TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103915
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221641
出願日
2023-12-27
発明の名称
ノズル部材
出願人
株式会社吉野工業所
代理人
個人
,
個人
,
個人
主分類
B05B
11/00 20230101AFI20250702BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
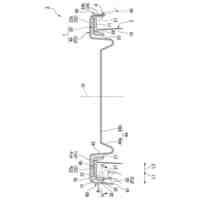
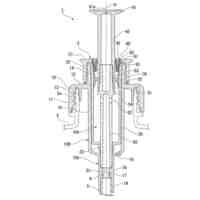
【課題】液体を直流状に遠くまで噴出できるノズル部材を提供する。
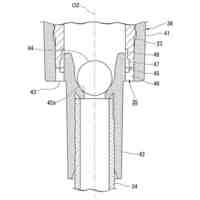
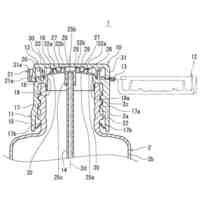
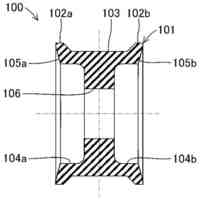
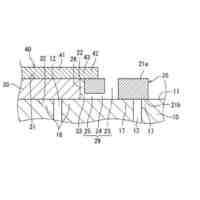
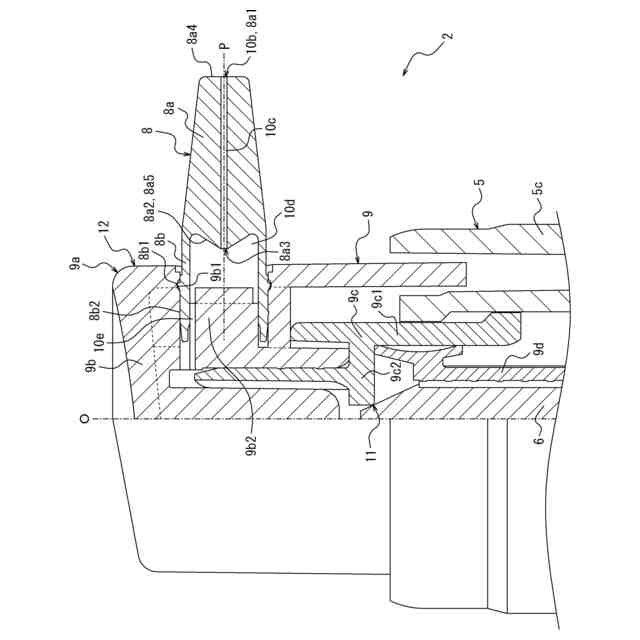
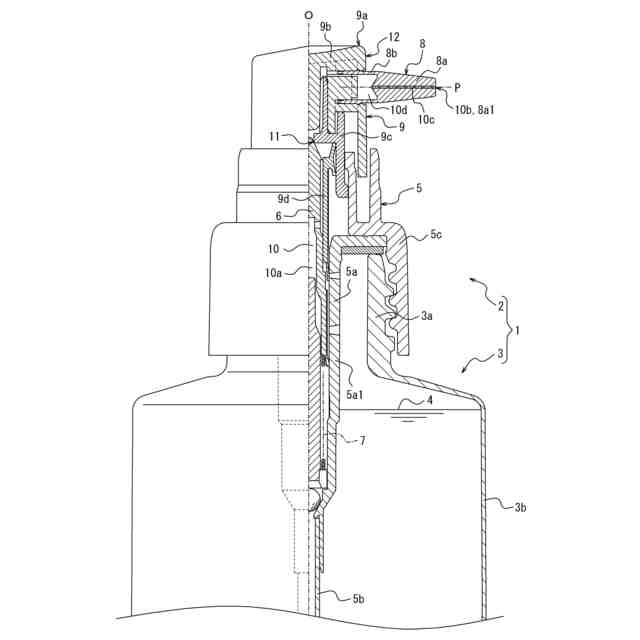
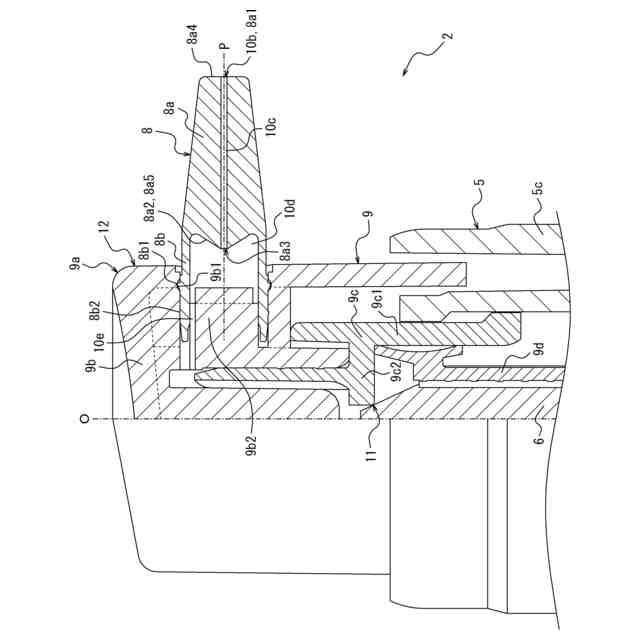
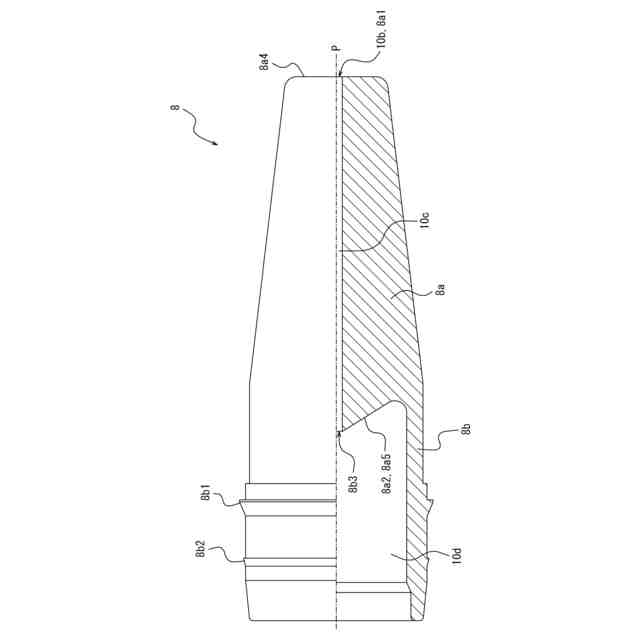
【解決手段】ノズル部材8は、容器本体3の口部3aに装着され操作に応じて容器本体3内の液体4を外部へ噴出する噴出器2のノズル部材8であって、液体4を外部へ直流状に噴出する噴出口10bとなる先端開口8a1まで延びる長尺流路10cを有するノズル本体8aを有し、ノズル本体8aは、長尺流路10cの基端開口8a3を有する本体基端面8a2と、先端開口8a1を有する本体先端面8a4とを有し、基端開口8a3を頂点としてノズル基端側に突出しノズル基端側に向けて徐々に縮径する凸面8a5を本体基端面8a2に有する。
【選択図】図2
特許請求の範囲
【請求項1】
容器本体の口部に装着され操作に応じて前記容器本体内の液体を外部へ噴出する噴出器のノズル部材であって、
