TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160615
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2024063259
出願日
2024-04-10
発明の名称
モータのコイルの製造方法、及びモータのコイル
出願人
いすゞ自動車株式会社
代理人
弁理士法人創光国際特許事務所
主分類
H02K
3/18 20060101AFI20251016BHJP(電力の発電,変換,配電)
要約
【課題】高温でも適切な絶縁性を有するコイルを提供する。
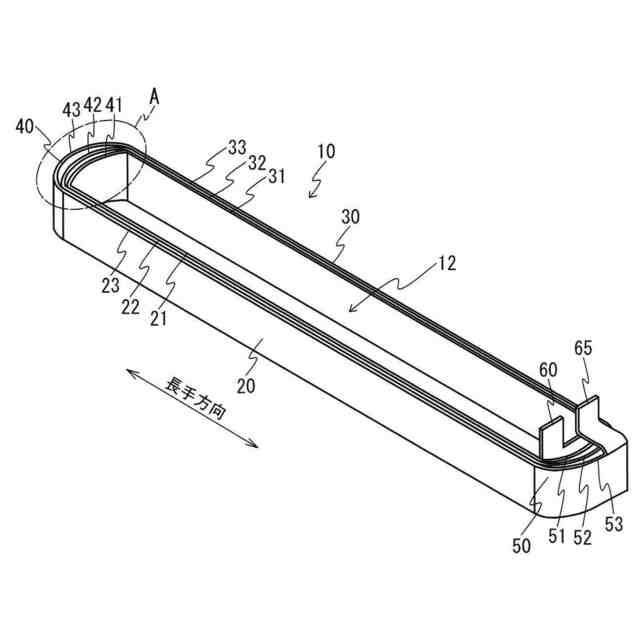
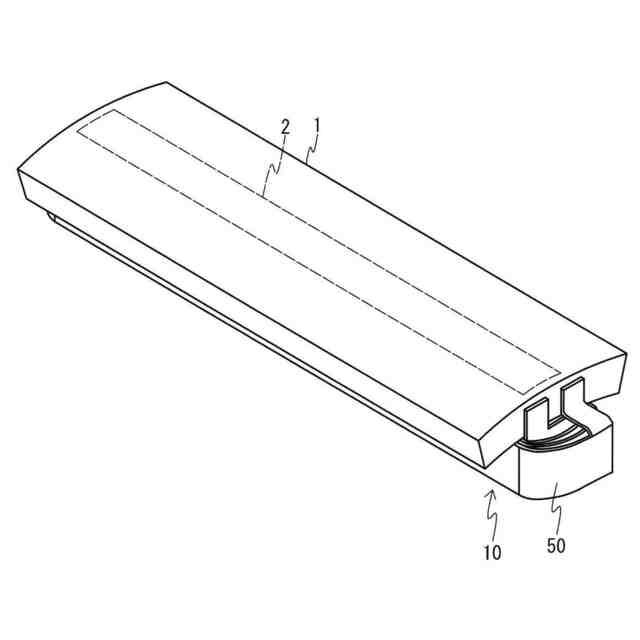
【解決手段】モータのコイルの製造方法は、金属製の長尺の平板部材の表面に絶縁被膜を形成する被膜工程(S104)と、平板部材を筒状に巻回して、平板が重なった筒体を形成する巻回工程(S106)を有する。巻回工程の際に、筒体の長手方向両端の曲げ部において平板同士の間に隙間を形成する。
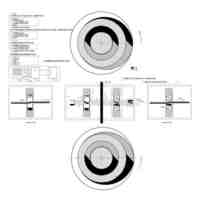
【選択図】図5
特許請求の範囲
【請求項1】
金属製の長尺の平板部材の表面に絶縁被膜を形成する被膜工程と、
前記平板部材を筒状に巻回して、平板が重なった筒体を形成する巻回工程と、
を有し、
前記巻回工程の際に、前記筒体の長手方向両端の曲げ部において前記平板同士の間に隙間を形成する、モータのコイルの製造方法。
続きを表示(約 720 文字)
【請求項2】
前記巻回工程の際に、3つ以上の前記曲げ部が向かい合うように、前記平板部材を筒状に巻回し、
前記3つ以上の前記曲げ部の間の隙間は、それぞれ異なる、
請求項1に記載のモータのコイルの製造方法。
【請求項3】
前記巻回工程の際に、前記3つ以上の前記曲げ部の間の隙間が、前記長手方向の外方に向かうほど大きくなるように、前記平板部材を筒状に巻回する、
請求項2記載のモータのコイルの製造方法。
【請求項4】
前記巻回工程の際に、前記筒体の長手方向両端の前記曲げ部を繋ぐ直線部の平板を互いに接触させるように、前記平板部材を筒状に巻回する、
請求項1に記載のモータのコイルの製造方法。
【請求項5】
表面に絶縁被膜が施された平板部材を巻回した筒体を成すモータのコイルであって、
長手方向に沿って平板が重なった第1側壁部と、
前記第1側壁部に対向し、前記長手方向に沿って平板が重なった第2側壁部と、
前記第1側壁部の各平板の長手方向端部と、前記第2側壁部の各平板の長手方向の端部とを繋いでいる複数の曲げ部と、
を備え、
前記複数の曲げ部の間には、隙間が形成されている、モータのコイル。
【請求項6】
前記第1側壁部の各平板は、互いに接触しており、
前記第2側壁部の各平板は、互いに接触している、
請求項5に記載のモータのコイル。
【請求項7】
3つ以上の前記曲げ部の間の前記隙間は、前記長手方向の外方に向かうほど大きくなっている、
請求項5に記載のモータのコイル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータのコイルの製造方法、及びモータのコイルに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
下記の特許文献1には、螺旋状に巻回されて形成されたコイルを有するモータが開示されている。上記のコイルの表面には、絶縁被膜が形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-149930号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、モータの高回転化に伴い発熱が増大しているため、冷媒によるコイルの冷却効率を高めるべく、コイルの温度を高くすることが要請されている。しかし、特許文献1の絶縁被膜は線形部材を螺旋状に巻回した後に形成されるため、コイルに適切に絶縁被膜を形成できず、コイルが高温になると絶縁被膜が劣化するおそれがある。
