TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024038746
公報種別
公開特許公報(A)
公開日
2024-03-21
出願番号
2022142996
出願日
2022-09-08
発明の名称
紙製緩衝材の製造装置、および紙製緩衝材の製造方法
出願人
レンゴー株式会社
,
株式会社昭和丸筒
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B31B
70/64 20170101AFI20240313BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
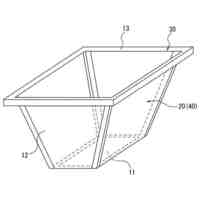
【課題】三角錐状の空袋が連続する形状の紙製緩衝材を安定して製造可能とする。
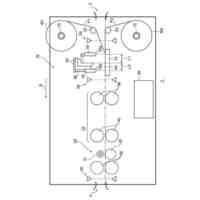
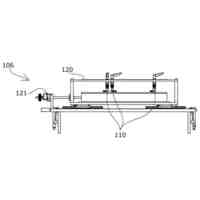
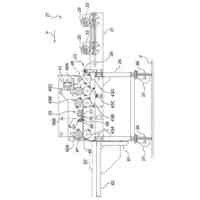
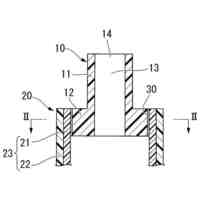
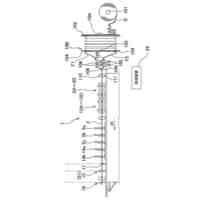
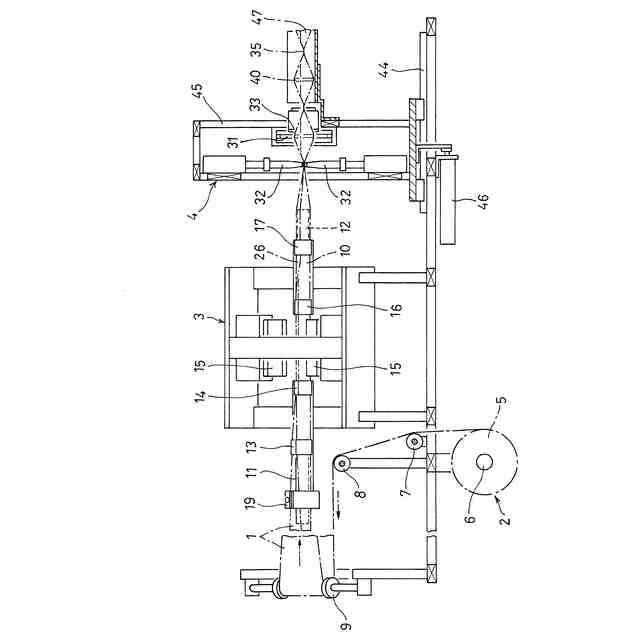
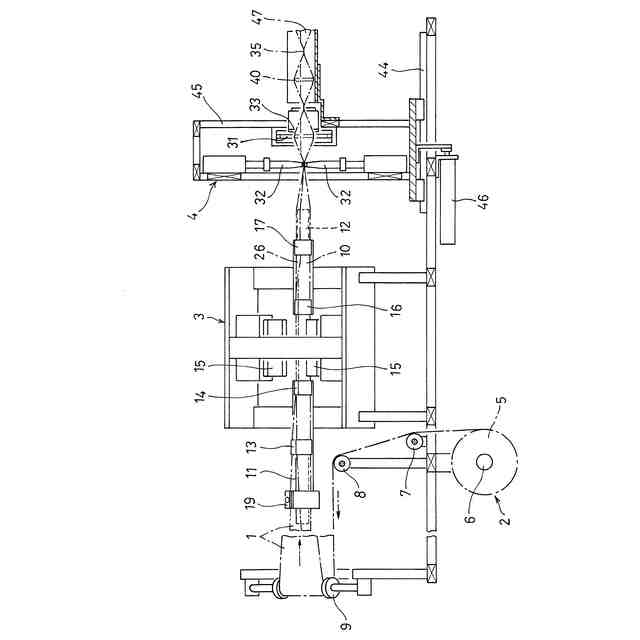
【解決手段】紙筒成形部3の下流側において紙筒10の内部に圧縮空気を送り込まずに紙の剛性を利用して紙筒10の中空状態を維持し、その紙筒10に第1シールバー31と第2シールバー32で第1シール部40と第2シール部35を形成することで三角錐状の空袋が連続する形状の紙製緩衝材47を得る紙製緩衝材の製造装置。
【選択図】図1
特許請求の範囲
【請求項1】
途切れずに連続する帯状の連続紙(1)を繰り出す給紙部(2)と、
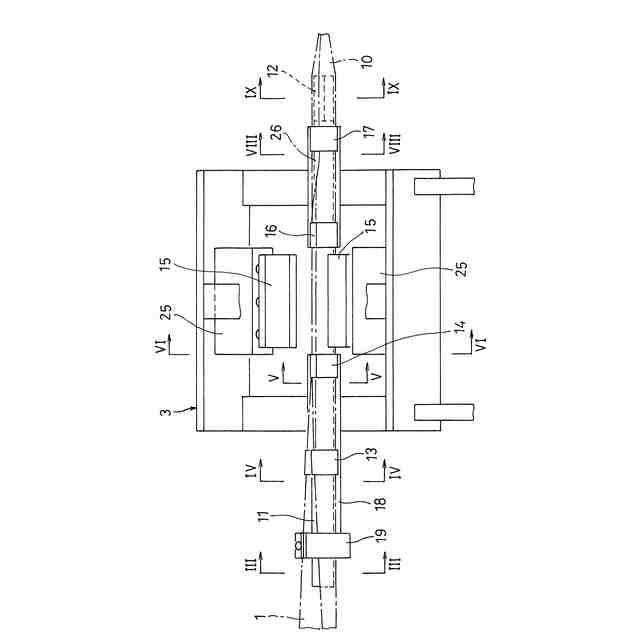
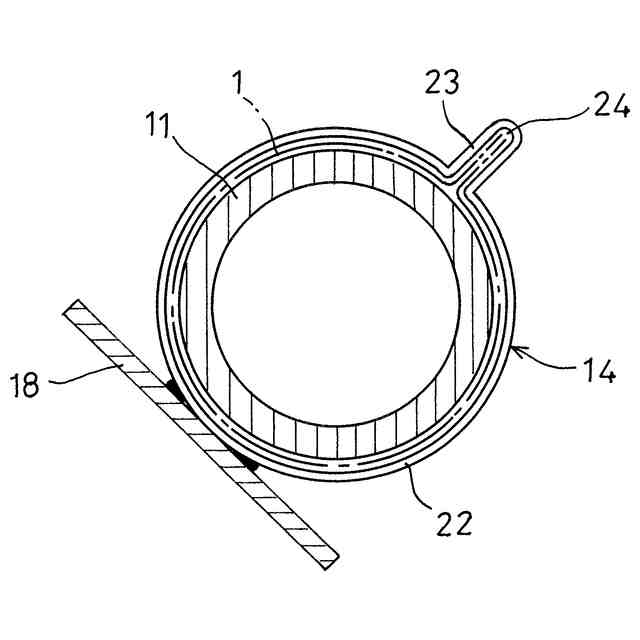
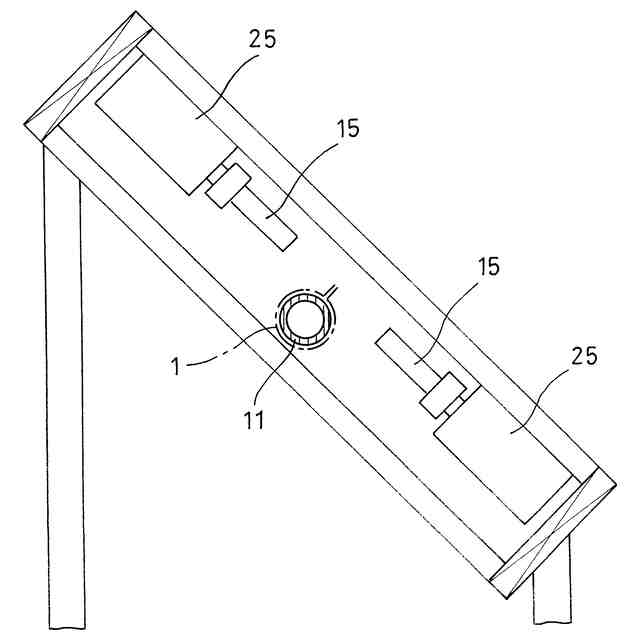
前記給紙部(2)の下流側に配置され、前記給紙部(2)から繰り出される前記連続紙(1)を、円筒状コア(11)の外周に沿って筒状に変形させて連続紙(1)の幅方向一端と幅方向他端を互いに接合することで、途切れずに連続して延びる中空の紙筒(10)を成形する紙筒成形部(3)と、
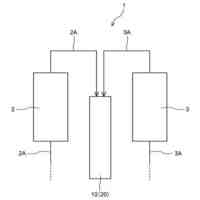
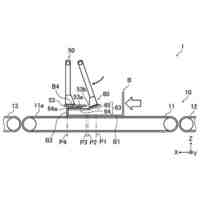
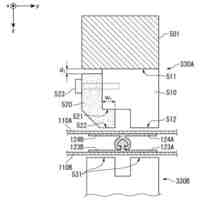
前記紙筒成形部(3)の下流側に前記紙筒(10)を間にして対向配置され、前記紙筒(10)を両側から挟み付けて押し潰し、その紙筒(10)の押し潰した部分の内面同士を接合して第1シール部(40)を形成する一対の第1シールバー(31)と、
