TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025176436
公報種別
公開特許公報(A)
公開日
2025-12-04
出願番号
2024082603
出願日
2024-05-21
発明の名称
被加工物の製造方法
出願人
三菱電機株式会社
代理人
弁理士法人深見特許事務所
主分類
B23B
1/00 20060101AFI20251127BHJP(工作機械;他に分類されない金属加工)
要約
【課題】作業効率が向上した被加工物の製造方法を提供する。
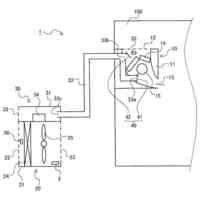
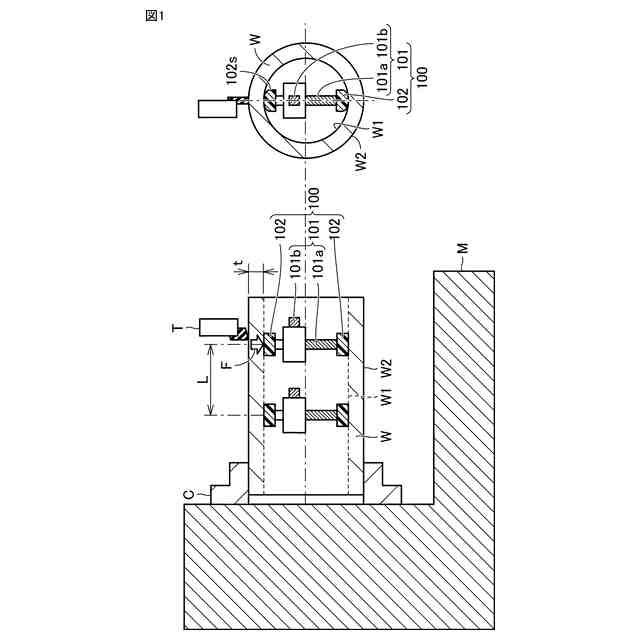
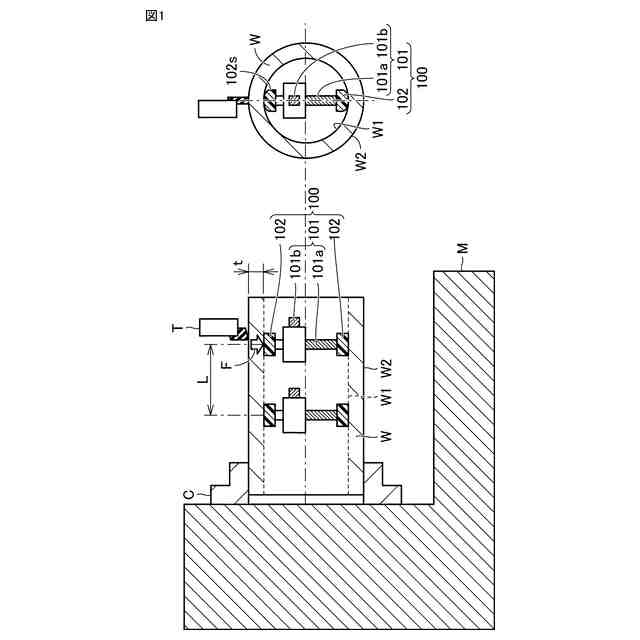
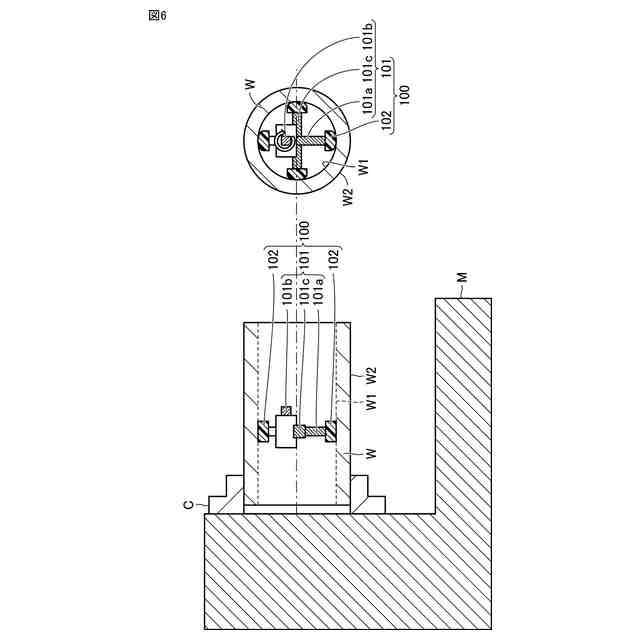
【解決手段】被加工物Wの壁面W1に、第1延在方向の長さを変更可能な治具100が取り付けられる。治具100が壁面W1に取り付けられた状態で、被加工物Wの外周面W2が除去加工される。治具100を取り付ける工程において、治具100の第1延在方向の長さを調整しながら、治具100の第1延在方向についての一方の端部が壁面W1に接し、壁面W1を押圧するように治具100が取り付けられる。
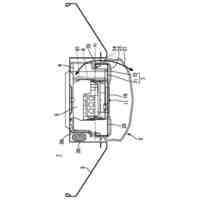
【選択図】図1
特許請求の範囲
【請求項1】
空洞を有する被加工物を準備する工程と、
前記被加工物の前記空洞の壁面に、第1延在方向の長さを変更可能な治具を取り付ける工程と、
前記治具が前記壁面に取り付けられた状態で前記被加工物の外周面を除去加工する工程とを備え、
前記取り付ける工程において、前記治具の第1延在方向の長さを調整しながら、前記治具の前記第1延在方向についての一方の端部が前記壁面に接し、前記壁面を押圧するように前記治具が取り付けられる、被加工物の製造方法。
続きを表示(約 640 文字)
【請求項2】
前記治具の前記一方の端部および他方の端部にはブロックが設置され、
前記取り付ける工程においては、前記ブロックが前記壁面に押し当てられる、請求項1に記載の被加工物の製造方法。
