TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025167762
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024072656
出願日
2024-04-26
発明の名称
吸着器の製造方法および吸着器
出願人
株式会社豊田中央研究所
,
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
F25B
37/00 20060101AFI20251030BHJP(冷凍または冷却;加熱と冷凍との組み合わせシステム;ヒートポンプシステム;氷の製造または貯蔵;気体の液化または固体化)
要約
【課題】伝熱面と吸着材との接合強度を向上させ、熱出力が向上した吸着器を提供する。
【解決手段】吸着器の製造方法は、伝熱管の外表面に、バインダを含む第1吸着材を塗工する第1塗工工程と、第1吸着材の表面に第2吸着材を塗工する第2塗工工程と、伝熱管の内部に、温水を流して前記バインダを加熱する加熱工程と、を実行する。
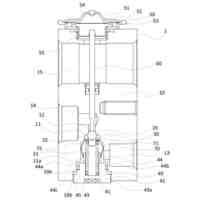
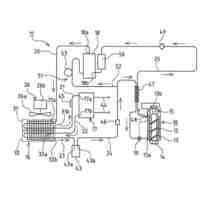
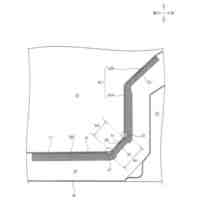
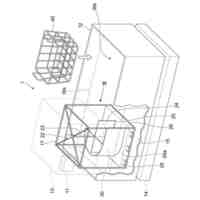
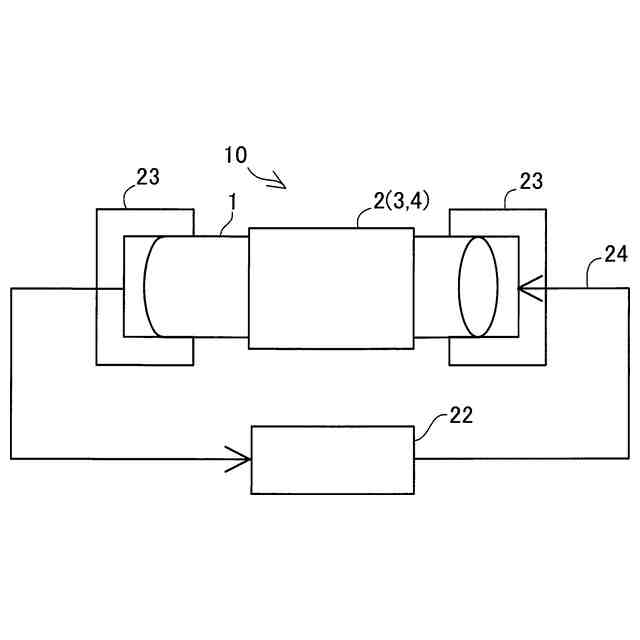
【選択図】図1
特許請求の範囲
【請求項1】
吸着器の製造方法であって、
伝熱管の外表面に、バインダを含む第1吸着材を塗工する第1塗工工程と、
前記第1吸着材の表面に第2吸着材を塗工する第2塗工工程と、
前記伝熱管の内部に、温水を流して前記バインダを加熱する加熱工程と、
を実行する、製造方法。
続きを表示(約 600 文字)
【請求項2】
請求項1に記載の製造方法であって、
前記バインダは、メチルセルロースまたはヒドロキシプロピルメチルセルロースを50wt%以上含み、
前記加熱工程では、摂氏70度で10分以上60分以下の時間で加熱する、製造方法。
【請求項3】
請求項1または請求項2に記載の製造方法であって、
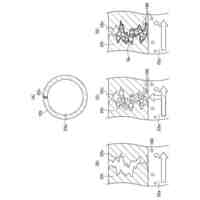
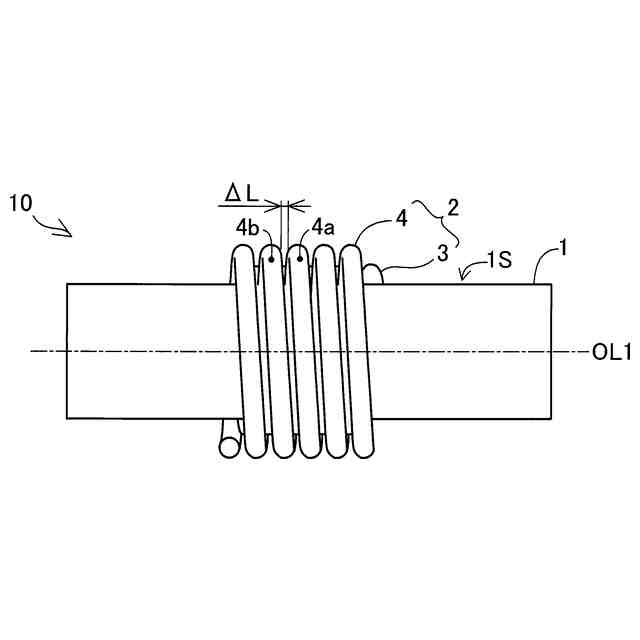
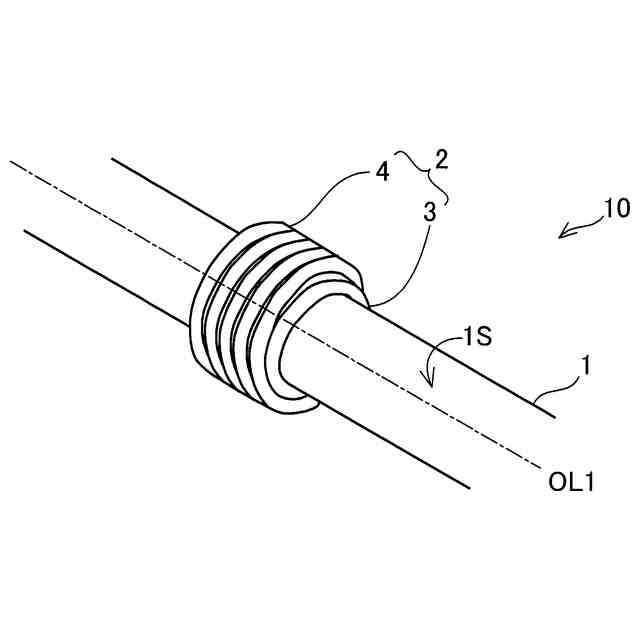
前記第1塗工工程では、線状の前記第1吸着材が周方向に沿って螺旋状に塗工され、互いに隣接する線状の前記第1吸着材は接しており、
前記第2塗工工程では、線状の前記第2吸着材が周方向に沿って螺旋状に塗工され、互いに隣接する線状の前記第2吸着材は離間している、製造方法。
【請求項4】
吸着器であって、
伝熱管と、
前記伝熱管の外表面に接合し、前記外表面を覆う第1吸着材と、
前記第1吸着材の表面に配置され、前記伝熱管に巻き回された線状の第2吸着材であって、前記伝熱管の軸方向において互いに隣接する部分が離間している第2吸着材と、
を備える、吸着器。
【請求項5】
請求項4に記載の吸着器であって、
前記第1吸着材は、周方向に沿って螺旋状に巻き回された線状部材であり、前記軸方向において互いに隣接する部分が接しており、
