TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023112410
公報種別
公開特許公報(A)
公開日
2023-08-14
出願番号
2022014186
出願日
2022-02-01
発明の名称
クラッド鋼溶接鋼管およびその製造方法
出願人
日本製鋼所M&E株式会社
代理人
個人
主分類
C21D
9/08 20060101AFI20230804BHJP(鉄冶金)
要約
【課題】低温靱性に優れたクラッド鋼溶接鋼管を得る。
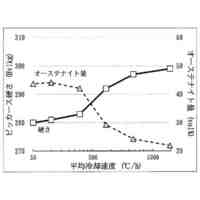
【解決手段】C:0.04~0.10%、Si:0.10~0.30%、Mn:1.30~1.80%、Ni:0.10~0.50%、Cr:0.01~0.10%、Mo:0.05~0.40%、V:0.02~0.06%、Nb:0.01~0.04%、Ti:0.005~0.025%、Al:0.015~0.050%、N:0.0030~0.0100%を含有し、Ti/Nが1.5~4.0の母材と合せ材を有するクラッド鋼溶接鋼管に、1段階目のオーステナイト化で950~1050℃に加熱保持後、平均冷却速度10~35℃/minで冷却し、2段階目のオーステナイト化で950~990℃の加熱保持後、700℃~500℃の範囲で平均冷却速度500~1500℃/minの冷却をし、その後AC1点以下の500℃~650℃で焼戻しを行う。
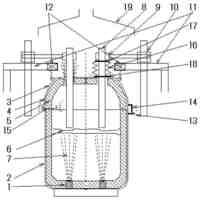
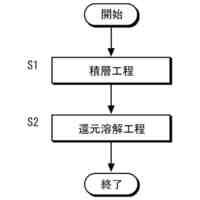
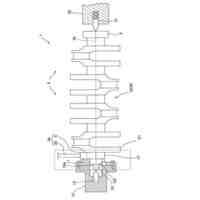
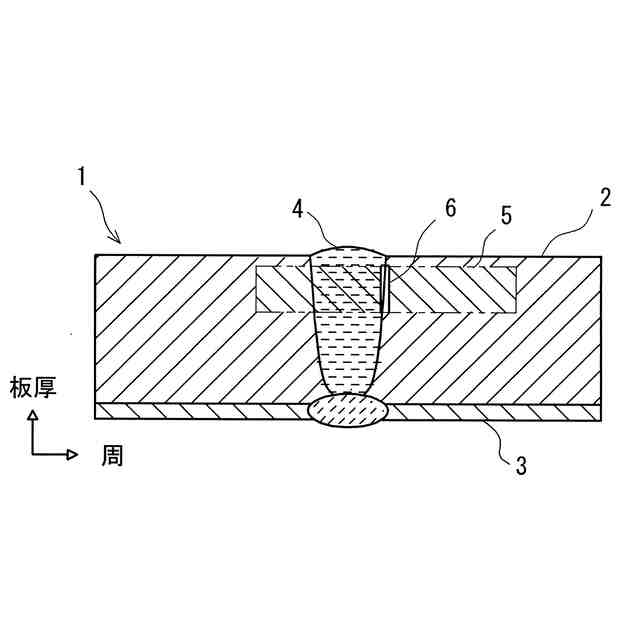
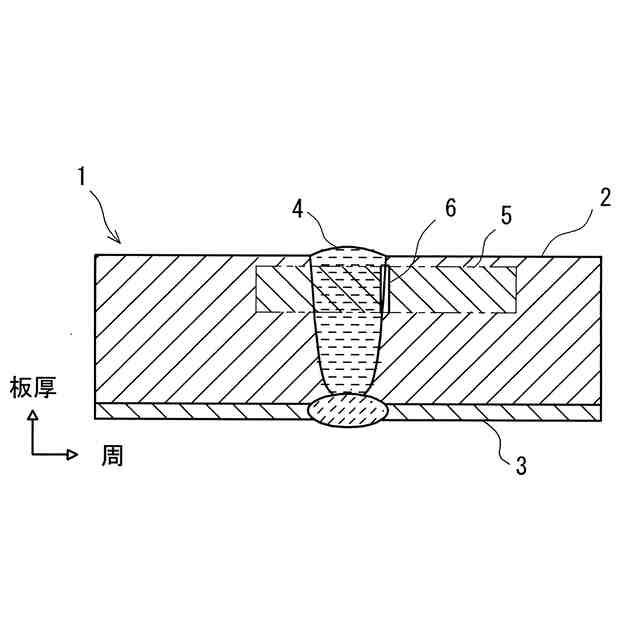
【選択図】図1
特許請求の範囲
【請求項1】
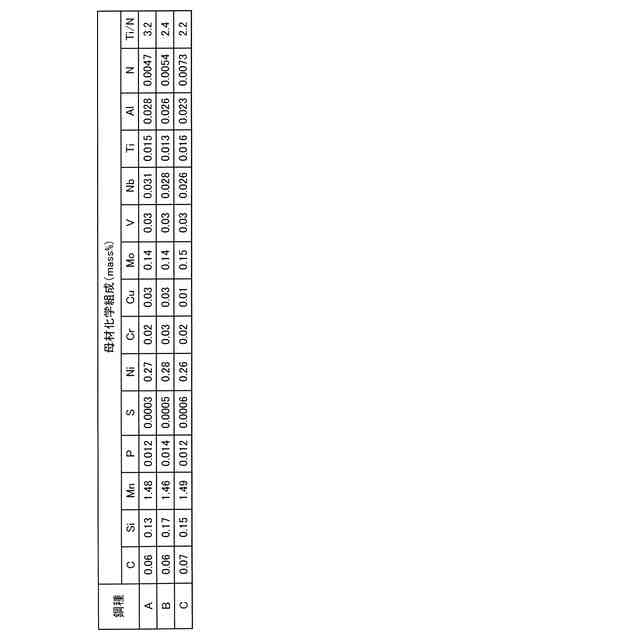
質量%で、C:0.04~0.10%、Si:0.10~0.30%、Mn:1.30~1.80%、Ni:0.10~0.50%、Cr:0.01~0.10%、Mo:0.05~0.40%、V:0.02~0.06%、Nb:0.01~0.04%、Ti:0.005~0.025%、Al:0.015~0.050%、N:0.0030~0.0100%を含有し、Ti含有量とN含有量の質量比であるTi/Nが1.5~4.0の範囲内にあり、残部がFeおよび不可避的不純物からなる組成のC-Mn鋼の母材と合せ材とが組み合わせられた環状のクラッド鋼板が溶接されているクラッド鋼溶接鋼管に対し、1段階目のオーステナイト化のために950~1050℃に加熱保持後、平均冷却速度10~35℃/minで冷却した後