【0005】
そこで、本発明はこれらの点に鑑みてなされたものであり、高温でも適切な絶縁性を有するコイルを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の第1の態様においては、金属製の長尺の平板部材の表面に絶縁被膜を形成する被膜工程と、前記平板部材を筒状に巻回して、平板が重なった筒体を形成する巻回工程と、を有し、前記巻回工程の際に、前記筒体の長手方向両端の曲げ部において前記平板同士の間に隙間を形成する、モータのコイルの製造方法を提供する。
【0007】
また、前記巻回工程の際に、3つ以上の前記曲げ部が向かい合うように、前記平板部材を筒状に巻回し、前記3つ以上の前記曲げ部の間の隙間は、それぞれ異なることとしてもよい。
【0008】
また、前記巻回工程の際に、前記3つ以上の前記曲げ部の間の隙間が、前記長手方向の外方に向かうほど大きくなるように、前記平板部材を筒状に巻回することとしてもよい。
【0009】
また、前記巻回工程の際に、前記筒体の長手方向両端の前記曲げ部を繋ぐ直線部の平板を互いに接触させるように、前記平板部材を筒状に巻回することとしてもよい。
【0010】
本発明の第2の態様においては、表面に絶縁被膜が施された平板部材を巻回した筒体を成すモータのコイルであって、長手方向に沿って平板が重なった第1側壁部と、前記第1側壁部に対向し、前記長手方向に沿って平板が重なった第2側壁部と、前記第1側壁部の各平板の長手方向端部と、前記第2側壁部の各平板の長手方向の端部とを繋いでいる複数の曲げ部と、を備え、前記複数の曲げ部の間には、隙間が形成されている、モータのコイルを提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
単極モータ
14日前
株式会社アイシン
ロータ
18日前
株式会社アイシン
ロータ
14日前
日本精機株式会社
サージ保護回路
21日前
日星電気株式会社
ケーブル組立体
6日前
西部電機株式会社
充電装置
21日前
西部電機株式会社
充電装置
21日前
トヨタ自動車株式会社
固定子
19日前
株式会社デンソー
回転機
12日前
個人
連続ガウス加速器形磁力増幅装置
21日前
トヨタ自動車株式会社
製造装置
19日前
カヤバ株式会社
筒型リニアモータ
20日前
株式会社ミツバ
ブラシレスモータ
20日前
株式会社アイシン
ステータ
18日前
東京瓦斯株式会社
通信装置
20日前
株式会社ダイヘン
充電装置
18日前
株式会社ダイヘン
充電装置
18日前
株式会社ダイヘン
充電装置
18日前
株式会社ダイヘン
充電装置
18日前
株式会社アイシン
ステータ
18日前
株式会社アイシン
ステータ
18日前
株式会社アイシン
ステータ
18日前
個人
太陽エネルギー収集システム
19日前
トヨタ自動車株式会社
被膜形成装置
19日前
株式会社kaisei
発電システム
14日前
個人
二次電池繰返パルス放電器用印刷基板
4日前
株式会社ミツバ
回転電機
11日前
株式会社ダイヘン
電力システム
21日前
株式会社デンソー
電力変換装置
13日前
東京瓦斯株式会社
給電システム
20日前
ASTI株式会社
電力変換装置
19日前
株式会社ミツバ
回転電機
18日前
株式会社ダイヘン
電力変換装置
21日前
株式会社デンソー
電力変換装置
5日前
シャープ株式会社
表示装置
19日前
株式会社アイシン
回転電機
21日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