前記液体を前記外部へ直流状に噴出する噴出口となる先端開口まで延びる長尺流路を有するノズル本体を有し、
前記ノズル本体は、前記長尺流路の基端開口を有する本体基端面と、前記先端開口を有する本体先端面とを有し、
前記基端開口を頂点としてノズル基端側に突出し前記ノズル基端側に向けて徐々に縮径する凸面を前記本体基端面に有し、又は、前記先端開口を頂点としてノズル先端側に突出し前記ノズル先端側に向けて徐々に縮径する凸面を前記本体先端面に有するノズル部材。
続きを表示(約 670 文字)
【請求項2】
前記本体基端面から前記ノズル基端側に延び噴出器本体に嵌合によって装着される装着筒を有し、
前記装着筒の内周面は、前記基端開口に連通する連通流路を区画する、請求項1に記載のノズル部材。
【請求項3】
請求項1に記載のノズル部材を射出成形型を用いて製造するノズル部材製造方法であって、
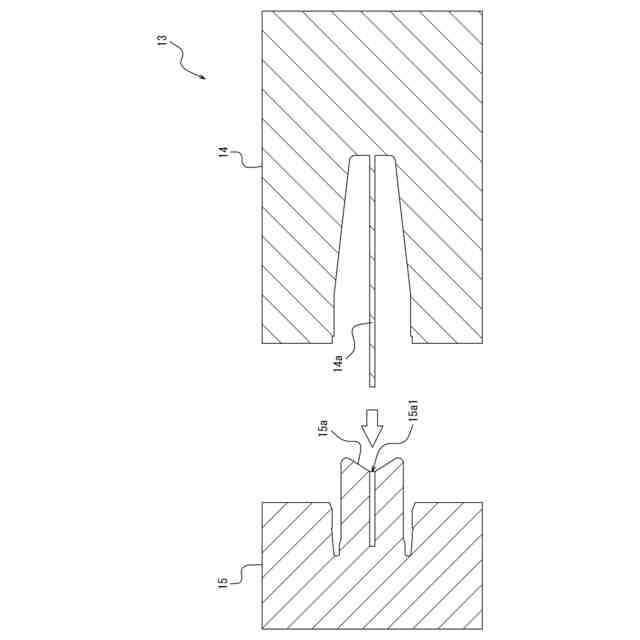
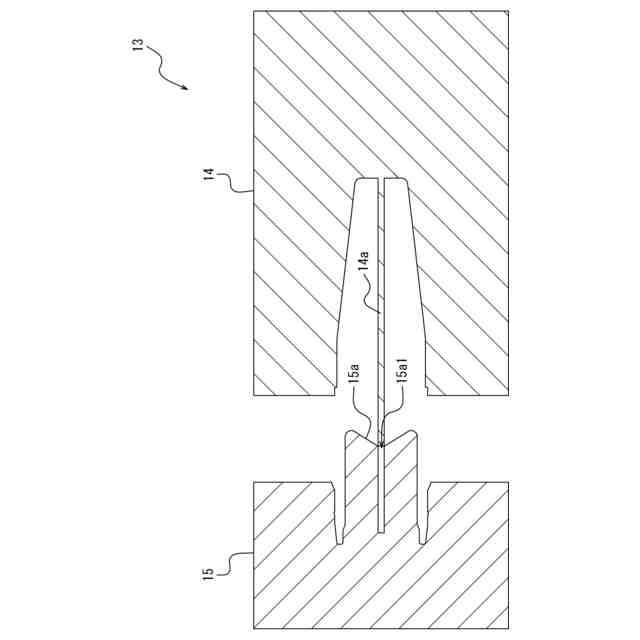
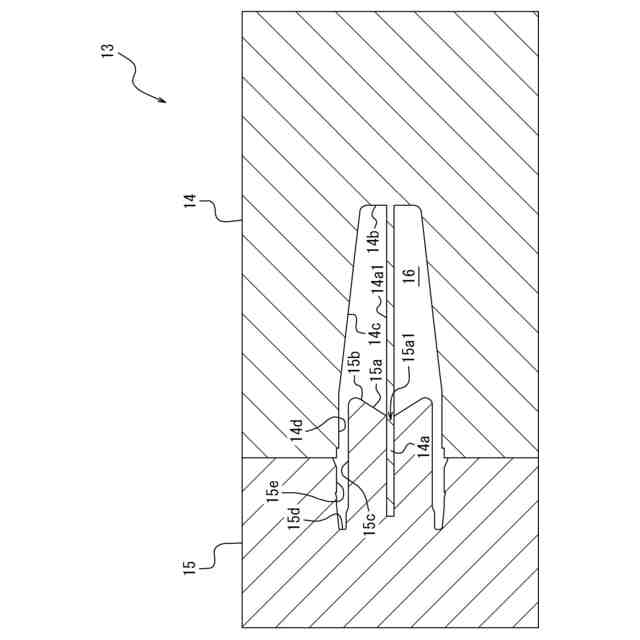
前記射出成形型は、前記長尺流路を形成するピンを有する第1成形型と、前記凸面を形成する凹面と前記凹面の底に開口する挿入穴とを有する第2成形型とを有し、
前記第1成形型の前記ピンを前記第2成形型の前記凹面によって前記挿入穴の前記開口へ案内して前記挿入穴内に挿入し、前記ピンの外周面を前記挿入穴の内周面に接触させて前記射出成形型を型締めすることで、前記凹面と、前記挿入穴に挿入されない前記ピンの非挿入部とによって区画されるキャビティを形成する型締め工程と、
型締めされた前記射出成形型の前記キャビティに溶融樹脂を流し込んで前記ノズル部材に成形する成形工程とを有する、ノズル部材製造方法。
【請求項4】
シリンダと、
前記シリンダ上を摺動する摺動部材と、
請求項1に記載のノズル部材を有し前記操作に応じて前記摺動部材を伴って前記シリンダに対する昇降動作をする保持部材と、
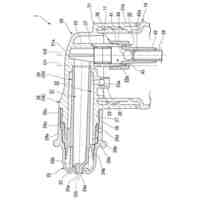
前記シリンダ及び前記摺動部材によって区画されるポンプ室を介して前記液体を前記保持部材の前記昇降動作に応じて前記ノズル部材の前記噴出口へ送り直流状に噴出させる内部流路とを有する噴出器。
発明の詳細な説明
【技術分野】
【0001】
