TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024029851
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022132272
出願日
2022-08-23
発明の名称
底ガゼット付き袋体の製造方法
出願人
大宝製袋株式会社
代理人
個人
主分類
B31B
70/16 20170101AFI20240229BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】底ガゼット付きの袋体の製造に際して、原材料として一枚もののウエブ状シートを用いて、左右二つの袋体を同時に製造する方法の提供を図る。
【解決手段】
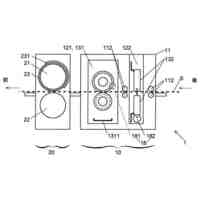
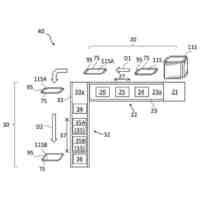
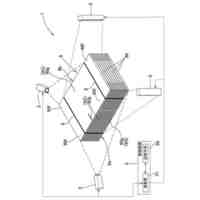
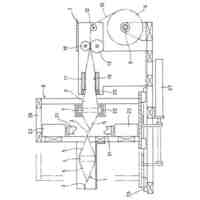
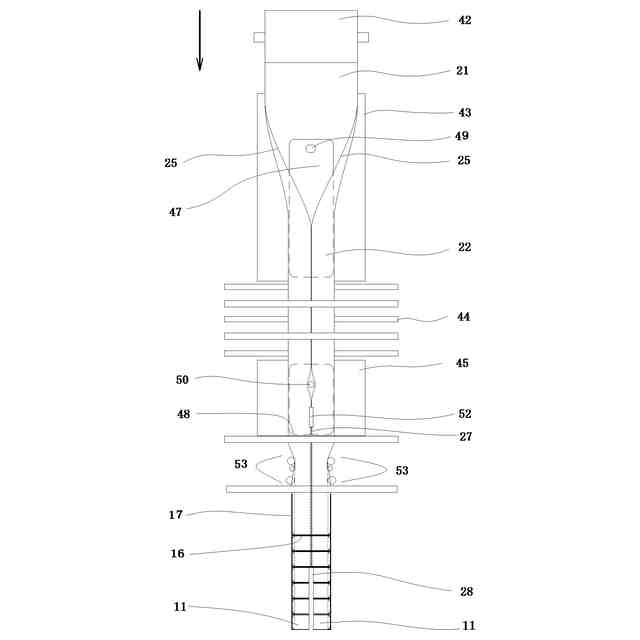
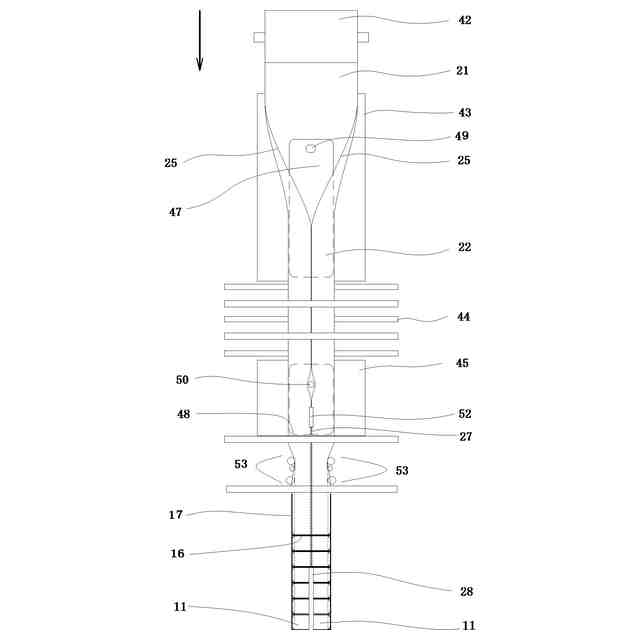
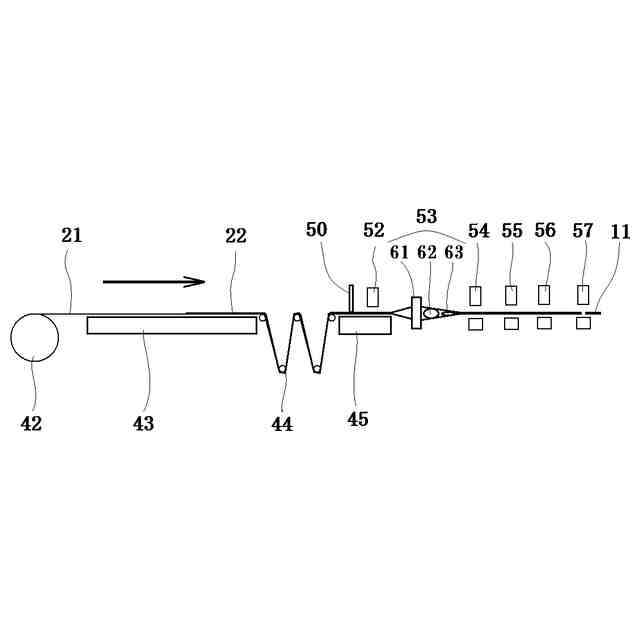
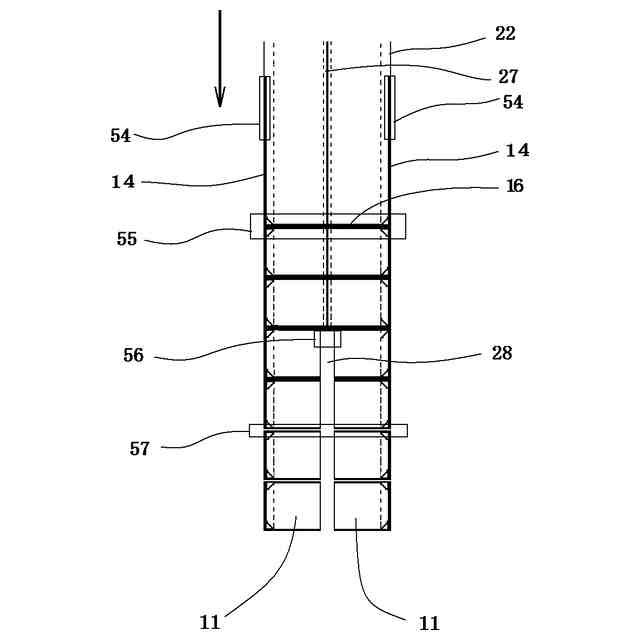
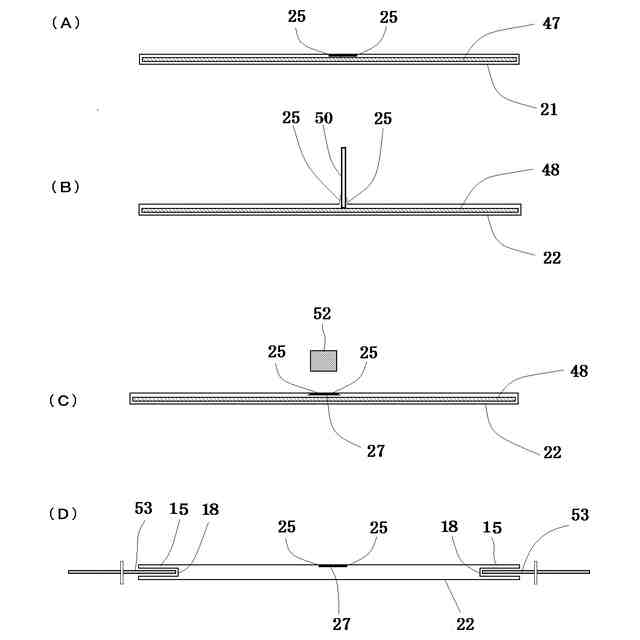
ウエブ状シート21を移送しながら、ウエブ状シート21の左右の両重ね代25を互いに接近させ、その中央位置でヒートシールすることにより、中央擬似接着部27を備えた筒状シート22を形成する接続工程と、筒状シート22の左右両側に底ガゼットを形成する底ガゼット工程と、中央擬似接着部27を含む位置で、筒状シート22を左右2つに分離する中央切断工程とを含むことにより、底ガゼット付き袋体を、ウエブ状シート21から左右2つ同時に製造する。
【選択図】図2
特許請求の範囲
【請求項1】
袋体を形成するウエブ状シートの長手方向を、その移送方向として移送しながら、前記ウエブ状シートの左右両側の両重ね代を互いに接近させ、前記ウエブ状シートの中央位置の中央接合部を備えた筒状シートを形成する接続工程と、
前記筒状シートの左右両側に底ガゼットを形成する底ガゼット工程と、
前記中央接合部を含む位置で、前記筒状シートを左右2つに分離する中央切断工程とを含むことにより、左右2つの袋体を製造する底ガゼット付き袋体の製造方法において、
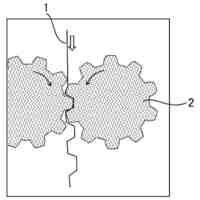
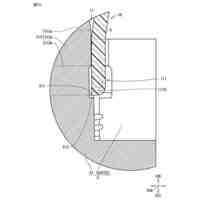
