TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024054867
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2023213824,2020210192
出願日
2023-12-19,2020-12-18
発明の名称
ロール状ペーパータオル及びロール状ペーパータオルの製造方法
出願人
日本製紙クレシア株式会社
代理人
弁理士法人坂本国際特許商標事務所
主分類
B31F
1/07 20060101AFI20240410BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】1プライで機能性が良好である高坪量のペーパータオルがロール状に巻き取られたロール状ペーパータオルであっても、印刷版の洗浄が多くならず、印刷の美粧性を良好に保つことができる、ロール状ペーパータオル及びその製造方法を提供する。
【解決手段】表面にパターン状の印刷を有し、1プライのエンボス加工を施されたペーパータオルが、ロール状に巻き取られたロール状ペーパータオルであって、ペーパータオルの坪量が50g/m
2
以上200g/m
2
以下であり、印刷が、全長10mm以上であってペーパータオルの末端側へ流れ方向に略凸型の線分であり、略凸型の部分のうち、線分の両末端を結んだ直線からペーパータオルの流れ方向に平行な距離が3mm以上離れた部分の線の太さが、3mm以上離れた部分以外の部分の線の太さの20%以上100%以下である、ロール状ペーパータオル及びその製造方法を提供する。
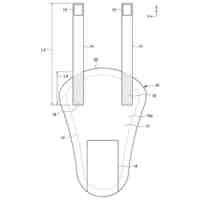
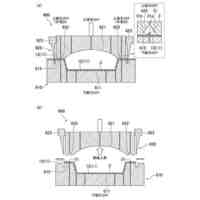
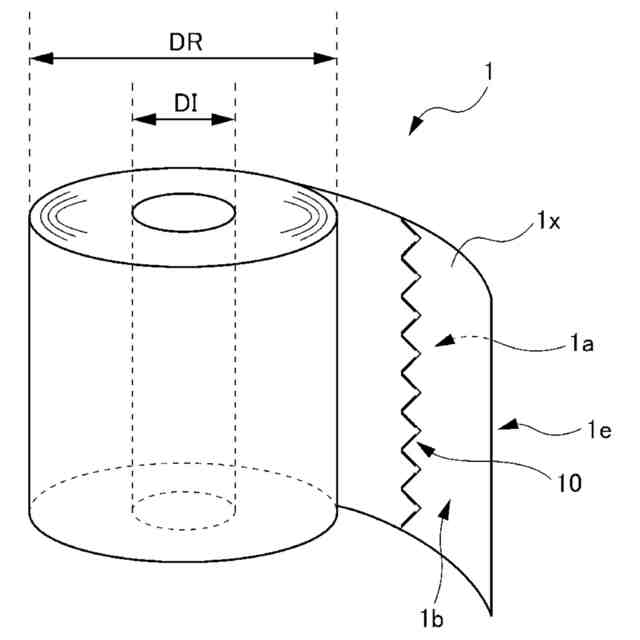
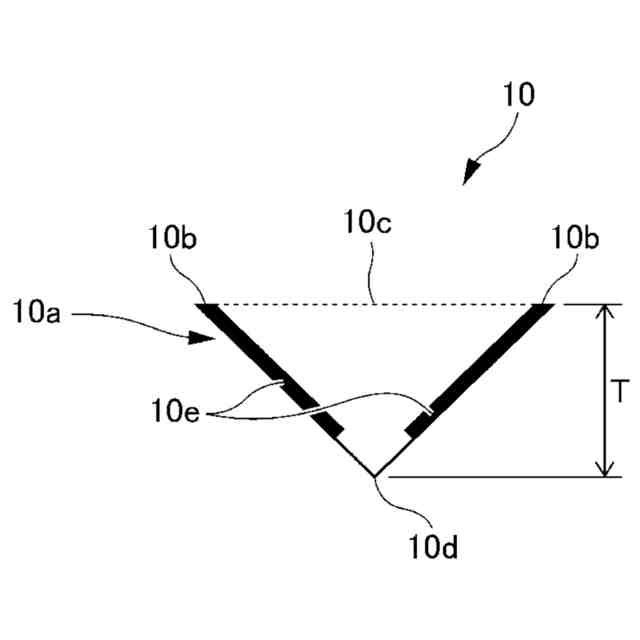
【選択図】図1
特許請求の範囲
【請求項1】
表面にパターン状の印刷を有し、1プライのエンボス加工を施されたペーパータオルが、ロール状に巻き取られたロール状ペーパータオルであって、
前記ペーパータオルの坪量が50g/m
2
以上200g/m
2
以下であり、
前記印刷が、全長10mm以上であって前記ペーパータオルの末端側へ流れ方向に略凸型の線分であり、
前記略凸型の部分のうち、前記線分の両末端を結んだ直線から前記ペーパータオルの流れ方向に平行な距離が3mm以上離れた部分の線の太さが、前記3mm以上離れた部分以外の部分の線の太さの20%以上100%以下であることを特徴とする、ロール状ペーパータオル。
続きを表示(約 1,000 文字)
【請求項2】
前記ペーパータオルが、合成繊維及びパルプ繊維を含有し、
前記ペーパータオルにおける合成繊維の割合が5%以上45%以下であり、パルプ繊維の割合が55%以上95%以下であることを特徴とする、請求項1に記載のロール状ペーパータオル。
【請求項3】
前記合成繊維の坪量が8g/m
2
以上55g/m
2
以下であり、かつ、前記パルプ繊維の坪量が38g/m
2
以上160g/m
2
以下であることを特徴とする、請求項2に記載のロール状ペーパータオル。
【請求項4】
前記ペーパータオルの乾燥時におけるCD方向の引張強度(DCDT)が4N/25mm以上80N/25mm以下であり、
前記ペーパータオルの乾燥時におけるCD方向の引張強度(DCDT)に対する、乾燥時におけるMD方向の引張強度(DMDT)の比率(DMDT/DCDT)が1.2以上4.5以下であることを特徴とする、請求項1から3のいずれか1項に記載のロール状ペーパータオル。
【請求項5】
前記ペーパータオルの乾燥時におけるMD方向の引張強度(DMDT)が15N/25mm以上115N/25mm以下であることを特徴とする、請求項1から4のいずれか1項に記載のロール状ペーパータオル。
【請求項6】
前記ロールのロール密度が0.06g/cm
3
以上0.19g/cm
3
以下であることを特徴とする、請求項1から5のいずれか1項に記載のロール状ペーパータオル。
【請求項7】
前記ペーパータオルの紙厚が0.45mm以上1.8mm以下であることを特徴とする、請求項1から6のいずれか1項に記載のロール状ペーパータオル。
【請求項8】
前記エンボスの深さが0.07mm以上2mm以下であることを特徴とする、請求項1から7のいずれか1項に記載のロール状ペーパータオル。
【請求項9】
前記ペーパータオルがキッチンタオルであることを特徴とする、請求項1から8のいずれか1項に記載のロール状ペーパータオル。
【請求項10】