本発明はノズル部材に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
容器本体の口部に装着され操作に応じて容器本体内の液体を外部へ噴出する噴出器のノズル部材(ノズルチップ)が知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2011-136710号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の目的は、液体を直流状に遠くまで噴出できるノズル部材を提供することにある。
【課題を解決するための手段】
【0005】
本発明の一態様は以下のとおりである。
【0006】
[1]
容器本体の口部に装着され操作に応じて前記容器本体内の液体を外部へ噴出する噴出器のノズル部材であって、
前記液体を前記外部へ直流状に噴出する噴出口となる先端開口まで延びる長尺流路を有するノズル本体を有し、
前記ノズル本体は、前記長尺流路の基端開口を有する本体基端面と、前記先端開口を有する本体先端面とを有し、
前記基端開口を頂点としてノズル基端側に突出し前記ノズル基端側に向けて徐々に縮径する凸面を前記本体基端面に有し、又は、前記先端開口を頂点としてノズル先端側に突出し前記ノズル先端側に向けて徐々に縮径する凸面を前記本体先端面に有するノズル部材。
【0007】
[2]
前記本体基端面から前記ノズル基端側に延び噴出器本体に嵌合によって装着される装着筒を有し、
前記装着筒の内周面は、前記基端開口に連通する連通流路を区画する、[1]に記載のノズル部材。
【0008】
[3]
[1]又は[2]に記載のノズル部材を射出成形型を用いて製造するノズル部材製造方法であって、
前記射出成形型は、前記長尺流路を形成するピンを有する第1成形型と、前記凸面を形成する凹面と前記凹面の底に開口する挿入穴とを有する第2成形型とを有し、
前記第1成形型の前記ピンを前記第2成形型の前記凹面によって前記挿入穴の前記開口へ案内して前記挿入穴内に挿入し、前記ピンの外周面を前記挿入穴の内周面に接触させて前記射出成形型を型締めすることで、前記凹面と、前記挿入穴に挿入されない前記ピンの非挿入部とによって区画されるキャビティを形成する型締め工程と、
型締めされた前記射出成形型の前記キャビティに溶融樹脂を流し込んで前記ノズル部材に成形する成形工程とを有する、ノズル部材製造方法。
【0009】
[4]
シリンダと、
前記シリンダ上を摺動する摺動部材と、