【請求項3】
前記治具はジャッキを含み、
前記ジャッキは、前記第1延在方向に延びるネジ棒と、前記ネジ棒の前記第1延在方向の長さを変更するために前記ネジ棒に交差する方向に延びるように配置される回転ネジとを含み、
前記回転ネジを回転させることにより前記ネジ棒の前記長さが変更可能である、請求項1または2に記載の被加工物の製造方法。
【請求項4】
前記除去加工する工程の途中で、前記一方の端部が前記壁面を押し当てる力を調整する工程をさらに備える、請求項1または2に記載の被加工物の製造方法。
【請求項5】
前記治具は、前記第1延在方向に延びる部分と、前記第1延在方向とは異なる第2延在方向に延びる部分とを備え、
前記取り付ける工程において、前記治具は、前記第1延在方向に延びる部分についての前記一方の端部に加え、前記第2延在方向に延びる部分の一方の端部が前記壁面を押圧するように取り付けられる、請求項1または2に記載の被加工物の製造方法。
【請求項6】
前記取り付ける工程においては、前記被加工物の変形量を測定しながら前記治具を取り付ける、請求項1または2に記載の被加工物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、被加工物の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特開昭63-99145号公報には、薄肉パイプを変形させることなく、薄肉パイプの外面を加工する方法が開示されている。また同公報には、当該加工に用いる栓およびセンタが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開昭63-99145号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特開昭63-99145号公報に開示される薄肉パイプの加工方法は、作業効率が低い可能性がある。同公報では、パイプの加工中の変形および振動を防ぐために、パイプ内に微小粉末を加圧しながら充填し、端部に栓を設置している。加工前には粉末の充填および栓の設置が行なわれ、加工後にはこれらが撤去される。これらの加工前および加工後の作業に多くの時間を要する。このため作業効率が低下する可能性がある。