前記第1シールバー(31)の上流側かつ前記紙筒成形部(3)の下流側に前記紙筒(10)を間にして対向配置され、前記紙筒(10)の前記第1シール部(40)よりも上流側の部分を、前記一対の第1シールバー(31)による挟み付け方向と直交する方向に挟み付けて押し潰し、その紙筒(10)の押し潰した部分の内面同士を接合して第2シール部(35)を形成する一対の第2シールバー(32)と、を有し、
前記紙筒成形部(3)の下流側において前記紙筒(10)の内部に圧縮空気を送り込まずに紙の剛性を利用して前記紙筒(10)の中空状態を維持し、その紙筒(10)に前記第1シールバー(31)と前記第2シールバー(32)で前記第1シール部(40)と前記第2シール部(35)を形成することで三角錐状の空袋が連続する形状の紙製緩衝材(47)を得る、紙製緩衝材の製造装置。
続きを表示(約 2,600 文字)
【請求項2】
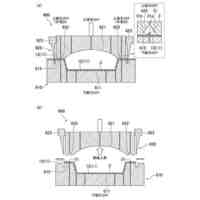
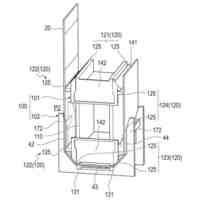
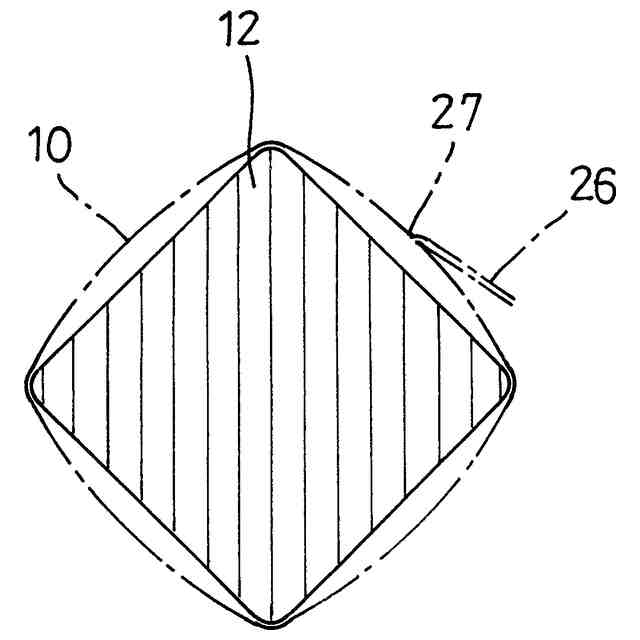
前記第2シールバー(32)の上流側に、前記紙筒(10)の軸方向から見て、前記第1シール部(40)の延在方向と前記第2シール部(35)の延在方向とを対角線方向とするひし形状の断面形状に前記紙筒(10)を変形させるように前記紙筒(10)の内周に嵌合するひし形コア(12)を設けた、請求項1に記載の紙製緩衝材の製造装置。
【請求項3】
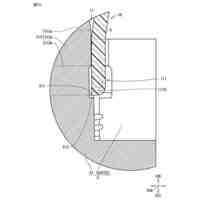
前記紙筒成形部(3)は、前記連続紙(1)の幅方向一端と幅方向他端を合掌貼りすることで前記紙筒(10)の外周から突出する合掌部(26)を形成するように構成され、
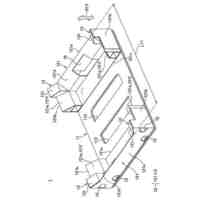
前記第2シールバー(32)の上流側に、前記紙筒(10)の外周のうち少なくとも前記合掌部(26)の根元(27)を含む部分を摺動可能に支持することで、前記合掌部(26)を前記紙筒(10)の外周に沿って倒れた状態にする合掌部倒伏ガイド(17)を設けた、請求項1または2に記載の紙製緩衝材の製造装置。
【請求項4】
前記紙筒成形部(3)は、前記連続紙(1)の幅方向一端と幅方向他端を合掌貼りすることで前記紙筒(10)の外周から突出する合掌部(26)を形成するように構成され、
前記第1シールバー(31)または前記第2シールバー(32)と隣接する位置に前記紙筒(10)を間にして対向配置され、そのシールバーによる前記紙筒(10)の挟み付け方向と同方向に前記紙筒(10)を挟み付けることで、前記合掌部(26)を前記紙筒(10)の外周に沿って倒しながら前記紙筒(10)を押し潰さない程度に予備変形させる一対の合掌部押さえ治具(33)を設けた、請求項1または2に記載の紙製緩衝材の製造装置。
