TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086086
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2023199900
出願日
2023-11-27
発明の名称
積層体、チューブ容器及びキャップ付きチューブ容器
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
B32B
27/32 20060101AFI20250530BHJP(積層体)
要約
【課題】所望の性能を維持しつつ、リサイクル性を向上させることが可能な、積層体、チューブ容器及びキャップ付きチューブ容器を提供する。
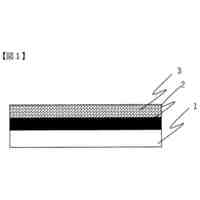
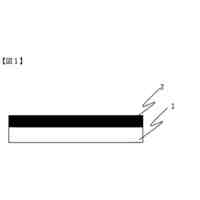
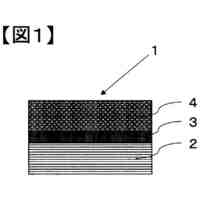
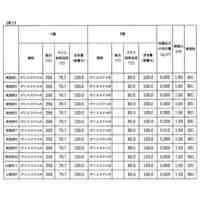
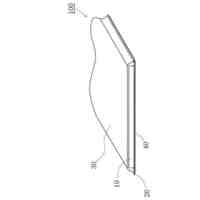
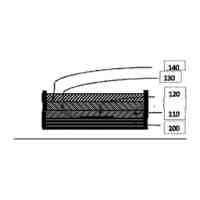
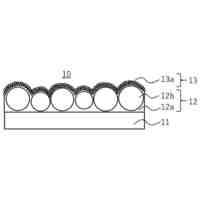
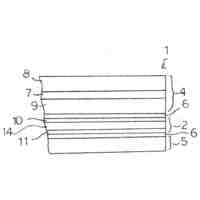
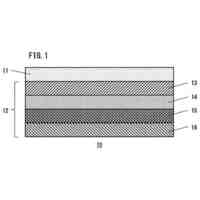
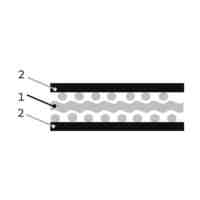
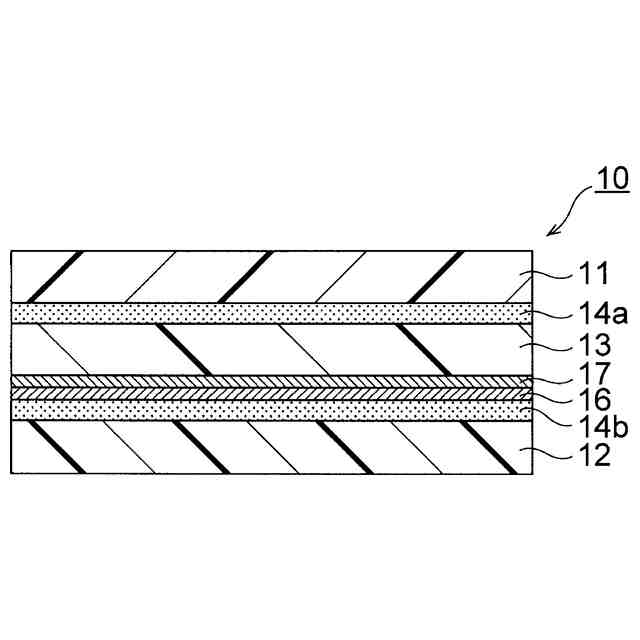
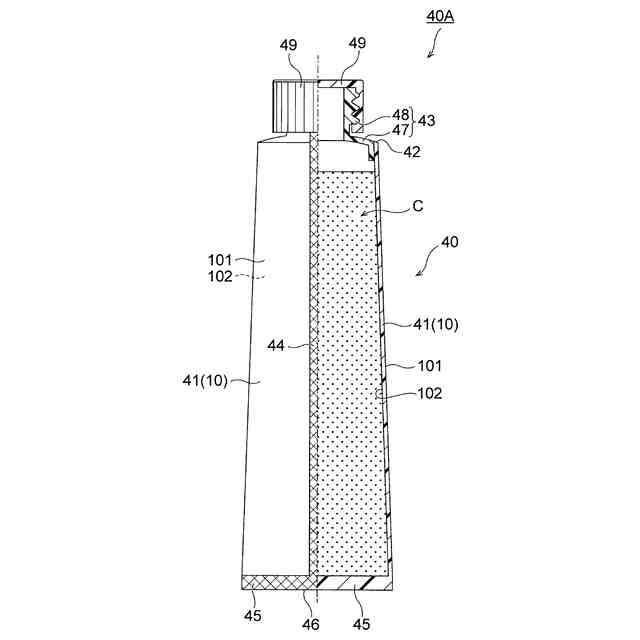
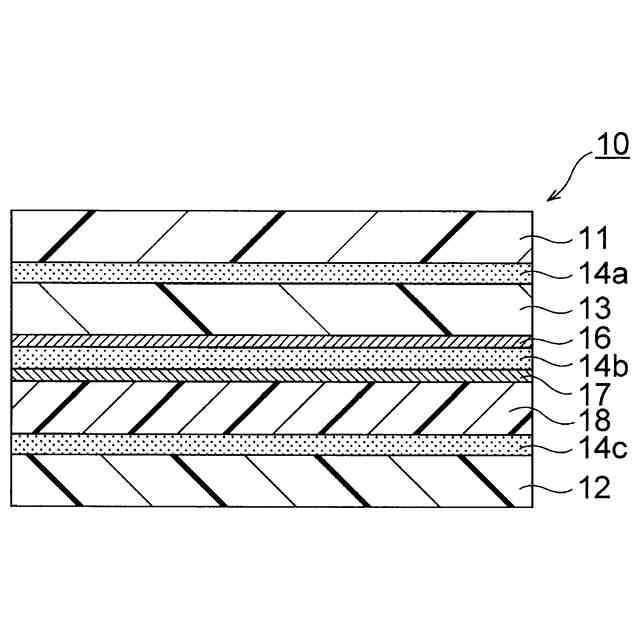
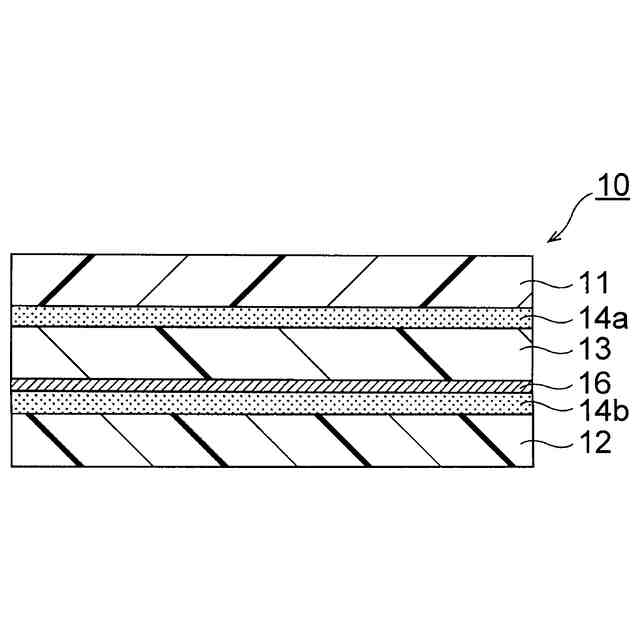
【解決手段】積層体10は、外面101を構成する第1シーラント層11と、内面102を構成する第2シーラント層12と、第1シーラント層11と第2シーラント層12との間に設けられた基材層13と、第1シーラント層11と基材層13との間、又は、基材層13と第2シーラント層12との間に設けられたバリア層17とを備えている。第1シーラント層11及び第2シーラント層12は、それぞれ、密度が0.88g/cm
