TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025075620
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186913
出願日
2023-10-31
発明の名称
回転霧化頭型塗装機および静電塗装装置
出願人
アーベーベー・シュバイツ・アーゲー
,
ABB Schweiz AG
代理人
弁理士法人広和特許事務所
主分類
B05B
3/10 20060101AFI20250508BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】 塗着効率を向上できるようにする。
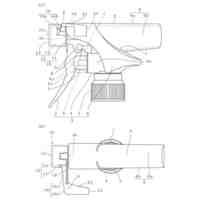
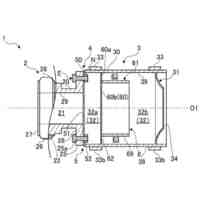
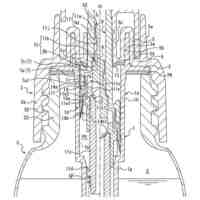
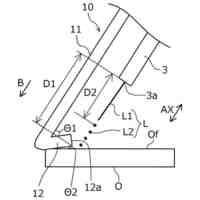
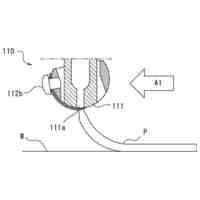
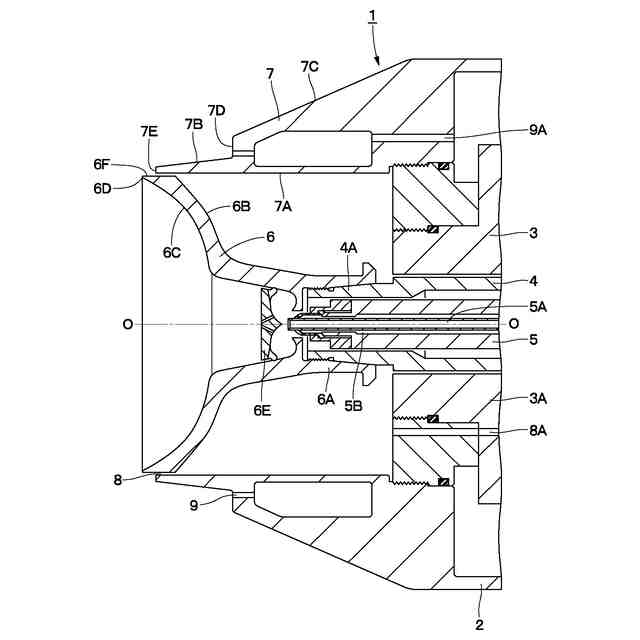
【解決手段】 シェーピングエアリング7の内筒面7Aは、均等な内径寸法に形成する。第1シェーピングエア噴出部8を環状の隙間として形成した上で、この隙間寸法aは、0.1~1.0mmに設定する。シェーピングエアリング7の前端部7Eは、回転霧化頭6の放出端縁6Dから後側に0.1~10.0mmの位置に配置する。前端部7Eの径方向の幅寸法cは、2mm以下に設定する。シェーピングエアリング7の前外筒面7Bは、後側に向けて拡開するテーパ角度βを軸線O-Oに対して25°以下に設定する。
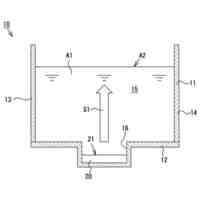
【選択図】図1
特許請求の範囲
【請求項1】
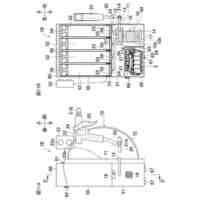
圧縮エアを動力源とするエアモータと、
前記エアモータの軸線に沿って前後方向に延びた状態で回転自在に支持され、前端部が前記エアモータから突出した中空な回転軸と、
前記回転軸内を通って前記回転軸の前記前端部まで延びたフィードチューブと、
前記回転軸の前記前端部に取付けられ、カップ状に拡開する外周面と前記フィードチューブから供給された塗料を拡散する内周面と前端に位置して塗料を放出する放出端縁とを有する回転霧化頭と、
前記回転霧化頭の外周側に設けられた円筒状のシェーピングエアリングと、
前記回転霧化頭の外周側に設けられ、前記放出端縁から放出された塗料に向けて第1シェーピングエアを噴出する第1シェーピングエア噴出部と、
を備えてなる回転霧化頭型塗装機において、
前記シェーピングエアリングの内筒面は、少なくとも前記回転霧化頭の前記外周面と対面する前側部分が均等な内径寸法に形成され、
前記第1シェーピングエア噴出部は、前記回転霧化頭の前記外周面と前記シェーピングエアリングの前記内筒面との間に環状の隙間として形成され、
