TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063495
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172749
出願日
2023-10-04
発明の名称
集電箔の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B05D
3/02 20060101AFI20250409BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
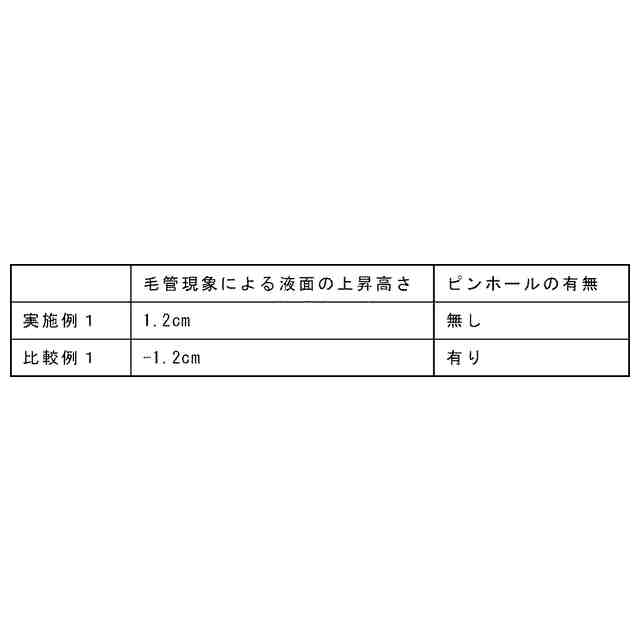
【課題】ピンホールの発生を低減できる集電箔の製造方法を提供する。
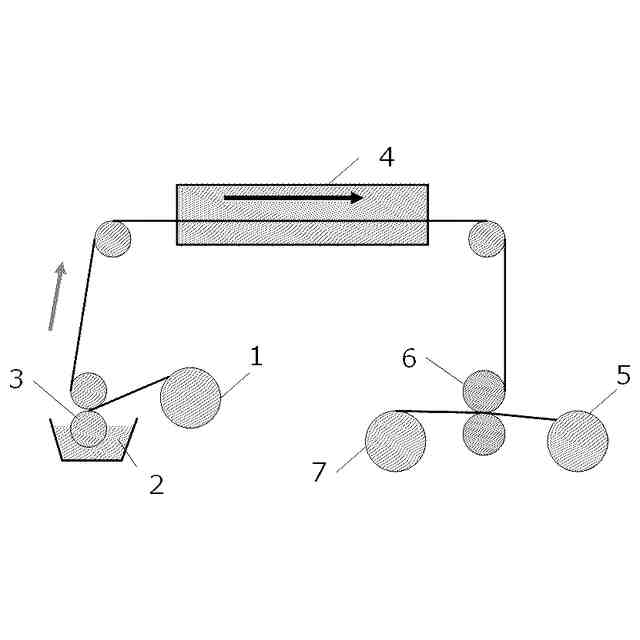
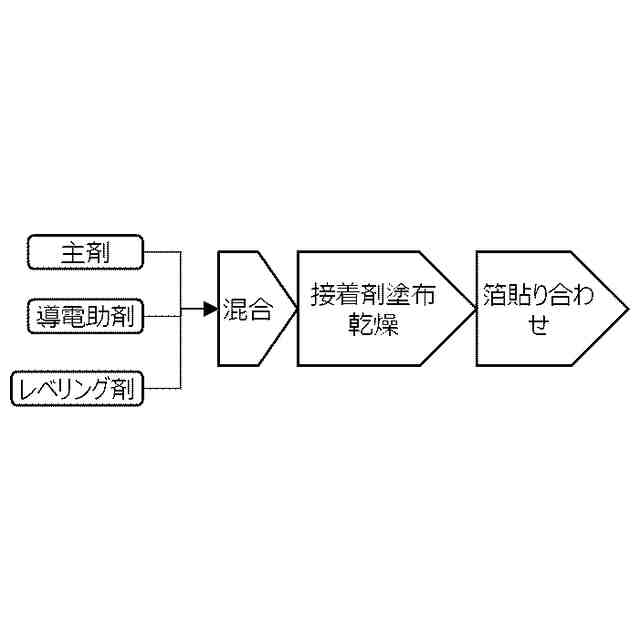
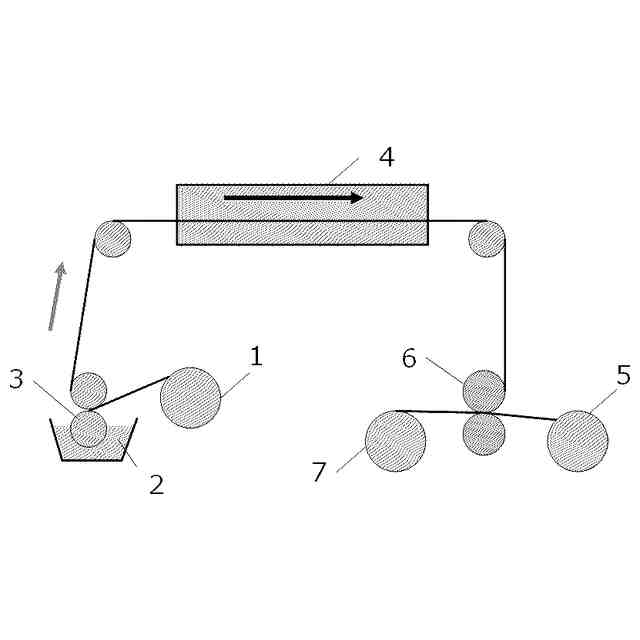
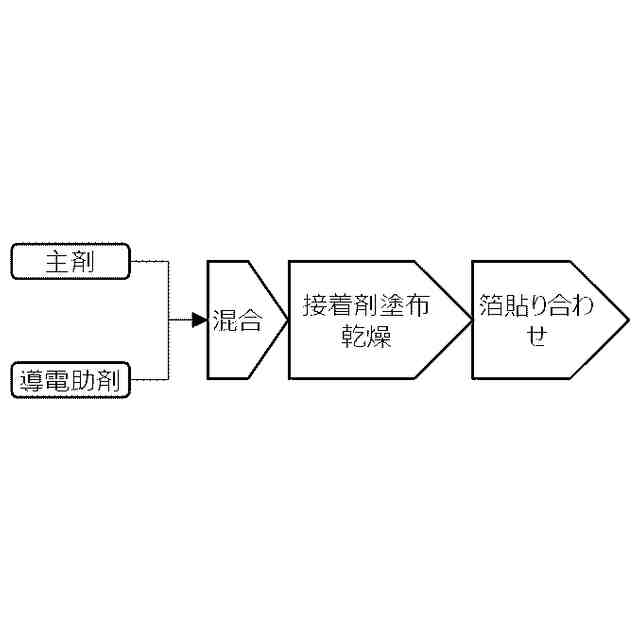
【解決手段】第1金属箔の片面に対して接着剤を塗布する、第1工程と、前記第1金属箔の前記接着剤が塗布された面に第2金属箔を貼り合わせて、加熱及び加圧して貼り合わせ箔を得る、第2工程と、前記貼り合わせ箔を巻き取りする、第3工程と、を有し、前記接着剤の表面張力が60mN/m以下であり、前記接着剤と前記第1金属箔との接触角が60°以下である、集電箔の製造方法。
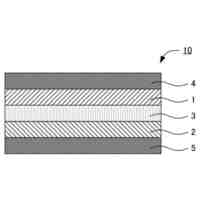
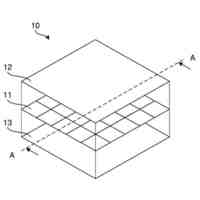
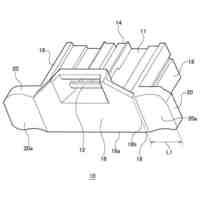
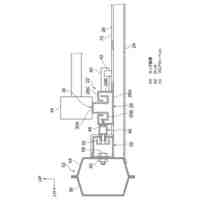
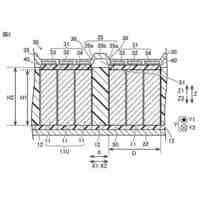
【選択図】図2
特許請求の範囲
【請求項1】
第1金属箔の片面に対して接着剤を塗布する、第1工程と、
前記第1金属箔の前記接着剤が塗布された面に第2金属箔を貼り合わせて、加熱及び加圧して貼り合わせ箔を得る、第2工程と、
前記貼り合わせ箔を巻き取りする、第3工程と、を有し、
前記接着剤の表面張力が60mN/m以下であり、
前記接着剤と前記第1金属箔との接触角が60°以下である、集電箔の製造方法。
続きを表示(約 260 文字)