【請求項5】
前記紙筒成形部(3)は、前記連続紙(1)の幅方向一端と幅方向他端を合掌貼りすることで前記紙筒(10)の外周から突出する合掌部(26)を形成するように構成され、
前記紙筒(10)の軸方向から見て、前記第1シール部(40)の延在方向と前記第2シール部(35)の延在方向とを2等分する方向から±15°以内の方向に前記合掌部(26)の根元(27)がくるように前記第1シールバー(31)と前記第2シールバー(32)とを配置した、請求項1または2に記載の紙製緩衝材の製造装置。
【請求項6】
途切れずに連続する帯状の連続紙(1)を給紙部(2)から繰り出し、
前記給紙部(2)の下流側に設けられた紙筒成形部(3)で、前記給紙部(2)から繰り出される前記連続紙(1)を、円筒状コア(11)の外周に沿って筒状に変形させて連続紙(1)の幅方向一端と幅方向他端を互いに接合することで、途切れずに連続して延びる中空の紙筒(10)を成形し、
前記紙筒成形部(3)の下流側に前記紙筒(10)を間にして対向配置された一対の第1シールバー(31)で、前記紙筒(10)を両側から挟み付けて押し潰し、その紙筒(10)の押し潰した部分の内面同士を接合して第1シール部(40)を形成し、
前記第1シールバー(31)の上流側かつ前記紙筒成形部(3)の下流側に前記紙筒(10)を間にして対向配置された一対の第2シールバー(32)で、前記紙筒(10)の前記第1シール部(40)よりも上流側の部分を、前記一対の第1シールバー(31)による挟み付け方向と直交する方向に挟み付けて押し潰し、その紙筒(10)の押し潰した部分の内面同士を接合して第2シール部(35)を形成し、
前記紙筒成形部(3)の下流側において前記紙筒(10)の内部に圧縮空気を送り込まずに紙の剛性を利用して前記紙筒(10)の中空状態を維持し、その紙筒(10)に前記第1シールバー(31)と前記第2シールバー(32)で前記第1シール部(40)と前記第2シール部(35)を形成することで三角錐状の空袋が連続する形状の紙製緩衝材(47)を得る、紙製緩衝材の製造方法。
【請求項7】
前記第2シールバー(32)の上流側にひし形コア(12)を設け、そのひし形コア(12)を前記紙筒(10)の内周に嵌合させることで、前記紙筒(10)の軸方向から見て、前記第1シール部(40)の延在方向と前記第2シール部(35)の延在方向とを対角線方向とするひし形状の断面形状に前記紙筒(10)を変形させるようにした請求項6に記載の紙製緩衝材の製造方法。
【請求項8】
前記紙筒成形部(3)で、前記連続紙(1)の幅方向一端と幅方向他端を合掌貼りすることで前記紙筒(10)の外周から突出する合掌部(26)を形成し、
前記第2シールバー(32)の上流側に設けた合掌部倒伏ガイド(17)で、前記紙筒(10)の外周のうち少なくとも前記合掌部(26)の根元(27)を含む部分を摺動可能に支持することで、前記合掌部(26)を前記紙筒(10)の外周に沿って倒れた状態にするようにした請求項6または7に記載の紙製緩衝材の製造方法。
【請求項9】