前記接続工程は、前記ウエブ状シートの前記両重ね代同士を上下に重ね合わせて、一方の重ね代の外面と他方の重ね代の内面とを直接接触させた状態でヒートシールにより擬似接着して、前記中央接合部として中央擬似接着部を形成するものであり、
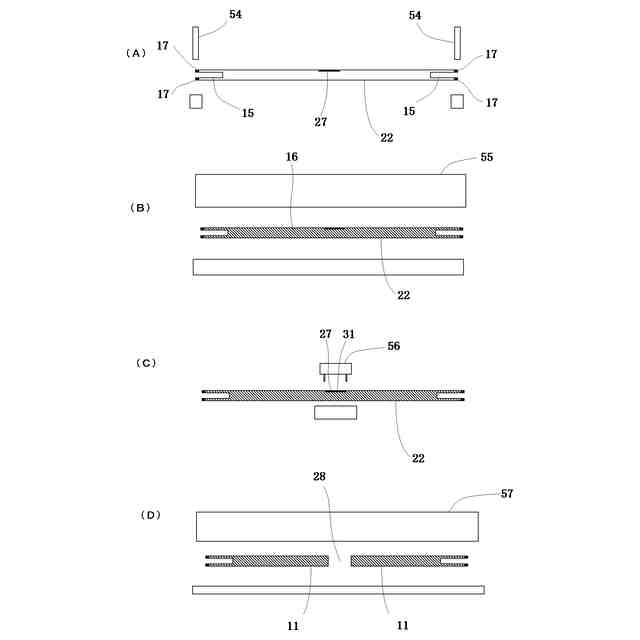
前記中央切断工程は、前記中央擬似接着部を含む幅で、前記筒状シートを左右2つに切断するものであることを特徴とする底ガゼット付き袋体の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
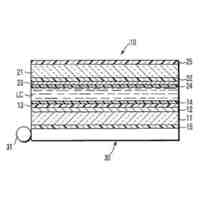
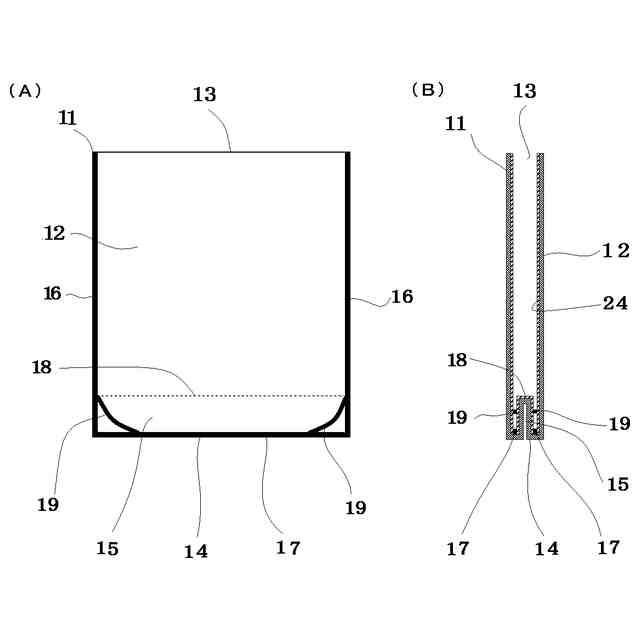
前記ウエブ状シートは、シーラント層を備えた内面と、前記シーラント層を備えていない外面との少なくとも2層の複数層から構成され、
前記中央擬似接着部は、シーラント層同士を重ね合わせたヒートシールよりも接着強度が低い擬似接着であることを特徴とする請求項1に記載の底ガゼット付き袋体の製造方法。
【請求項3】
前記接続工程は、
前記ウエブ状シートの前記中央位置で前記両重ね代同士を上下に重ね合わせた状態であって接続されていない筒状シートを形成する重ね合わせステップと、
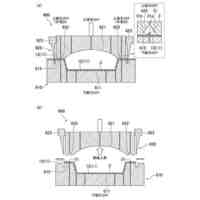
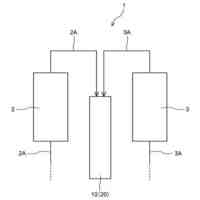
前記筒状シートの前記重ね代同士をその厚み方向から加熱することにより、前記重ね代同士を前記擬似接着する仮シールステップと、
を備えたことを特徴とする請求項1又は2に記載の底ガゼット付き袋体の製造方法。
【請求項4】
前記接続工程の次に、前記底ガゼット工程が行われるものであり、
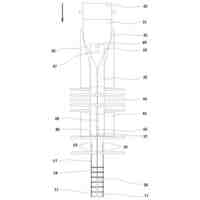
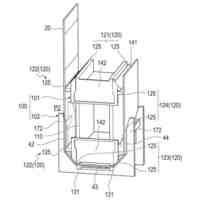
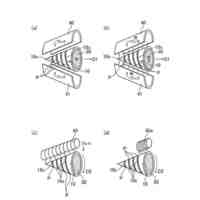
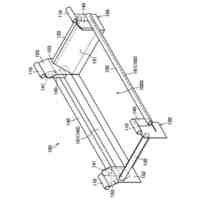
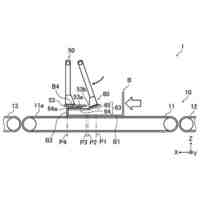
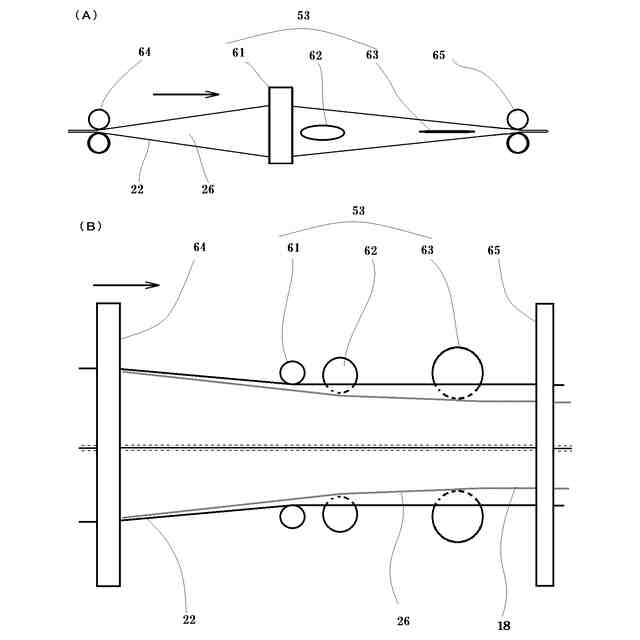
前記底ガゼット工程は、幅寄せローラーとその下流側に配置された挿入ローラーとを用いて、前記筒状シートの左右両側を徐々に内側に折り込んで行く工程であり、
前記幅寄せローラーは、前記筒状シートの左右両側に配置され、
左右の前記幅寄せローラー同士の間隔が、上流側の前記接続工程における前記筒状シートの左右幅よりも小さく設定されており、
前記幅寄せローラーによって、前記筒状シートは、その上下のシート間隔が徐々に大きくなっていくと共に、襠となる左右両側が徐々に立ち上がっていきその分前記筒状シートの左右幅が小さくなっていくように、案内されるものであり、