【0005】
本開示は上記の課題に鑑みなされたものである。本開示の目的は、作業効率が向上した被加工物の製造方法を提供することである。
【課題を解決するための手段】
【0006】
本開示に従った被加工物の製造方法では、空洞を有する被加工物が準備される。被加工物の空洞の壁面に、延在形状を有し、第1延在方向の長さを変更可能な治具が取り付けられる。治具が壁面に取り付けられた状態で、被加工物の外周面が除去加工される。上記取り付ける工程において、治具の第1延在方向の長さを調整しながら、治具の第1延在方向についての一方の端部が壁面に接し、壁面を押圧するように取り付けられる。
【発明の効果】
【0007】
本開示によれば、治具を容易に空洞の壁面に接するよう取り付けられる。このため、作業効率が向上した被加工物の製造方法を提供できる。
【図面の簡単な説明】
【0008】
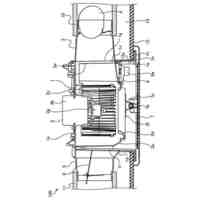
実施の形態1の第1例に係る被加工物の製造方法の全容を示す模式図である。
実施の形態1に係る被加工物の製造方法を示すフローチャートである。
図2の治具挿入工程(S2)およびネジ回転・調整工程(S3)が、図1の装置により行なわれる態様を示す概略図である。
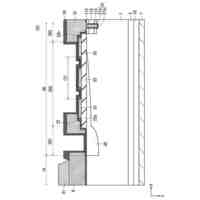
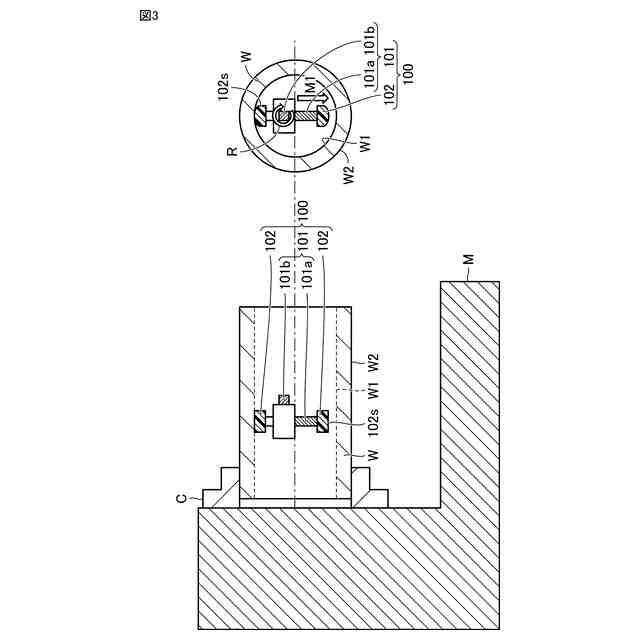
図2の固定工程(S4)が、図1の装置により行なわれる態様を示す概略図である。
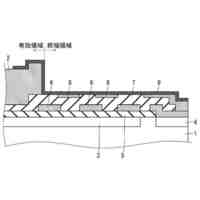
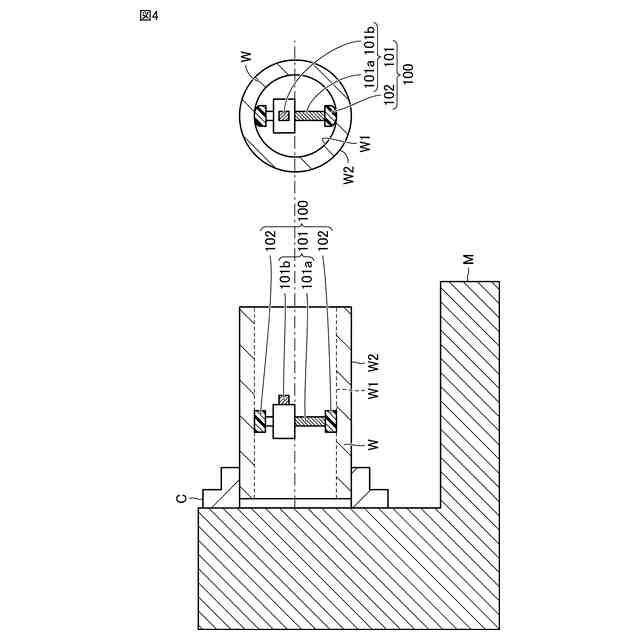
実施の形態1において治具がパイプの壁面を押し当てる力を調整する工程の態様が示される概略図である。
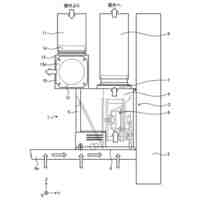
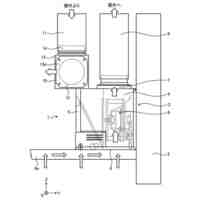
実施の形態1の第2例に係る被加工物の製造方法の全容を示す模式図である。
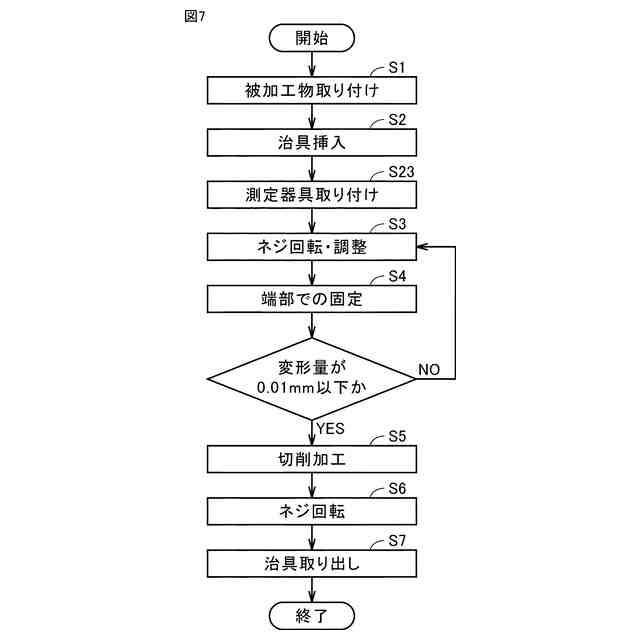
実施の形態2に係る被加工物の製造方法を示すフローチャートである。