【請求項2】
前記接着剤がレベリング剤を含み、
前記レベリング剤の含有量は前記接着剤の総質量に対して0.1質量%以上、1質量%以下である、請求項1に記載の集電箔の製造方法。
【請求項3】
前記接着剤が溶剤として水を含有する、請求項1に記載の集電箔の製造方法。
【請求項4】
前記第1金属箔がアルミニウム箔である、請求項3に記載の集電箔の製造方法。
【請求項5】
請求項1~請求項4のいずれか一項に記載の製造方法により得られる集電箔を用いた電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、集電箔の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1~2において開示されるような集電箔の製造方法に関して様々な技術が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開H08-007926号公報
特開2023-053669号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
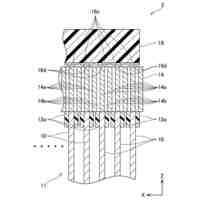
バイポーラ電池に用いられる集電箔は例えば、アルミニウム(Al)箔と銅(Cu)箔とが張り合わされたクラッド材が使用される。そして集電箔はアルミニウム箔と銅箔を圧延加工することで製造されることが知られている。この集電箔は電池容量の向上の観点から薄いことが好ましい。集電箔を薄くすると、集電箔にピンホールが生じることがある。ピンホールがあると充放電に伴いピンホールが大きくなることがある。
上記の課題の解決方法として例えば特許文献2にはAl-Cu間に、細孔内にNi部が形成されたアルマイト層を有する集電箔が提案されている。しかしながら、アルマイト処理にコストがかかる。また当該技術は、Al箔上にアルマイト層を形成するため、Al箔にピンホールが存在するとAl箔に存在するピンホール部分にはアルマイト層が形成されない等の問題がある。
【0005】
本開示は、上記実情に鑑みてなされたものであり、ピンホールの発生を低減できる集電箔の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
すなわち、本開示には、以下の態様が含まれる。
<1> 第1金属箔の片面に対して接着剤を塗布する、第1工程と、
前記第1金属箔の前記接着剤が塗布された面に第2金属箔を貼り合わせて、加熱及び加圧して貼り合わせ箔を得る、第2工程と、