この立ち上がった左右の襠が、前記挿入ローラーによって、内側に折り込まれることを特徴とする請求項3に記載の底ガゼット付き袋体の製造方法。
【請求項5】
前記挿入ローラーは、前記筒状シートの長手方向に沿って間隔を隔てて少なくとも2か所に配置された第一挿入ローラーと第二挿入ローラーとを備え、
前記第一挿入ローラーと前記第二挿入ローラーとは、前記筒状シートの左右両側に配置された円盤状のローラーであり、
前記第一挿入ローラーは前記第二挿入ローラーに比べて、その上下の厚みが大きく、
左右の前記第一挿入ローラー同士の間隔は前記第二挿入ローラー同士の間隔よりも大きいものであることによって、
前記幅寄せローラーによって立ち上がられた左右の前記襠が、徐々に内側に折り込まれて行くことを特徴とする請求項4に記載の底ガゼット付き袋体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、底ガゼット付き袋体の製造方法に関するものである。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
今日一般に使用されている袋体の一種として、底部に襠を備えた底ガゼット付きの袋体が知られている。その製造方法として、予め筒状に形成されたシートを用いて、底ガゼットを筒状シートの左右に形成した後、これを左右に切断することによって、左右二つの袋体を同時に製造することが、特許文献1や2において開示されている。
【0003】
これらの特許文献1や2では、公知の製袋機を用いて、ウエブ状シートをコンベア等で移送される製造ラインに送り出して、左右の両側を内側にそれぞれ折り込んで底ガゼットを形成するとし、その際、ウエブ状シートは一枚もののシートを採用することもできるが、成形の容易性から筒状のものを採用することが好ましい旨の開示がある。ところが、これらの文献にあっては、ウエブ状シートに一枚もののシートを採用した際に、どのような製造方法を採れば良いかについての開示はない。また特許文献3にあっては、筒状のウエブ状シートについて、原材料加工業者により販売されている市販品であるロール状に巻き取られた長尺の袋状部材を加工することにより製造される旨の開示はあるが、ウエブ状シートに一枚もののシートを採用する旨の開示はない。
特許文献4には、袋体を形成するウエブ状シートの左右の両側を互いに接近させて、重ね合わせたり(特許文献4の図6)、重ね合わせずに突き合わせ状態にしたり(特許文献4の図7)した後に、中央位置で両側部同士を接合固定することなく、当該筒状シートの左右両側に底ガゼットを形成する底ガゼット工程を行なうようにした左右2つの袋体を製造する製造方法が記載されている。なお、特許文献4の図6や図7には、縦方向シール9、9’が示されているが、この縦方向シール9、9’は底ガゼット工程を行なった後で施されるものであり、底ガゼット工程を行う段階では、中央位置で接近させられたウエブ状シートの左右の両側部同士は接続されておらず、ウエブ状シートを左右両側に引っ張れば簡単に遠ざかって行ってしまう状態となっている。