3
以上0.90g/cm
3
以下である未延伸ポリプロピレン樹脂を含んでいる。基材層13は、延伸ポリプロピレンフィルムである。バリア層17は、無機酸化物からなる蒸着層である。
【選択図】図2A
特許請求の範囲
【請求項1】
外面を構成する第1シーラント層と、
内面を構成する第2シーラント層と、
前記第1シーラント層と前記第2シーラント層との間に設けられた基材層と、
前記第1シーラント層と前記基材層との間に設けられたバリア層とを備え、
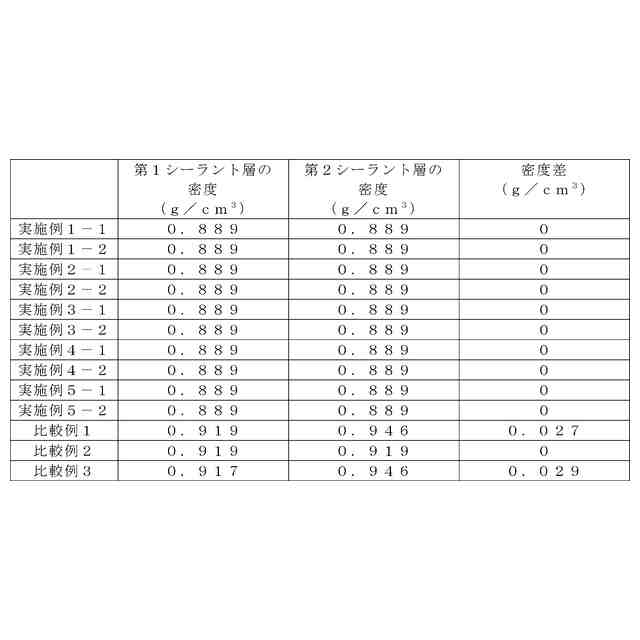
前記第1シーラント層及び前記第2シーラント層は、それぞれ、密度が0.88g/cm
3
以上0.90g/cm
3
以下である未延伸ポリプロピレン樹脂を含み、
前記第1シーラント層の未延伸ポリプロピレン樹脂の密度と、前記第2シーラント層の未延伸ポリプロピレン樹脂の密度との間の差は、0.10g/cm
3
未満であり、
前記基材層は、延伸ポリプロピレンフィルムであり、
前記バリア層は、無機酸化物からなる蒸着層であり、
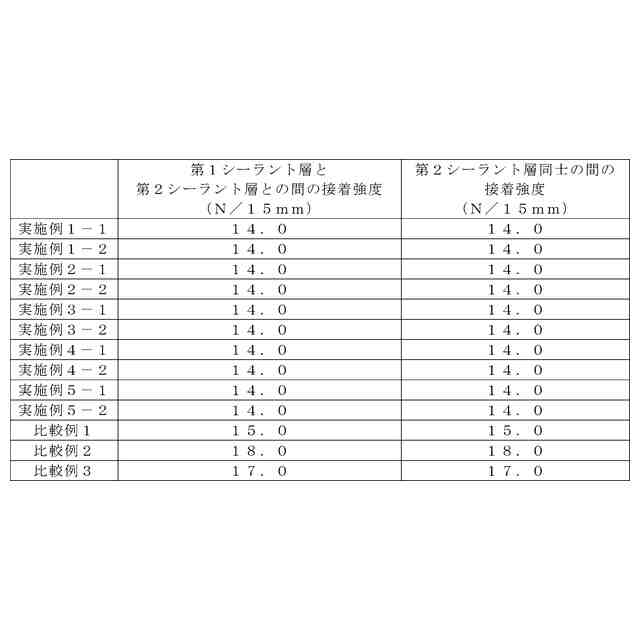
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層と前記第2シーラント層との間の接着強度は、5N/15mm以上であり、
前記第2シーラント層同士をヒートシールした場合、前記第2シーラント層同士の間の接着強度は、5N/15mm以上であり、
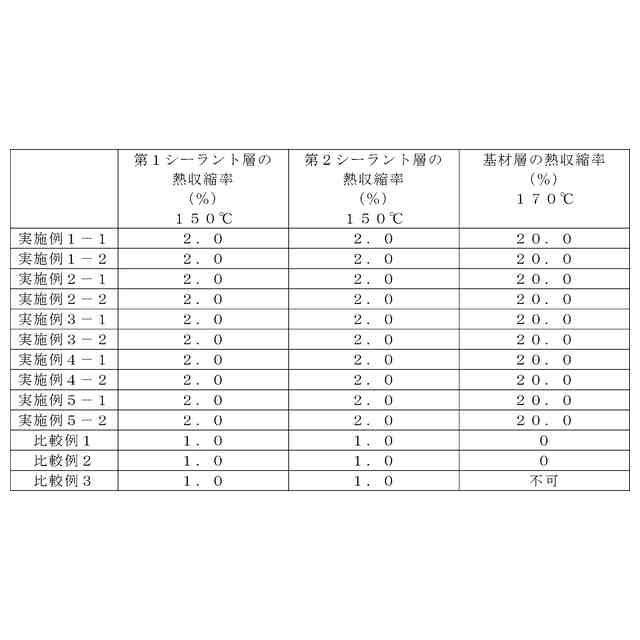
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層の熱収縮率と前記第2シーラント層の熱収縮率とは、それぞれ、5.0%以下であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記基材層の熱収縮率は、25%以下である、積層体。
続きを表示(約 1,400 文字)
【請求項2】
外面を構成する第1シーラント層と、
内面を構成する第2シーラント層と、
前記第1シーラント層と前記第2シーラント層との間に設けられた基材層と、
前記基材層の前記第2シーラント層側の面に設けられた印刷層とを備え、
前記第1シーラント層及び前記第2シーラント層は、それぞれ、密度が0.88g/cm
3