前記紙筒成形部(3)で、前記連続紙(1)の幅方向一端と幅方向他端を合掌貼りすることで前記紙筒(10)の外周から突出する合掌部(26)を形成し、
前記第1シールバー(31)または前記第2シールバー(32)と隣接する位置に前記紙筒(10)を間にして対向配置された一対の合掌部押さえ治具(33)で、そのシールバーによる前記紙筒(10)の挟み付け方向と同方向に前記紙筒(10)を挟み付けることで、前記合掌部(26)を前記紙筒(10)の外周に沿って倒しながら前記紙筒(10)を押し潰さない程度に予備変形させるようにした請求項6または7に記載の紙製緩衝材の製造方法。
【請求項10】
前記紙筒成形部(3)で、前記連続紙(1)の幅方向一端と幅方向他端を合掌貼りすることで前記紙筒(10)の外周から突出する合掌部(26)を形成し、
前記第1シールバー(31)と前記第2シールバー(32)は、前記紙筒(10)の軸方向から見て、前記第1シール部(40)の延在方向と前記第2シール部(35)の延在方向とを2等分する方向から±15°以内の方向に前記合掌部(26)の根元(27)がくるように前記第1シール部(40)と前記第2シール部(35)とを形成する、請求項6または7に記載の紙製緩衝材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、紙製緩衝材の製造装置、および紙製緩衝材の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
通信販売などで販売される商品を配送するとき、配送中の振動や衝撃などから商品を保護するため、商品と包装箱の間に緩衝材を詰めることが多い。この緩衝材として、従来、特許文献1,2のように、プラスチックフィルムを、空気を封入した三角錐状の空袋が連続する形状に成形したものが知られている。
【0003】
一方、近年、SDGsや海洋プラスチック問題への対応として、紙で形成した緩衝材が注目されている。紙で形成した緩衝材として、例えば、特許文献3のものが知られている。特許文献3の緩衝材は、途切れずに連続する帯状のクラフト紙を給紙部から繰り出し、そのクラフト紙をクシャクシャの状態にして包装箱に詰めるというものである。しかしながら、特許文献3の緩衝材は、使用する資材(クラフト紙)の量が非常に多いという問題がある。
【先行技術文献】
【特許文献】
【0004】
特公平3-43123号公報
実開昭62-159366号公報
特表2008-518859号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本願の発明者らは、特許文献1,2のように三角錐状の空袋が連続する形状の緩衝材を、プラスチックフィルムではなく、紙で形成することを検討した。具体的には、三角錐状の空袋が連続する形状の紙製の緩衝材を、特許文献1と同様の方法で製造することを検討した。
【0006】
しかしながら、発明者らが、三角錐状の空袋が連続する形状の紙製の緩衝材を、特許文献1と同様の方法で製造しようとしたところ、プラスチックフィルムは、空気を透過させないのに対し、紙は通気性があり、またプラスチックフィルムよりも大きい剛性をもつことから、特許文献1と同様の方法では、三角錐状の空袋が連続する形状の紙製の緩衝材を製造することが困難であることが分かった。