前記回転霧化頭の前記外周面と前記シェーピングエアリングの前記内筒面との間の径方向の隙間寸法は、0.1~1.0mmに設定され、
前記シェーピングエアリングの前端部は、前記回転霧化頭の前記放出端縁から後側に0.1~10.0mmの位置に配置され、
前記シェーピングエアリングの前記前端部の径方向の幅寸法は、2mm以下に設定され、
前記シェーピングエアリングの外筒面は、前記シェーピングエアリングの前記前端部から後側に向けて拡開するテーパ角度が前記軸線に対して25°以下に設定されていることを特徴とする回転霧化頭型塗装機。
続きを表示(約 860 文字)
【請求項2】
請求項1に記載の回転霧化頭型塗装機において、
前記回転霧化頭の前記外周面のうち、前記シェーピングエアリングの前記内筒面と対面する前側部分は、前記放出端縁から後側に向けて縮径する方向の角度が0~10°に設定されていることを特徴とする回転霧化頭型塗装機。
【請求項3】
請求項1に記載の回転霧化頭型塗装機において、
前記シェーピングエアリングは、前記第1シェーピングエア噴出部よりも径方向の外側に位置して前記回転霧化頭を取囲んで配置され、前記放出端縁から放出された塗料に向けて第2シェーピングエアを噴出する第2シェーピングエア噴出部を備え、
前記第2シェーピングエア噴出部は、前記シェーピングエアリングの前記前端部から後側に向けて拡開するテーパ角度が25°の仮想テーパ面の内側に配置されていることを特徴とする回転霧化頭型塗装機。
【請求項4】
請求項3に記載の回転霧化頭型塗装機において、
前記第1シェーピングエアの噴出量と前記第2シェーピングエアの噴出量とを制御するシェーピングエア制御装置を備え、
前記シェーピングエア制御装置は、前記回転霧化頭から放出された塗料の噴霧パターンが小径化するように、前記第1シェーピングエアの噴出量と前記第2シェーピングエアの噴出量との割合を制御することを特徴とする回転霧化頭型塗装機。
【請求項5】
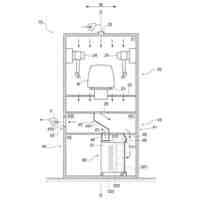
請求項1ないし4のいずれかに記載の回転霧化頭型塗装機を備えた静電塗装装置であって、
前記回転霧化頭から放出される塗料に高電圧を印加する高電圧発生器と、
前記回転霧化頭型塗装機が取り付けられた塗装機移動手段と、
前記塗装機移動手段を制御する移動手段制御装置と、
を備え、
前記移動手段制御装置は、前記放出端縁から塗装対象の塗装面までの塗装距離が90~150mmに保持されるように、前記塗装機移動手段を制御することを特徴とする静電塗装装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば自動車のボディを塗装するのに好適に用いられる回転霧化頭型塗装機および静電塗装装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般に、自動車のボディを塗装する場合には、塗料の塗着効率、塗装仕上りが良好な回転霧化頭型塗装機が用いられている。