前記第2吸着材は、周方向に沿って螺旋状に巻き回されている、吸着器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、吸着器の製造方法および吸着器に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
吸着式ヒートポンプなどに利用される吸着器が知られている(例えば、特許文献1-4参照)。特許文献1-3には、伝熱面の表面に複数の吸着材の層が形成された吸着器が記載されている。各層の吸着材は、複数の平行に配置された線状の部材で構成されている。各層の線状の部材の延伸方向が直交し、各層が積層されている。特許文献4には、接着剤が熱交換フィンと吸着材との間に配置されて接着している。
【先行技術文献】
【特許文献】
【0003】
特開2022-166974号公報
特開2021-152438号公報
特開2023-1626号公報
特開平9-189459号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1-3に記載された複数層の吸着材を備える吸着器では、伝熱面に接する層の吸着材は、他の層の吸着材に比べて乾燥しにくい。そのため、伝熱面から離れた層で亀裂等が生じると、乾燥していない伝熱面に接する層の吸着材は、他の層の吸着時の収縮によって伝熱面から浮いてしまい、吸着器の熱抵抗が増加するおそれがある。特許文献1に記載された吸着器では、伝熱面から吸着材が浮かないように、吸着材の形成材料に繊維が組み込まれている。しかしながら、繊維が組み込まれた吸着材自身の収縮による形状変化によって、伝熱面から浮いてしまうおそれがある。伝熱面から吸着材が浮いてしまうと、伝熱面と吸着材との熱抵抗が増加し、吸着器の熱出力が低下するおそれがある。
【0005】
特許文献4に記載された吸着器では、熱交換フィンと吸着材とが接着剤により接着されることで、熱交換フィンと吸着材との接合強度が高まる。しかしながら、吸着器の製造時に、接着剤を塗工する工程が必要となるため、吸着器の製造コストが上昇するおそれがある。
【0006】
本発明は、上述した課題の少なくとも一部を解決するためになされたものであり、伝熱面と吸着材との接合強度を向上させ、熱出力が向上した吸着器を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態として実現できる。
【0008】
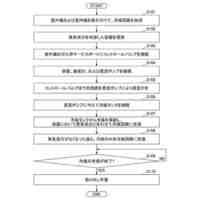
(1)本発明の一形態によれば、吸着器の製造方法が供給される。この製造方法は、伝熱管の外表面に、バインダを含む第1吸着材を塗工する第1塗工工程と、前記第1吸着材の表面に第2吸着材を塗工する第2塗工工程と、前記伝熱管の内部に、温水を流して前記バインダを加熱する加熱工程と、を実行する。
【0009】
この構成によれば、伝熱管の外表面に第1吸着材と第2吸着材とが塗工された後の加熱工程において、温水が伝熱管内に流される。伝熱管を介した温水による加熱により、伝熱管の外表面に塗工された第1吸着材に含まれるバインダはゲル化する。バインダがゲル化した状態で加熱されて乾燥すると、自然乾燥時と異なり、収縮による第1吸着材の変形が抑制される。これによって、伝熱管の外表面と、第1吸着材との界面接合強度が向上し、製造後に伝熱管と第1吸着材とが剥離しづらくなる。この結果、伝熱管と第1吸着材との熱抵抗の増加が抑制され、製造された吸着器の熱出力が向上する。また、第1吸着材が伝熱管と第2吸着材との間に存在するため、第2吸着材は、温水による加熱が十分ではなく、自然乾燥により収縮する。収縮により、線状の第2吸着材が互いに隣接する部分の隙間が大きくなって、吸着時に吸着対象の蒸気が入りやすくなる。すなわち、第2吸着材は、第1吸着材と異なり、伝熱管の径方向に沿って収縮しやすい形状として製造される。この結果、接着剤を塗工するなどの工程が不要になって製造コストが抑制された上で、伝熱管と第1吸着材との接合強度が向上する。また、第2吸着材による吸着能力が向上するため、製造された吸着器の熱出力が向上する。