以上0.90g/cm
3
以下である未延伸ポリプロピレン樹脂を含み、
前記第1シーラント層の未延伸ポリプロピレン樹脂の密度と、前記第2シーラント層の未延伸ポリプロピレン樹脂の密度との間の差は、0.10g/cm
3
未満であり、
前記基材層は、延伸ポリプロピレンフィルムであり、
前記印刷層は、シリカを含み、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層と前記第2シーラント層との間の接着強度は、5N/15mm以上であり、
前記第2シーラント層同士をヒートシールした場合、前記第2シーラント層同士の間の接着強度は、5N/15mm以上であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層の熱収縮率と前記第2シーラント層の熱収縮率とは、5.0%以下であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記基材層の熱収縮率は、25%以下である、積層体。
【請求項3】
前記第1シーラント層の熱収縮率及び前記第2シーラント層の熱収縮率は、それぞれ、前記基材層の熱収縮率よりも大きい、請求項1に記載の積層体。
【請求項4】
前記第1シーラント層の未延伸ポリプロピレン樹脂の密度は、前記第2シーラント層の未延伸ポリプロピレン樹脂の密度と等しい、請求項1に記載の積層体。
【請求項5】
前記第1シーラント層の厚みは、前記第2シーラント層の厚み以下である、請求項1に記載の積層体。
【請求項6】
前記第1シーラント層、前記基材層及び前記第2シーラント層のうちの少なくとも1つは、バイオマス由来のポリプロプロピレン及び/又はリサイクルポリプロピレンを含む、請求項1に記載の積層体。
【請求項7】
前記第1シーラント層と前記基材層との間に設けられた第1接着層と、前記基材層と前記第2シーラント層との間に設けられた第2接着層とを更に備える、請求項1に記載の積層体。
【請求項8】
前記基材層上、又は前記バリア層上に設けられた印刷層を更に備える、請求項1に記載の積層体。
【請求項9】
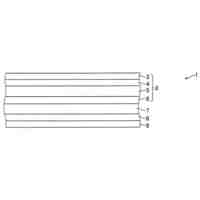
前記第1シーラント層及び前記第2シーラント層のうちの少なくとも一方は、前記外面側から前記内面側に向けて順に配置された、第1層と、第2層と、第3層と、第4層と、第5層とを有し、
前記第1層は、ポリプロピレンを含み、