、2段階目のオーステナイト化として950~990℃の範囲で加熱保持した後、冷却工程において700℃~500℃の平均冷却速度が500~1500℃/minの範囲で冷却をして焼入れ処理を行い、その後AC1点以下の500℃~650℃で焼戻しを行う溶接後熱処理を施すクラッド鋼溶接鋼管の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
C-Mn鋼の母材と合せ材とが組み合わせられた環状のクラッド鋼で構成されるクラッド鋼溶接鋼管であって、前記C-Mn鋼が、質量%で、C:0.04~0.10%、Si:0.10~0.30%、Mn:1.30~1.80%、Ni:0.10~0.50%、Cr:0.01~0.10%、Mo:0.05~0.40%、V:0.02~0.06%、Nb:0.01~0.04%、Ti:0.005~0.025%、Al:0.015~0.050%、N:0.0030~0.0100%を含有し、Ti含有量とN含有量の質量比であるTi/Nが1.5~4.0の範囲内にあり、残部がFeおよび不可避的不純物からなる組成を有し、
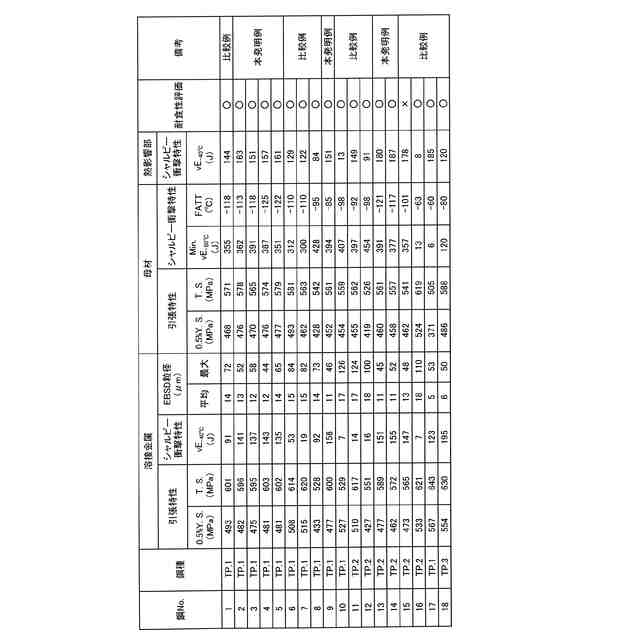
溶接後熱処理後における前記C-Mn鋼は、引張強さ≧535MPa、0.5%Y.S.≧450MPaで、シャルピー衝撃試験にて-80℃での最小吸収エネルギー(Min.vE
-80℃
)が300J以上、破面遷移温度(FATT)が-80℃以下となり、かつ溶接熱影響部から採取したシャルピー衝撃試験にて-40℃での最小吸収エネルギー(Min.vE
-40℃
)が150J以上であるクラッド鋼溶接鋼管。
【請求項3】
前記C-Mn鋼における溶接金属が、隣接する結晶の方位差を15°以上とした際の平均EBSD粒径が14μm以下で、かつ最大のEBSD粒径が70μm以下である請求項2に記載のクラッド鋼溶接鋼管。
【請求項4】
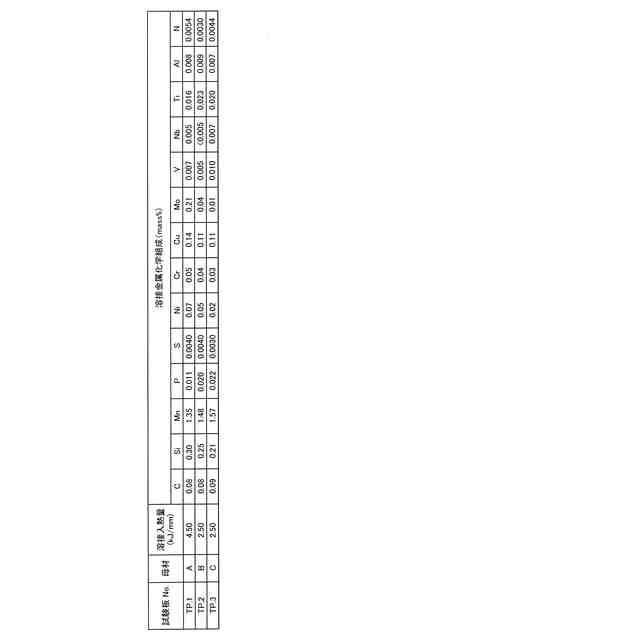
前記C-Mn鋼における溶接金属が、質量%で、C:0.04~0.14%、Si:0.10~0.50%、Mn:1.30~1.80%、Ni:0.01~0.50%、Cr:0.01~0.10%、Mo:0.01~0.40%、Ti:0.005~0.040%、N:0.0020~0.0100%を含有し、残部がFeおよび不可避的不純物からなり、前記不可避不純物中で、質量%でP:0.02%以下、S:0.015%以下、Cu:0.25%以下、V:0.02%以下、Al:0.02%以下、Nb:0.02%以下に規定された組成を有し、溶接後熱処理後の前記溶接金属の材料特性が引張強さ≧535MPa、0.5%Y.S.≧450MPaで、かつシャルピー衝撃試験にて-40℃での最小吸収エネルギー(Min.vE
-40℃
)が130J以上となる性能を有する請求項2または3に記載のクラッド鋼溶接鋼管。