【0010】
(2)上記態様の製造方法において、前記バインダは、メチルセルロースまたはヒドロキシプロピルメチルセルロースを50wt%以上含み、前記加熱工程では、摂氏70度で10分以上60分以下の時間で加熱してもよい。
この構成によれば、バインダに含まれるメチルセルロースまたはヒドロキシプロピルメチルセルロースは、加熱されるとゲル状となり、冷却されると元に戻る熱可逆ゲル化と呼ばれる性質を有している。そのため、加熱工程において、メチルセルロースまたはヒドロキシプロピルメチルセルロースは、ゲル化温度の摂氏70度で加熱されることでゲル化し始める。加熱工程後のメチルセルロースまたはヒドロキシプロピルメチルセルロースは、ゲル化から元に戻る。さらに、加熱時間の上限が60分であるため、第2吸着材の加熱が十分ではなく、第2吸着材は、自然乾燥により収縮する。これにより、バインダが含まれている第1吸着材と伝熱管との接合強度が向上し、第2吸着材は、主に自然乾燥により収縮する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
製氷容器
10日前
株式会社不二工機
膨張弁
1か月前
株式会社不二工機
膨張弁
1か月前
アクア株式会社
冷蔵庫
18日前
アクア株式会社
冷蔵庫
18日前
フクシマガリレイ株式会社
断熱扉
1か月前
富士電機株式会社
冷却装置
10日前
ホシザキ株式会社
冷凍装置
1か月前
富士電機株式会社
自動販売機
1か月前
フクシマガリレイ株式会社
冷却貯蔵庫
1か月前
フクシマガリレイ株式会社
冷却貯蔵庫
1か月前
ダイキン工業株式会社
冷凍装置
1か月前
フクシマガリレイ株式会社
ショーケース
2か月前
株式会社ゼロカラ
冷凍装置
26日前
株式会社ゼロカラ
冷凍装置
26日前
アクア株式会社
冷蔵庫
2か月前
ダイキン工業株式会社
冷媒充填方法
1か月前
株式会社フィラディス
ワインセラー
3日前
株式会社フィラディス
ワインセラー
18日前
フクシマガリレイ株式会社
商品販売システム
1か月前
FrostiX株式会社
冷凍システム
11日前
島田工業株式会社
製氷装置及び製氷方法
2か月前
アイ・ティ・イー株式会社
相変化判定システム
18日前
三菱電機株式会社
冷蔵庫
18日前
アクア株式会社
冷却ボックス装置
1か月前
株式会社アイシン
冷暖房システム
2か月前
アクア株式会社
冷却ボックス装置
1か月前
東芝ライフスタイル株式会社
冷蔵庫
5日前
株式会社前川製作所
冷却装置
1か月前
株式会社富士通ゼネラル
冷凍サイクル装置
2か月前
株式会社富士通ゼネラル
冷凍サイクル装置
1か月前
株式会社富士通ゼネラル
冷凍サイクル装置
2か月前
東芝ライフスタイル株式会社
冷却装置
1か月前
東芝ライフスタイル株式会社
冷却装置
1か月前
日本碍子株式会社
空調システム
1か月前
三菱電機株式会社
冷凍冷蔵庫
3日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