ところが、底ガゼット工程は左右両側から左右一対の折込部材42、42を左右両端から押し込むように挿入して折り込むものであり、この工程ではウエブ状シートには左右両側から引っ張り力が加わるものである。このようにウエブ状シートに引っ張り力が加わる結果、接合固定されずに中央位置で重ね合わせるなどして接近させられているに止まるウエブ状シートの左右の両重ね代同士は、位置ズレが生じやすく、袋体の寸法や形状が安定しない恐れがあった。
これに対して、本願出願人は特許文献5に示されるように、中央位置に別体の接続テープを配置して、この接続テープを介してウエブ状シートの左右の両重ね代同士を接合固定したことによって、底ガゼット工程を円滑に行って袋体の寸法や形状の安定化を図った製造方法を出願して特許を取得した。この接続テープは、袋体の完成時までには接続テープを含む上記の中央位置が切除されることによって、完成した袋体自体には残らないものであったが、接合テープやウエブ状シートに蛇行が生じるなどした場合には、接続テープの切れ端などの一部分が完成した袋体の内部に混入してしまった状態となる恐れがあった。
【先行技術文献】
【特許文献】
【0004】
特許5818121号公報
特許5784872号公報
特許3928949号公報
特開昭58-102747号公報
特許6121039号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、原材料として一枚もののウエブ状シートを採用して、左右二つの底ガゼット付きの袋体を同時に製造する際に、接合テープに由来する弊害を根本的に解消しつつ左右二つの袋体を正確に製造することができる能率的な製造方法の提供を図ることにある。
【課題を解決するための手段】
【0006】
本発明は、袋体を形成するウエブ状シートの長手方向を、その移送方向として移送しながら、前記ウエブ状シートの左右両側の両重ね代を互いに接近させ、前記ウエブ状シートの中央位置の中央接合部を備えた筒状シートを形成する接続工程と、前記筒状シートの左右両側に底ガゼットを形成する底ガゼット工程と、
前記中央接合部を含む位置で、前記筒状シートを左右2つに分離する中央切断工程とを含むことにより、左右2つの袋体を製造する底ガゼット付き袋体の製造方法に関するものであって、前記接続工程は、前記ウエブ状シートの前記両重ね代同士を上下に重ね合わせて、一方の重ね代の外面と他方の重ね代の内面とを直接接触させた状態でヒートシールにより擬似接着して、前記中央接合部として中央擬似接着部を形成するものであり、前記中央切断工程は、前記中央擬似接着部を含む幅で、前記筒状シートを左右2つに切断するものであることを特徴とする底ガゼット付き袋体の製造方法を提供する。