前記貼り合わせ箔を巻き取りする、第3工程と、を有し、
前記接着剤の表面張力が60mN/m以下であり、
前記接着剤と前記第1金属箔との接触角が60°以下である、集電箔の製造方法。
【0007】
<2> 前記接着剤がレベリング剤を含み、
前記レベリング剤の含有量は前記接着剤の総質量に対して0.1質量%以上、1質量%以下である、前記<1>に記載の集電箔の製造方法。
【0008】
<3> 前記接着剤が溶剤として水を含有する、前記<1>又は前記<2>に記載の集電箔の製造方法。
【0009】
<4> 前記第1金属箔がアルミニウム箔である、前記<1>~前記<3>のいずれか一つに記載の集電箔の製造方法。
【0010】
<5> 前記<1>~前記<4>のいずれか一つに記載の製造方法により得られる集電箔を用いた電池の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
膜体
16日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
方法
14日前
トヨタ自動車株式会社
ロータ
3日前
トヨタ自動車株式会社
モータ
7日前
トヨタ自動車株式会社
電動車
3日前
トヨタ自動車株式会社
電動車
3日前
トヨタ自動車株式会社
自動車
8日前
トヨタ自動車株式会社
減圧弁
3日前
トヨタ自動車株式会社
光電極
1日前
トヨタ自動車株式会社
モータ
9日前
トヨタ自動車株式会社
評価装置
6日前
トヨタ自動車株式会社
ステータ
8日前
トヨタ自動車株式会社
内燃機関
今日
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
電子装置
1日前
トヨタ自動車株式会社
接続構造
6日前
トヨタ自動車株式会社
システム
1日前
トヨタ自動車株式会社
コネクタ
3日前
トヨタ自動車株式会社
熱交換器
3日前
トヨタ自動車株式会社
判定装置
8日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
車両構造
13日前
トヨタ自動車株式会社
監視装置
7日前
トヨタ自動車株式会社
電動車両
7日前
トヨタ自動車株式会社
制御装置
6日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
診断装置
7日前
トヨタ自動車株式会社
蓄電装置
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