請求項1から9のいずれか1項に記載のロール状ペーパータオルの製造方法であって、前記印刷の印刷速度が50m/分以上600m/分以下であることを特徴とする、ロール状ペーパータオルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロール状ペーパータオル及びロール状ペーパータオルの製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
近年、ハンドタオルロール、キッチンタオルロール等の、厚手の紙をロール状に巻き取ったロール状ペーパータオルが市販されている。
ロール状ペーパータオルの中でも、ペーパータオルの表面に印刷を施したものは、美粧性が良好であることから、様々な製品が開発され、市販されている。
【0003】
薄葉紙ロールの表面に印刷を施す技術の先行技術文献としては、例えば、特許文献1には二枚以上の帯状の連続衛生薄葉紙が重ねられた連続シートを巻取って円筒状とした衛生薄葉紙ロールであって、連続シートは、エンボス加工が施されているとともに模様が印刷され、かつ、縦方向の乾燥引張り強度が250~450cN/25mm幅であり、横方向の乾燥引張り強度が120~190cN/25mm幅であり、連続衛生薄葉紙は、古紙パルプを80~95%含み、バージンパルプを5~20%含み、米坪が12.5~14.5g/m
2
であることを特徴とする衛生薄葉紙ロールが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2010-069147号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ペーパータオルの中でも、特にキッチンタオルに用いられるようなものは、水を拭き取ったり、繰り返し使ったりすることが多いことから、吸水量が高く、強度が高いことが好まれる。
【0006】
ペーパータオルの吸水量を高く(多く)し、かつ、強度を高くするには、ペーパータオルの坪量を高くすればよい。しかし、坪量を高くすると紙粉が多くなるため、プリント(印刷)を実施する場合、印刷版に紙粉が溜まりやすくなる。印刷版に紙粉が溜まると、印刷が太く(大きく)なってしまい、印刷版の洗浄が必要になる。一方で、印刷版を細くすると、紙粉が溜まりにくくなるが、印刷の美粧性に劣る。そのため、高坪量で、印刷を有する1プライのロール状ペーパータオルを得ることは困難であった。
【0007】
本発明は、このような事情に鑑みてなされたものであり、その目的は、1プライで機能性が良好である高坪量のペーパータオルがロール状に巻き取られたロール状ペーパータオルであっても、印刷版の洗浄が多くならず、印刷の美粧性を良好に保つことができる、ロール状ペーパータオル及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは鋭意検討を行い、表面にパターン状の印刷を有し、1プライのエンボス加工を施されたロール状ペーパータオルにおいて、ペーパータオルの坪量を規定し、印刷の特定の部分の線の太さを所定の数値範囲内にすることで、印刷版の洗浄が多くならず、印刷の美粧性を良好に保つことができる、ロール状ペーパータオルとすることができ、上記課題を解決できることを見出し、本発明を完成するに至った。
具体的には、本発明は、以下のものを提供する。
【0009】
(1)本発明の第1の態様は、表面にパターン状の印刷を有し、1プライのエンボス加工を施されたペーパータオルが、ロール状に巻き取られたロール状ペーパータオルであって、上記ペーパータオルの坪量が50g/m
2
以上200g/m
2
以下であり、上記印刷が、全長10mm以上であって上記ペーパータオルの末端側へ流れ方向に略凸型の線分であり、上記略凸型の部分のうち、上記線分の両末端を結んだ直線から上記ペーパータオルの流れ方向に平行な距離が3mm以上離れた部分の線の太さが、上記3mm以上離れた部分以外の部分の線の太さの20%以上100%以下であることを特徴とする、ロール状ペーパータオルである。
(2)本発明の第2の態様は、(1)に記載のロール状ペーパータオルであって、上記ペーパータオルが、合成繊維及びパルプ繊維を含有し、上記ペーパータオルにおける合成繊維の割合が5%以上45%以下であり、パルプ繊維の割合が55%以上95%以下であることを特徴とするものである。
(3)本発明の第3の態様は、(2)に記載のロール状ペーパータオルであって、上記合成繊維の坪量が8g/m
2
以上55g/m
2
以下であり、かつ、上記パルプ繊維の坪量が38g/m
2
以上160g/m
2
以下であることを特徴とするものである。
(4)本発明の第4の態様は、(1)から(3)のいずれかに記載のロール状ペーパータオルであって、上記ペーパータオルの乾燥時におけるCD方向の引張強度(DCDT)が4N/25mm以上80N/25mm以下であり、上記ペーパータオルの乾燥時におけるCD方向の引張強度(DCDT)に対する、乾燥時におけるMD方向の引張強度(DMDT)の比率(DMDT/DCDT)が1.2以上4.5以下であることを特徴とするものである。
