TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025151466
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024052907
出願日
2024-03-28
発明の名称
被膜形成装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/04 20250101AFI20251002BHJP(電力の発電,変換,配電)
要約
【課題】本開示により、樹脂が被膜されたコイルエンド部を金型から取り出す際の離型力を低減し、コイルエンド部に被膜された樹脂の割れの発生を抑制できる被膜形成装置を提供すること。
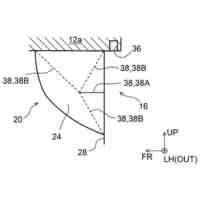
【解決手段】本開示に係る被膜形成装置は、コイルのコイルエンド部を樹脂Rにより被膜する被膜形成装置1であって、コイルエンド部を凹状に囲むと共に樹脂が充填される収容室111が形成された、アルミニウムを含有する円環状の第一金型部11と、第一金型部11において収容室111とは反対の面に形成された、鉄を含有する円環状の第二金型部12と、を備える金型10と、第二金型部12において、第一金型部11と接する面とは反対側の面に対向するように配置され、金型10を加熱するIHコイル20と、を備え、第二金型部12は、半径方向に延びるスリット121により複数に分割されている。
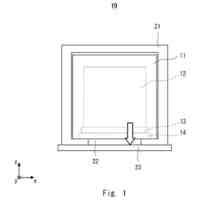
【選択図】図1
特許請求の範囲
【請求項1】
コイルのコイルエンド部を樹脂により被膜する被膜形成装置であって、
前記コイルエンド部を凹状に囲むと共に前記樹脂が充填される収容室が形成された、アルミニウムを含有する円環状の第一金型部と、
前記第一金型部において前記収容室とは反対の面に形成された、鉄を含有する円環状の第二金型部と、を備える金型と、
前記第二金型部において、前記第一金型部と接する面とは反対側の面に対向するように配置され、前記金型を加熱するIHコイルと、を備え、
前記第二金型部は、半径方向に延びるスリットにより複数に分割されている、
被膜形成装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、被膜形成装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えばステータやロータなどに巻回されたコイルのコイルエンド部を樹脂により被膜する場合がある。特許文献1には、環状の金型内に充填した熱硬化樹脂にコイルエンド部を浸漬した状態で、IHコイルを用いて金型を加熱する被膜形成装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-129605号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された被膜形成装置に関し、発明者らは以下の問題点を見出した。コイルエンド部を金型から離型する際、例えば設備停止などで低温になった金型からコイルエンド部を離型する場合がある。低温時に金型から離型する場合、高温時に比べて、金型からコイルエンド部を離型するのに必要な離型力が大きくなる。離型力が大きいとコイルエンド部に被膜された樹脂に生じる残留応力が大きくなり、樹脂割れの原因になる。樹脂割れが発生するとコイルの絶縁を担保できなくなる。よって、離型力が規格を超えたステータやロータなどは廃棄される場合がある。
【0005】
本開示は、このような課題を解決するためになされたものであり、樹脂が被膜されたコイルエンド部を金型から離型する際の離型力を低減し、コイルエンド部に被膜された樹脂の割れの発生を抑制できる被膜形成装置を提供する。
【課題を解決するための手段】
【0006】
本開示に係る被膜形成装置は、コイルのコイルエンド部を樹脂により被膜する被膜形成装置であって、前記コイルエンド部を凹状に囲むと共に前記樹脂が充填される収容室が形成された、アルミニウムを含有する円環状の第一金型部と、前記第一金型部において前記収容室とは反対の面に形成された、鉄を含有する円環状の第二金型部と、を備える金型と、前記第二金型部において、前記第一金型部と接する面とは反対側の面に対向するように配置され、前記金型を加熱するIHコイルと、を備え、前記第二金型部は、半径方向に延びるスリットにより複数に分割されている。
【発明の効果】
【0007】