この回転霧化頭型塗装機は、圧縮エアを動力源とするエアモータと、エアモータの軸線に沿って前後方向に延びた状態で回転自在に支持され、前端部がエアモータから突出した中空な回転軸と、回転軸内を通って回転軸の前端部まで延びたフィードチューブと、回転軸の前端部に取付けられ、カップ状に拡開する外周面とフィードチューブから供給された塗料を拡散する内周面と前端に位置して塗料を放出する放出端縁とを有する回転霧化頭と、回転霧化頭の外周側に設けられた円筒状のシェーピングエアリングと、回転霧化頭の外周側に設けられ、放出端縁から放出された塗料に向けて第1シェーピングエアを噴出する第1シェーピングエア噴出部と、第1シェーピングエア噴出部よりも径方向の外側に位置して回転霧化頭を取囲んで配置され、放出端縁から放出された塗料に向けて第2シェーピングエアを噴出する第2シェーピングエア噴出部と、を備えている(特許文献1)。
【0003】
回転霧化頭型塗装機を用いた塗装では、被塗装物に対する塗着効率を向上させることによる塗料の使用量の削減、塗装ブース等の設備の簡素化による二酸化炭素の排出量の削減、塗装ブースのメンテナンス費用の削減等の効果が期待される。
【先行技術文献】
【特許文献】
【0004】
特開2003-236417号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
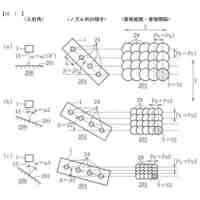
回転霧化頭型塗装機を用いた塗装では、回転霧化頭の放出端縁から放出された塗料粒子に向け、第1シェーピングエア噴出部から第1シェーピングエアを噴出し、第2シェーピングエア噴出部から第2シェーピングエアを噴出している。これにより、回転霧化頭から噴霧された塗料粒子は、整流状態になると共に、均一な膜厚分布が得られる噴霧パターンに成形される。
【0006】
しかし、回転霧化頭型塗装機(回転霧化頭)から被塗装物までの塗装距離は、回転霧化頭と被塗装物との接触防止や塗装機への汚れ防止を考慮して設定される。このような塗装距離では、シェーピングエアによる塗料粒子の直進性が低下する傾向がある。このために、塗料粒子は、被塗装物の表面を流れる空気流によって広範囲に運ばれて被塗装物(塗装面)に到達しないから、塗着効率が低下してしまう。
【0007】
そこで、シェーピングエアの流量を増やすことが考えられるが、この場合には、被塗装物の表面に沿って流れる塗料粒子が増えてしまう。これにより、回転霧化頭から放出された塗料粒子は、シェーピングエアによって生じた乱れの影響を受けることになり、乱れた流れに誘導されて被塗装物まで到達できなくなり、塗着効率が低下してしまう。
【0008】
さらに、高い塗着効率を得るための対策として、塗装距離を短くする方法がある(至近距離塗装、近接塗装等と呼ばれる)。この方法は、シェーピングエアに搬送される塗料粒子の直進性を高めることができるから、塗着効率を向上することができる。しかし、回転霧化頭から噴霧された塗料粒子の一部は、回転霧化頭の回転による遠心力の影響や、回転霧化頭の半径方向に射出されていることや、回転霧化頭の後方から噴出されるシェーピングエアの乱れに巻き込まれることで、被塗装物まで到達できていないのが現状である。
【0009】
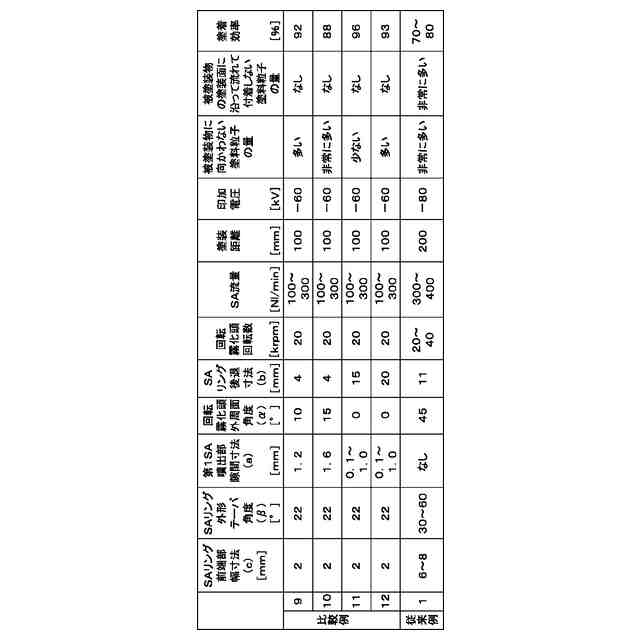