前記第2層は、接着性樹脂を含み、
前記第3層は、バリア性を有する樹脂を含み、
前記第4層は、接着性樹脂を含み、
前記第5層は、ポリプロピレンを含む、請求項1に記載の積層体。
【請求項10】
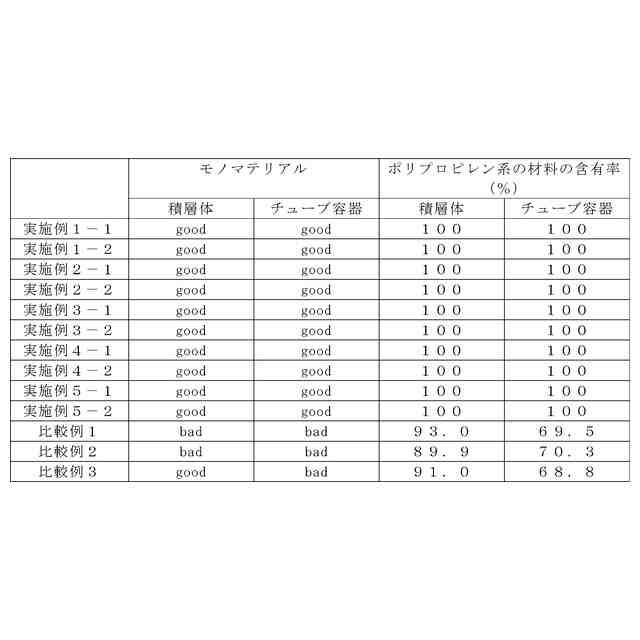
少なくとも90%以上は、ポリプロピレン系の材料であり、ポリエチレンテレフタレート及びアルミニウム箔を含まない、請求項1に記載の積層体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、積層体、チューブ容器及びキャップ付きチューブ容器に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、環境配慮包材として検討しているモノマテリアルラミネートチューブ容器では、胴部チューブにポリエチレンを使用している容器が多い(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2022-47774号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
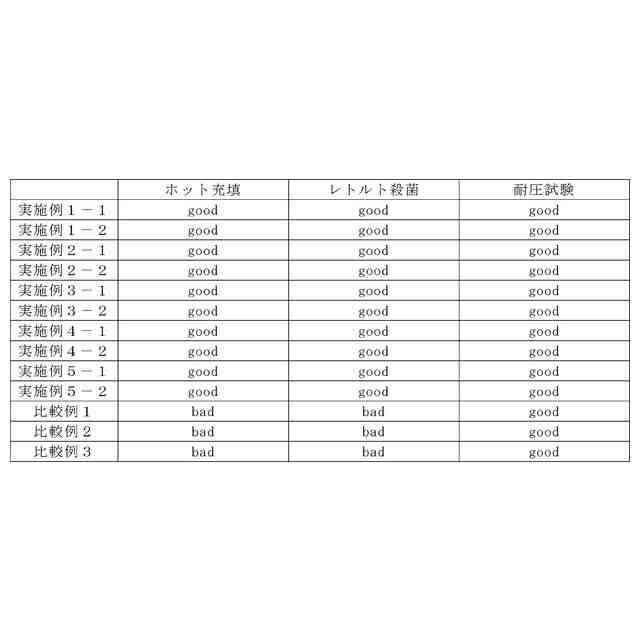
しかしながら、ヒンジキャップを使用するチューブ容器では、割れ性等を考慮して、ヒンジキャップにポリエチレンではなくポリプロピレンを使用することが主流である。このため、胴部チューブにポリエチレンを使用したチューブ容器は、キャップを含めたリサイクルに適していないといった問題がある。また、胴部チューブにポリエチレンを使用したチューブ容器は、高温での内容物充填、及び、レトルト殺菌にも適していないといった問題がある。また、胴部チューブにポリエチレンを使用したチューブ容器においても、シール適性及び印刷適性等の性能を維持することが求められている。
【0005】
本開示はこのような点を考慮してなされたものであり、所望の性能を維持しつつ、リサイクル性を向上させることが可能な、積層体、チューブ容器及びキャップ付きチューブ容器を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示の実施の形態は、以下の[1]~[14]に関する。
【0007】
[1]
外面を構成する第1シーラント層と、
内面を構成する第2シーラント層と、
前記第1シーラント層と前記第2シーラント層との間に設けられた基材層と、