【0007】
前記ウエブ状シートは、シーラント層を備えた内面と、前記シーラント層を備えていない外面との少なくとも2層の複数層から構成され、前記中央擬似接着部は、シーラント層同士を重ね合わせたヒートシールよりも接着強度が低い擬似接着として実施することができる。
【0008】
前記接続工程は、前記ウエブ状シートの前記中央位置で前記両重ね代同士を上下に重ね合わせた状態であって接続されていない筒状シートを形成する重ね合わせステップと、前記筒状シートの前記重ね代同士をその厚み方向から加熱することにより、前記重ね代同士を前記擬似接着する仮シールステップとを備えたものとして、実施しても構わない。
【0009】
前記接続工程の次に、前記底ガゼット工程が行われるものであり、前記底ガゼット工程は、幅寄せローラーとその下流側に配置された挿入ローラーとを用いて、前記筒状シートの左右両側を徐々に内側に折り込んで行く工程であり、前記幅寄せローラーは、前記筒状シートの左右両側に配置され、左右の前記幅寄せローラー同士の間隔が、上流側の前記接続工程における前記筒状シートの左右幅よりも小さく設定されており、前記幅寄せローラーによって、前記筒状シートは、その上下のシート間隔が徐々に大きくなっていくと共に、襠となる左右両側が徐々に立ち上がっていきその分前記筒状シートの左右幅が小さくなっていくように、案内されるものであり、この立ち上がった左右の襠が、前記挿入ローラーによって、内側に折り込まれるものとして実施することができる。
【0010】
前記挿入ローラーは、前記筒状シートの長手方向に沿って間隔を隔てて少なくとも2か所に配置された第一挿入ローラーと第二挿入ローラーとを備え、前記第一挿入ローラーと前記第二挿入ローラーとは、前記筒状シートの左右両側に配置された円盤状のローラーであり、前記第一挿入ローラーは前記第二挿入ローラーに比べて、その上下の厚みが大きく、左右の前記第一挿入ローラー同士の間隔は前記第二挿入ローラー同士の間隔よりも大きいものであることによって、前記幅寄せローラーによって立ち上がられた左右の前記襠が、徐々に内側に折り込まれて行くものとすることもできる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大宝製袋株式会社
底ガゼット付き袋体の製造方法
10か月前
株式会社デュプロ
包装装置
5か月前
東洋製罐株式会社
搬送機構
6か月前
東罐興業株式会社
紙蓋の製造方法
5か月前
東洋製罐株式会社
ガイド機構
3か月前
株式会社フジキカイ
製函装置
27日前
日産自動車株式会社
折目付装置
7か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
3か月前
ライオン株式会社
製函治具及び製函方法
7か月前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