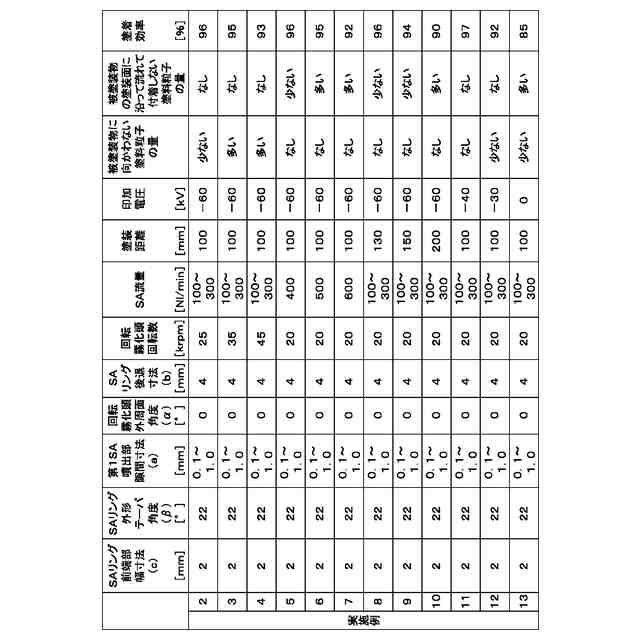
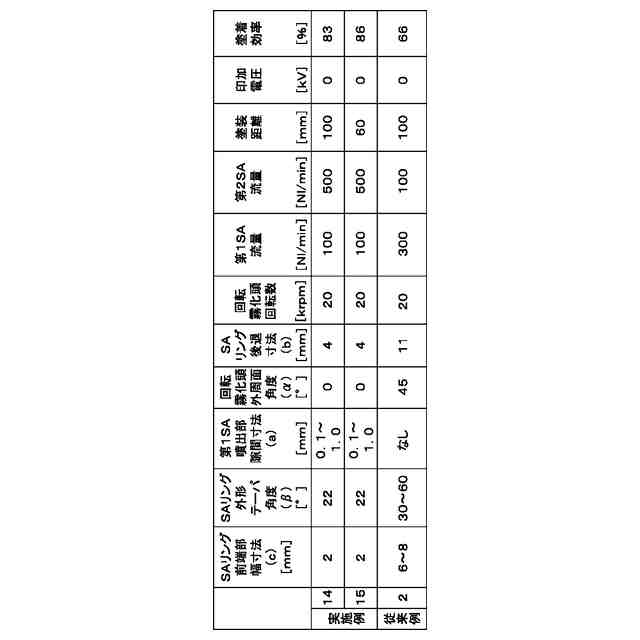
上述した課題を踏まえた上で、塗着効率を低下させる要因となる被塗装物に到達しない塗料粒子の量を大幅に減らすためには、第1に、塗装距離を短くして塗料粒子の直進性を高める、第2に、塗料粒子の飛散を減らすために塗装条件を変更する(例えば、回転霧化頭の回転数を下げる、シェーピングエアの流量を少なくする、塗料の流量を少なくする)、等が考えられる。
【0010】
まず、塗装距離を短くした場合には、被塗装物に対する塗着効率は向上するが、シェーピングエアの乱れが残存しているから、周囲に飛散して被塗装物に到達しない塗料粒子が一定量残ってしまうという問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
1か月前
菊水化学工業株式会社
塗装方法
2か月前
ベック株式会社
装飾被膜の形成方法
1か月前
中外炉工業株式会社
塗布装置
1か月前
株式会社デュプロ
シート装飾方法
3か月前
東レエンジニアリング株式会社
塗布装置
27日前
兵神装備株式会社
塗布検査システム
2か月前
富士合成株式会社
スラッジ回収構造
2か月前
株式会社大気社
塗装装置
3か月前
株式会社吉野工業所
トリガー式吐出器
2か月前
株式会社吉谷機械製作所
放水装置
3か月前
株式会社マキタ
グリース吐出装置
18日前
株式会社吉野工業所
吐出器
3か月前
トヨタ自動車東日本株式会社
塗料調色方法
1か月前
日本リグランド株式会社
流体散布ユニット
2か月前
個人
ホースやノズルの長尺部の挟持具
1か月前
ヤマホ工業株式会社
液体散布杆
6日前
株式会社吉野工業所
液体噴出器
2か月前
株式会社リコー
液滴吐出装置及び液滴吐出方法
1か月前
兵神装備株式会社
流動物供給装置
3か月前
株式会社吉野工業所
ポンプ式吐出器
3か月前
菊水化学工業株式会社
塗装方法
11日前
東レ株式会社
シート状基材への塗布装置および塗布方法
3か月前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
17日前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
11日前
株式会社カーメイト
超音波型ミスト発生装置
3日前
株式会社リコー
液体塗布装置及びキャッピング方法
1か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
トヨタ自動車株式会社
集電箔の製造方法
1か月前
株式会社不二越
塗布装置
2か月前
セイコーエプソン株式会社
液体噴射装置
1か月前
株式会社リコー
液体吐出装置及び液体吐出方法
1か月前
アスザック株式会社
塗液回収器およびスピンコーター
1か月前
株式会社ディスコ
被覆装置
1か月前
兵神装備株式会社
ノズルおよび塗布装置
3か月前
本多電子株式会社
超音波霧化装置及び超音波霧化方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