【請求項5】
前記溶接金属の成分としてB:0.001~0.003%を含有する、請求項4に記載のクラッド鋼溶接鋼管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、天然ガスのパイプライン等に好適に使用可能な、クラッド鋼を用いたクラッド鋼溶接鋼管およびその製造方法に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
天然ガスパイプラインなどに用いられるクラッド鋼板は低温靱性とともに耐食性が要求されている。両特性を単一の鋼で満たすことは難しいため、低温靱性に優れた鋼板(母材)に、耐食性に優れたステンレス鋼(SUS316Lなど)やNi基合金(ASTM B443 UNS N06625や、ASTM B424 UNS N08825など)の板材(合せ材)を接合したクラッド鋼板が適用されている。合せ材は、使用環境に応じて、適切な材質および厚さが適用される。必要以上に高価な合せ材を使用しないため、合せ材のみで製造する場合よりも安価に製造できる。したがって、クラッド鋼板は経済性と機能性を両立した鋼板であり、更なる高性能化が望まれている。
【0003】
パイプライン用の母材には、API(米国石油協会)5L XグレードのC-Mn鋼が用いられることが多く、母材は所定の焼入れ、焼戻し、または制御圧延(TMCP)などにより製造されている。一方で、本分野に用いられる鋼管は、クラッド鋼板をパイプ状に成形後、一般には溶接施工により長手溶接を実施することでクラッド鋼管として用いられている。近年は、パイプラインの緊急停止時にはパイプの各部位が低温(約-40℃)に曝されるため低温脆性破壊の危険性があり、母材のみではなく溶接金属およびその溶接熱影響部(HAZ)にも強度のみでなく低温靱性が厳しく要求されている。しかしながら、特にHAZにおいては、溶接時に高温に加熱されるため結晶粒の粗大化が容易に発生し、従来の溶接まま材ではHAZ靱性が顕著に低下する。
【0004】
このような背景から、溶接鋼管の全体に渡る靱性確保のために、溶接金属の化学組成の最適化に加え、溶接後熱処理を適用し、溶接継手の靱性を改善させる技術も開示されている。
例えば、特許文献1では、溶接製管後の溶接鋼管に対して、800~1200℃に加熱保持後冷却するか、さらにこの冷却に引き続いて800℃以下に再加熱保持後冷却する溶接鋼管の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開平10‐237594号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1の方法で示されている1段階目のオーステナイト化に続いて2段階目に焼戻しを施す熱処理条件は高周波加熱のような急速昇温(1.0℃/sec以上)を施さない限り、凝固組織である溶接金属は1回のオーステナイト化のみでは金属組織が微細化されない。