[1]又は[2]に記載のノズル部材を有し前記操作に応じて前記摺動部材を伴って前記シリンダに対する昇降動作をする保持部材と、
前記シリンダ及び前記摺動部材によって区画されるポンプ室を介して前記液体を前記保持部材の前記昇降動作に応じて前記ノズル部材の前記噴出口へ送り直流状に噴出させる内部流路とを有する噴出器。
【発明の効果】
【0010】
本発明によれば、液体を直流状に遠くまで噴出できるノズル部材を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社吉野工業所
蓋体
今日
株式会社吉野工業所
吐出器
今日
株式会社吉野工業所
歯ブラシ
今日
株式会社吉野工業所
スポイト容器
今日
株式会社吉野工業所
計量注出容器
今日
株式会社吉野工業所
スパウト容器
今日
株式会社吉野工業所
計量注出容器
1日前
株式会社吉野工業所
フォーマポンプ
今日
株式会社吉野工業所
ポンプ式吐出器
今日
株式会社吉野工業所
ポンプ式吐出器
28日前
株式会社吉野工業所
携帯補助具を備えた容器
今日
株式会社吉野工業所
圧縮ばね部材及び吐出器
今日
花王株式会社
吐出容器
21日前
花王株式会社
吐出容器
21日前
株式会社吉野工業所
リフィル容器、および蓋付き容器
今日
個人
微細霧発生装置
今日
ベック株式会社
被膜形成方法
1か月前
ベック株式会社
被膜形成方法
4か月前
ベック株式会社
被膜形成方法
4か月前
有限会社 芦屋ドレス
湯噴霧器
16日前
ベック株式会社
装飾被膜の形成方法
3か月前
スズカファイン株式会社
多色性塗膜
1か月前
株式会社吉野工業所
キャップ
4か月前
アイカ工業株式会社
塗料仕上げ工法
1か月前
トヨタ自動車株式会社
塗布装置
1か月前
日本ライナー株式会社
塗装装置
1か月前
プルガティオ株式会社
噴霧装置
4か月前
プルガティオ株式会社
噴霧装置
4か月前
株式会社カネカ
塗布装置
1か月前
能美防災株式会社
水噴霧ヘッド
1か月前
個人
スプレー缶高所対応携帯ホルダー
1か月前
プルガティオ株式会社
噴霧装置
4か月前
ヒット工業株式会社
マスキング具
2か月前
株式会社吉野工業所
ポンプ式吐出器
4か月前
中外炉工業株式会社
塗工装置
3か月前
東レエンジニアリング株式会社
粉体吐出装置
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