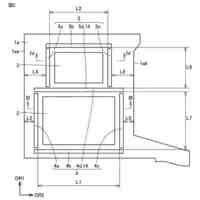
図7の測定器具取り付け工程(S23)において、被加工物に測定器具が押し当てられる態様を示す概略図である。
【発明を実施するための形態】
【0009】
実施の形態1.
【0010】
(構成)
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱電機株式会社
換気扇
7日前
三菱電機株式会社
冷蔵庫
14日前
三菱電機株式会社
増幅器
1か月前
三菱電機株式会社
扇風機
1か月前
三菱電機株式会社
換気扇
1か月前
三菱電機株式会社
換気扇
1か月前
三菱電機株式会社
換気扇
1か月前
三菱電機株式会社
冷蔵庫
1か月前
三菱電機株式会社
換気装置
6日前
三菱電機株式会社
照明器具
8日前
三菱電機株式会社
収集装置
1か月前
三菱電機株式会社
電気機器
14日前
三菱電機株式会社
電子機器
1か月前
三菱電機株式会社
照明装置
28日前
三菱電機株式会社
電動送風機
6日前
三菱電機株式会社
加熱調理器
22日前
三菱電機株式会社
保護リレー
1か月前
三菱電機株式会社
空気調和機
1か月前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
半導体装置
1日前
三菱電機株式会社
半導体装置
14日前
三菱電機株式会社
回路遮断器
22日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
半導体装置
1日前
三菱電機株式会社
貯湯式給湯機
28日前
三菱電機株式会社
空調システム
1か月前
三菱電機株式会社
制御システム
28日前
三菱電機株式会社
点検管理装置
1か月前
三菱電機株式会社
炊飯システム
1か月前
三菱電機株式会社
光源デバイス
28日前
三菱電機株式会社
貯湯式給湯機
1か月前
三菱電機株式会社
位置算出装置
7日前
三菱電機株式会社
調理システム
1か月前
三菱電機株式会社
空気清浄装置
22日前
三菱電機株式会社
貯湯式給湯機
1か月前
三菱電機株式会社
車両制御装置
6日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