、受信装置、及びプログラム
3か月前
17LIVE株式会社
ストリーム分析のためのシステム及び方法
2か月前
17LIVE株式会社
ストリーム分析のためのシステム及び方法
2か月前
17LIVE株式会社
レコメンデーションのためのシステム、方法、及びコンピュータ可読媒体
4か月前
17LIVE株式会社
レコメンデーションのためのシステム、方法、及びコンピュータ可読媒体
4か月前
17LIVE株式会社
プレイリスト生成のためのシステム及び方法
3か月前
17LIVE株式会社
プレイリスト生成のためのシステム及び方法
3か月前
他の特許を見る
 特許ウォッチ
特許ウォッチ