さらには複数回繰返した場合であっても、1段階目および2段階目のオーステナイト化および冷却条件を適切な範囲で施さないと溶接継手全体にわたる安定的な強度および靱性を確保できない。したがって、溶接鋼管の溶接後熱処理で安定的な靱性を確保するためには、溶接後熱処理条件の最適化が重要となる。さらにはHAZの靱性確保には、母材の化学組成の最適化も必要となる。
【0007】
パイプライン用クラッド鋼板などを用いた溶接鋼管の溶接部を含む鋼管全体に渡って良好な低温靱性を得るためには、母材の化学組成に加え、適切な溶接後熱処理を施す必要がある。さらには、その経済性を考慮し、高周波加熱装置のような特別な装置を用いることなく、一般的な加熱炉でバッチ処理が可能な溶接後熱処理を施した溶接鋼管で安定的な低温靱性を確保する必要がある。
【0008】
本発明は、上記事情を背景としてなされたものであり、加熱炉などによる溶接後熱処理を施した溶接鋼管において、天然ガス用ラインパイプなどに好適に用いられる低温靱性に優れたクラッド鋼溶接鋼管を提供することを目的とする。
【課題を解決するための手段】
【0009】
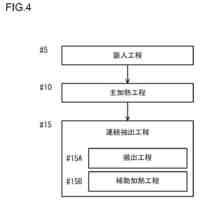
本発明のクラッド鋼溶接鋼管の製造方法の一形態は、質量%で、C:0.04~0.10%、Si:0.10~0.30%、Mn:1.30~1.80%、Ni:0.10~0.50%、Cr:0.01~0.10%、Mo:0.05~0.40%、V:0.02~0.06%、Nb:0.01~0.04%、Ti:0.005~0.025%、Al:0.015~0.050%、N:0.0030~0.0100%を含有し、Ti含有量とN含有量の質量比であるTi/Nが1.5~4.0の範囲内にあり、残部がFeおよび不可避的不純物からなる組成のC-Mn鋼の母材と合せ材とが組み合わせられた環状のクラッド鋼板が溶接されているクラッド鋼溶接鋼管に対し、1段階目のオーステナイト化のために950~1050℃に加熱保持後、平均冷却速度10~35℃/minで冷却した後、2段階目のオーステナイト化として950~990℃の範囲で加熱保持した後、冷却工程において700℃~500℃の平均冷却速度が500~1500℃/minの範囲で冷却をして焼入れ処理を行い、その後AC1点以下の500℃~650℃で焼戻しを行う溶接後熱処理を施す。
【0010】