前記第1シーラント層と前記基材層との間に設けられたバリア層とを備え、
前記第1シーラント層及び前記第2シーラント層は、それぞれ、密度が0.88g/cm
3
以上0.90g/cm
3
以下である未延伸ポリプロピレン樹脂を含み、
前記第1シーラント層の未延伸ポリプロピレン樹脂の密度と、前記第2シーラント層の未延伸ポリプロピレン樹脂の密度との間の差は、0.10g/cm
3
未満であり、
前記基材層は、延伸ポリプロピレンフィルムであり、
前記バリア層は、無機酸化物からなる蒸着層であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層と前記第2シーラント層との間の接着強度は、5N/15mm以上であり、
前記第2シーラント層同士をヒートシールした場合、前記第2シーラント層同士の間の接着強度は、5N/15mm以上であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層の熱収縮率と前記第2シーラント層の熱収縮率とは、それぞれ、5.0%以下であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記基材層の熱収縮率は、25%以下である、積層体。
【0008】
[2]
外面を構成する第1シーラント層と、
内面を構成する第2シーラント層と、
前記第1シーラント層と前記第2シーラント層との間に設けられた基材層と、
前記基材層の前記第2シーラント層側の面に設けられた印刷層とを備え、
前記第1シーラント層及び前記第2シーラント層は、それぞれ、密度が0.88g/cm
3
以上0.90g/cm
3
以下である未延伸ポリプロピレン樹脂を含み、
前記第1シーラント層の未延伸ポリプロピレン樹脂の密度と、前記第2シーラント層の未延伸ポリプロピレン樹脂の密度との間の差は、0.10g/cm
3
未満であり、
前記基材層は、延伸ポリプロピレンフィルムであり、
前記印刷層は、シリカを含み、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層と前記第2シーラント層との間の接着強度は、5N/15mm以上であり、
前記第2シーラント層同士をヒートシールした場合、前記第2シーラント層同士の間の接着強度は、5N/15mm以上であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記第1シーラント層の熱収縮率と前記第2シーラント層の熱収縮率とは、5.0%以下であり、