(5)本発明の第5の態様は、(1)から(4)のいずれかに記載のロール状ペーパータオルであって、上記ペーパータオルの乾燥時におけるMD方向の引張強度(DMDT)が15N/25mm以上115N/25mm以下であることを特徴とするものである。
(6)本発明の第6の態様は、(1)から(5)のいずれかに記載のロール状ペーパータオルであって、上記ロールのロール密度が0.06g/cm
3
以上0.19g/cm
3
以下であることを特徴とするものである。
(7)本発明の第7の態様は、(1)から(6)のいずれかに記載のロール状ペーパータオルであって、上記ペーパータオルの紙厚が0.45mm以上1.8mm以下であることを特徴とするものである。
(8)本発明の第8の態様は、(1)から(7)のいずれかに記載のロール状ペーパータオルであって、上記エンボスの深さが0.07mm以上2mm以下であることを特徴とするものである。
(9)本発明の第9の態様は、(1)から(8)のいずれかに記載のロール状ペーパータオルであって、上記ペーパータオルがキッチンタオルであることを特徴とするものである。
(10)本発明の第10の態様は、(1)から(9)のいずれかに記載のロール状ペーパータオルの製造方法であって、上記印刷の印刷速度が50m/分以上600m/分以下であることを特徴とするものである。
【発明の効果】
【0010】
本発明によれば、1プライで機能性が良好である高坪量のペーパータオルがロール状に巻き取られたロール状ペーパータオルであっても、印刷版の洗浄が多くならず、印刷の美粧性を良好に保つことができる、ロール状ペーパータオル及びその製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製紙クレシア株式会社
吸収性物品
今日
個人
高剛性段ボール
13日前
東洋製罐株式会社
ガイド機構
4か月前
株式会社フジキカイ
製函装置
2か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
5か月前
TOPPANホールディングス株式会社
トレー製造装置
13日前
TOPPANホールディングス株式会社
口栓溶着方法
1か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
4か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
2か月前
王子ホールディングス株式会社
加工装置及び加工方法
1か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
2か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
4か月前
デュプロ精工株式会社
加工装置
1か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
13日前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
クオ、ツェファン
再生利用可能な二重壁カップを製造する装置及び方法
2か月前
パックサイズ,エルエルシー
ボックス形成機
6か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
1か月前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
1か月前
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
3か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
サノフィ・バイオテクノロジー
心血管リスクを低減させる方法
4か月前
株式会社リクルート
注文管理装置及びプログラム
5か月前
ソニーセミコンダクタソリューションズ株式会社
送信装置、及び、送信方法
5か月前
ソニーグループ株式会社
送信装置、及び送信方法
6か月前
ソニーセミコンダクタソリューションズ株式会社
送信装置、及び、送信方法
5か月前
保土谷化学工業株式会社
高分子量化合物および有機エレクトロルミネッセンス素子
5か月前
リボノバ インコーポレイテッド
ミトコンドリア機能障害の治療方法
5か月前
株式会社日立製作所
運行ダイヤ作成装置および方法
5か月前
KDDI株式会社
摂食監視装置、方法及びプログラム
4か月前
17LIVE株式会社
ストリーム配信のためのシステム及び方法
13日前
17LIVE株式会社
データアクセスのためのシステム及び方法
1か月前
17LIVE株式会社
データアクセスのためのシステム及び方法
1か月前
17LIVE株式会社
配信者分析のためのシステム及び方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