本発明のクラッド鋼溶接鋼管の一形態は、C-Mn鋼の母材と合せ材とが組み合わせられた環状のクラッド鋼で構成されるクラッド鋼溶接鋼管であって、前記C-Mn鋼が、質量%で、C:0.04~0.10%、Si:0.10~0.30%、Mn:1.30~1.80%、Ni:0.10~0.50%、Cr:0.01~0.10%、Mo:0.05~0.40%、V:0.02~0.06%、Nb:0.01~0.04%、Ti:0.005~0.025%、Al:0.015~0.050%、N:0.0030~0.0100%を含有し、Ti含有量とN含有量の質量比であるTi/Nが1.5~4.0の範囲内にあり、残部がFeおよび不可避的不純物からなる組成を有し、前記C-Mn鋼における溶接金属が、隣接する結晶の方位差を15°以上とした際の平均EBSD粒径が14μm以下で、かつ最大のEBSD粒径が70μm以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
東京窯業株式会社
ガス吹き込みプラグ
1か月前
豊和工業株式会社
チャックボディの焼入れ方法
21日前
株式会社神戸製鋼所
鉄源の製造方法
27日前
日本製鉄株式会社
高炉の操業方法
2か月前
株式会社ジェイテクト
焼入装置、および焼入方法
14日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
高周波熱錬株式会社
冷却装置
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
21日前
日本製鉄株式会社
配合計画支援方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
24日前
トヨタ自動車株式会社
焼入れ装置
27日前
日本製鉄株式会社
バッチ式加熱炉の操業方法
21日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
11日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
12日前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
12日前
日本発條株式会社
コイルばねの製造方法
12日前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
1か月前
JFEスチール株式会社
高炉操業方法
26日前
JFEスチール株式会社
転炉の操業方法
12日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
19日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
13日前
北京科技大学
ビッグデータクラウドプラットフォームに基づく加熱炉燃焼知能制御方法及び装置
1か月前
JFEスチール株式会社
高炉の炉頂排出ガス処理方法及び高炉付帯設備
27日前
JFEスチール株式会社
樋管理システム及び樋管理方法
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