前記第1シーラント層と前記第2シーラント層とをヒートシールした場合、前記基材層の熱収縮率は、25%以下である、積層体。
【0009】
[3]
前記第1シーラント層の熱収縮率及び前記第2シーラント層の熱収縮率は、それぞれ、前記基材層の熱収縮率よりも大きい、[1]又は[2]に記載の積層体。
【0010】
[4]
前記第1シーラント層の未延伸ポリプロピレン樹脂の密度は、前記第2シーラント層の未延伸ポリプロピレン樹脂の密度と等しい、[1]乃至[3]のいずれか一つに記載の積層体。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
9か月前
東レ株式会社
積層体
1か月前
東レ株式会社
積層体
6か月前
個人
箔転写シート
1か月前
ユニチカ株式会社
積層体
5か月前
東レ株式会社
積層構造体
5か月前
東レ株式会社
積層フィルム
10日前
アイカ工業株式会社
化粧板
9か月前
東レ株式会社
積層フィルム
5か月前
東レ株式会社
強化繊維基材
1か月前
東レ株式会社
強化繊維基材
1か月前
東レ株式会社
積層フィルム
3か月前
エスケー化研株式会社
積層体
5か月前
東ソー株式会社
多層フィルム
1か月前
東ソー株式会社
多層フィルム
4か月前
積水樹脂株式会社
磁性シート
3か月前
日本バイリーン株式会社
表皮材
9日前
東ソー株式会社
蓋材用フィルム
7か月前
アイカ工業株式会社
光学積層体
2か月前
三菱製紙株式会社
不織布積層体
3か月前
大倉工業株式会社
多層フィルム
5か月前
個人
加熱調理に利用可能な鉄製品
7か月前
東洋アルミニウム株式会社
積層体
16日前
artience株式会社
積層体
2か月前
東レ株式会社
サンドイッチ構造体
9か月前
artience株式会社
積層体
24日前
豊田合成株式会社
樹脂製品
24日前
東レ株式会社
電子機器筐体用部材
5か月前
東レ株式会社
電子機器筐体用部材
5か月前
菊地シート工業株式会社
遮熱シート
5か月前
株式会社ニッカテクノ
転写箔
21日前
中京油脂株式会社
積層体
9か月前
豊田合成株式会社
積層体
9か月前
三井化学株式会社
構造体
9か月前
クラレプラスチックス株式会社
積層体
5か月前
東レ株式会社
積層体およびその製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