本開示により、樹脂が被膜されたコイルエンド部を金型から取り出す際の離型力を低減し、コイルエンド部に被膜された樹脂の割れの発生を抑制できる被膜形成装置を提供できる。
【図面の簡単な説明】
【0008】
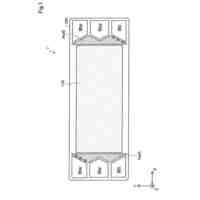
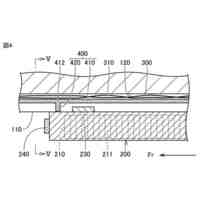
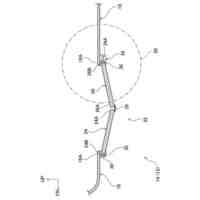
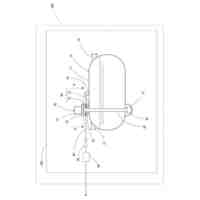
図1は、本開示に係る被膜形成装置の側面図である。
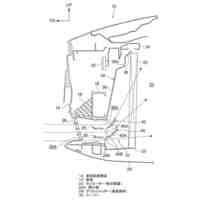
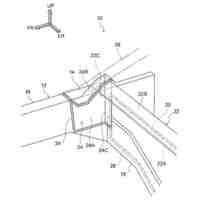
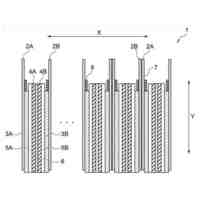
図2は、本開示に係る被膜形成装置の断面図である。図2(a)は冷却前の状態を示す断面図、図2(b)は冷却後の状態を示す断面図である。
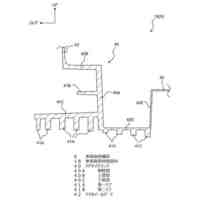
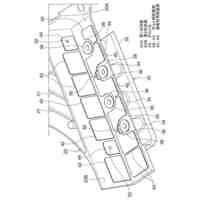
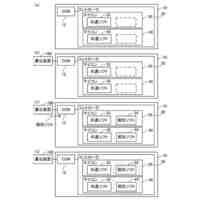
図3は、本開示に係る第二金型部において、第一金型部と接する面とは反対から見た図である。
【発明を実施するための形態】
【0009】
以下、発明の実施の形態を通じて本発明を説明するが、特許請求の範囲に係る発明を以下の実施形態に限定するものではない。また、実施形態で説明する構成の全てが課題を解決するための手段として必須であるとは限らない。説明の明確化のため、以下の記載及び図面は、適宜、省略、及び簡略化がなされている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。なお、以下の説明では、適宜xyz3次元直交座標系を用いて説明する。
【0010】
実施の形態1
<被膜形成装置>
図を参照して、本開示に係る被膜形成装置の構成について説明する。図1は、本開示に係る被膜形成装置の側面図である。図1に示すように、被膜形成装置1は、金型10及びIHコイル20を備える。そして、金型10は、第一金型部11及び第二金型部12を備える。被膜形成装置1は、金型10に充填した樹脂にコイルエンド部を浸漬した状態で、IHコイル20を用いて金型10を加熱することにより、コイルエンド部に樹脂を被膜する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
方法
2日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
タンク
2日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
電池用電極
4日前
トヨタ自動車株式会社
予測モデル
2日前
トヨタ自動車株式会社
電極活物質
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
燃料電池セル
2日前
トヨタ自動車株式会社
スパッツ装置
2日前
トヨタ自動車株式会社
車両前部構造
3日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
車両制御装置
4日前
トヨタ自動車株式会社
車両制御装置
2日前
トヨタ自動車株式会社
車両下部構造
2日前
トヨタ自動車株式会社
車両下部構造
4日前
トヨタ自動車株式会社
車両後部構造
2日前
トヨタ自動車株式会社
車両下部構造
2日前
トヨタ自動車株式会社
車両締結構造
2日前
トヨタ自動車株式会社
車両側部構造
2日前
トヨタ自動車株式会社
車両前部構造
2日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
蓄電装置構造
3日前
トヨタ自動車株式会社
データ収集装置
2日前
トヨタ自動車株式会社
積層型二次電池
4日前
トヨタ自動車株式会社
車両の製造方法
4日前
トヨタ自動車株式会社
液体水素貯留装置
3日前
トヨタ自動車株式会社
液体水素システム
3日前
トヨタ自動車株式会社
車両情報処理装置
3日前
トヨタ自動車株式会社
水素エンジン車両
2日前
トヨタ自動車株式会社
燃料電池システム
2日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