【0007】
すなわち、特許文献1では、途切れずに連続する帯状のプラスチックフィルムをフィルム供給部から繰り出し、そのプラスチックフィルムの幅方向一端と幅方向他端を互いに接合することで、途切れずに連続して延びる中空の筒状フィルムを形成し、その筒状フィルムの内部にエアノズルから圧縮空気を送り込むことで筒状フィルムを空気で膨らませるとともに、筒状フィルムの内部から圧縮空気が逃げないようにエアノズルよりも上流側に設けた一対の弾性体ローラで筒状フィルムを扁平に潰すように挟み付け、その一対の弾性体ローラで挟み付けられた部分よりも下流側の圧縮空気で膨らんだ状態の筒状フィルムを、一対の縦シールバーと一対の横シールバーでシールすることで、三角錐状の空袋が連続する形状のプラスチックフィルム製の緩衝材を得るようにしている。ここで、一対の縦シールバーは、筒状フィルムを両側から挟み付けて押し潰し、その筒状フィルムの押し潰した部分の内面同士を接合して縦シールを形成する。また、一対の横シールバーは、縦シールよりも上流側で筒状フィルムを両側から挟み付けて押し潰し、その筒状フィルムの押し潰した部分の内面同士を接合して横シールを形成する。筒状フィルムの軸方向から見て、縦シールバーによる筒状フィルムの挟み付け方向と、横シールバーによる筒状フィルムの挟み付け方向は、互いに直交している。
【0008】
この特許文献1と同様の方法で、三角錐状の空袋が連続する形状の紙製の緩衝材を製造する場合、途切れずに連続する帯状の連続紙を給紙部から繰り出し、その連続紙の幅方向一端と幅方向他端を互いに接合することで、途切れずに連続して延びる中空の紙筒を形成し、その紙筒の内部にエアノズルから圧縮空気を送り込むことで紙筒を圧縮空気で膨らませるとともに、紙筒の内部から圧縮空気が逃げないようにエアノズルよりも上流側に設けた一対の弾性体ローラで紙筒を扁平に潰すように挟み付け、その一対の弾性体ローラで挟み付けられた部分よりも下流側の圧縮空気で膨らんだ状態の紙筒を、一対の縦シールバーと一対の横シールバーでシールすることで、三角錐状の空袋が連続する形状の紙製の緩衝体を得ることになる。
【0009】
しかしながら、発明者らが、この方法で三角錐状の空袋が連続する形状の紙製の緩衝材を製造しようとしたところ、紙は通気性があり、またプラスチックフィルムよりも大きい剛性をもつことから、紙筒の弾性体ローラで挟み付けられた部分よりも下流側の部分を圧縮空気で完全に膨らますことが難しく、一対の縦シールバーまたは一対の横シールバーでシールするときに、そのシール部にシワが入り、三角錐の形状が崩れてしまうことが分かった。
【0010】
この発明が解決しようとする課題は、三角錐状の空袋が連続する形状の紙製緩衝材を安定して製造可能とすることである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デュプロ
包装装置