5か月前
株式会社ユウコス
罫線入りシート製造装置
8か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
5か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
1か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
3か月前
王子ホールディングス株式会社
加工装置及び加工方法
今日
株式会社フジシール
包装容器の製造方法および包装容器
5か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
25日前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
3か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
8か月前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
5か月前
日本トーカンパッケージ株式会社
箱の製造方法及び箱の製造装置
5か月前
CKD株式会社
フィルムコーティング紙容器の製造装置及びフィルムコーティング紙容器の製造方法
6か月前
クオ、ツェファン
再生利用可能な二重壁カップを製造する装置及び方法
25日前
出光ユニテック株式会社
シールバーおよびジッパーテープ付き容器の製造方法
5か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
12日前
パックサイズ,エルエルシー
ボックス形成機
4か月前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
3日前
TOPPANホールディングス株式会社
注出口付き包装袋の製造方法、及び、注出口付き包装袋
5か月前
パックサイズ,エルエルシー
ボックス組立ての方法およびシステム
6か月前
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
1か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
2か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
2か月前
サノフィ・バイオテクノロジー
心血管リスクを低減させる方法
3か月前
artience株式会社
感光性組成物、それを用いた硬化膜、光学フィルタ、カラーフィルタ、画像表示装置、固体撮像素子、及び赤外線センサ
6か月前
株式会社リクルート
注文管理装置及びプログラム
3か月前
株式会社オリンピア
遊技機
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