4か月前
サンテクス株式会社
罫線加工機
10か月前
東罐興業株式会社
紙蓋の製造方法
3か月前
サンテクス株式会社
罫線加工機ローラー
10か月前
東洋製罐株式会社
搬送機構
5か月前
東洋製罐株式会社
ガイド機構
1か月前
日産自動車株式会社
折目付装置
5か月前
株式会社ホニック
折り畳み接合検査方法
7か月前
大宝製袋株式会社
底ガゼット付き袋体の製造方法
9か月前
株式会社リコー
シート処理装置及び画像形成装置
11か月前
株式会社上田紙工機
スリップシート折り曲げ機
10か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
2か月前
ライオン株式会社
製函治具及び製函方法
5か月前
ザ・パック株式会社
折曲げ治具及び折曲げ方法
7か月前
東洋製罐株式会社
パウチ製造方法およびパウチ製造装置
9か月前
藤森工業株式会社
包装容器の製造方法および製造装置
8か月前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
4か月前
株式会社ユウコス
罫線入りシート製造装置
7か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
4か月前
株式会社ISOWA
可搬型通信装置、及び通信システム
8か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
1か月前
株式会社フジシール
包装容器の製造方法および包装容器
4か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
1か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
7か月前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
4か月前
日本トーカンパッケージ株式会社
箱の製造方法及び箱の製造装置
4か月前
王子ホールディングス株式会社
防汚装置、エンボスユニット、シート製造装置、及び防汚方法
12か月前
ジオパック株式会社
ガス抜き袋体の製造方法
9か月前
TOPPANホールディングス株式会社
複合容器の製造方法及び複合容器用の紙複合原反
8か月前
三菱重工機械システム株式会社
段ボールシートの製造装置および方法
11か月前
株式会社New IWASHO
製袋機
7か月前
CKD株式会社
フィルムコーティング紙容器の製造装置及びフィルムコーティング紙容器の製造方法
4か月前
全利機械股分有限公司
ふわふわした多層織物製品を作り出すためのエンボス加工装置
7か月前
出光ユニテック株式会社
シールバーおよびジッパーテープ付き容器の製造方法
3か月前
パックサイズ,エルエルシー
ボックス形成機
3か月前
三菱重工機械システム株式会社
段ボールシートの不良検出装置および方法並びに製函機
8か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