TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091887
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207416
出願日
2023-12-08
発明の名称
塗装用ローラとその製造方法
出願人
株式会社大関
代理人
個人
主分類
B05C
17/02 20060101AFI20250612BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】塗装用ローラの組み立て作業が容易で、塗装用ハンドルの挿入不良や塗装用ローラの回転不良が起きにくい塗装用ローラとその製造方法、及びその製造に使用する加熱装置を提供する。
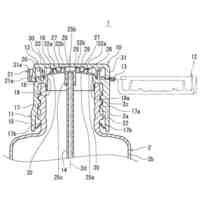
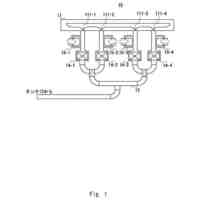
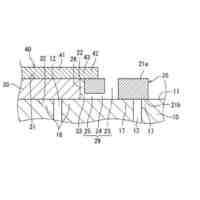
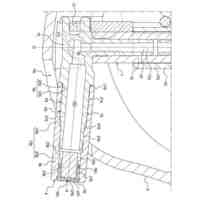
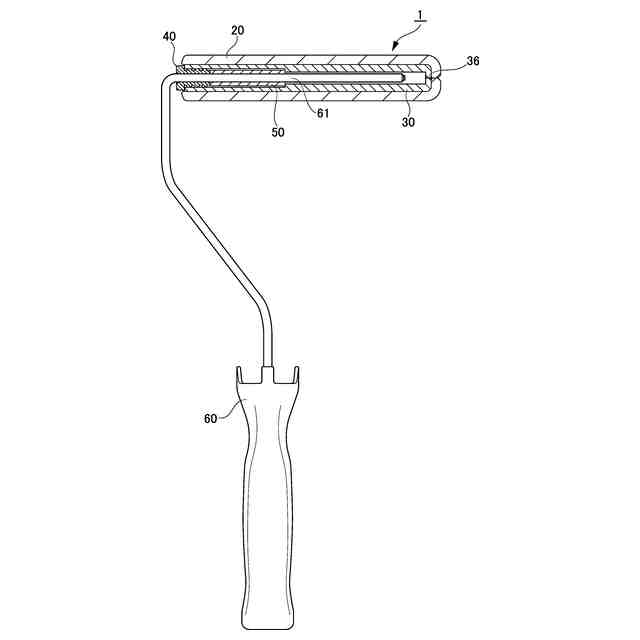
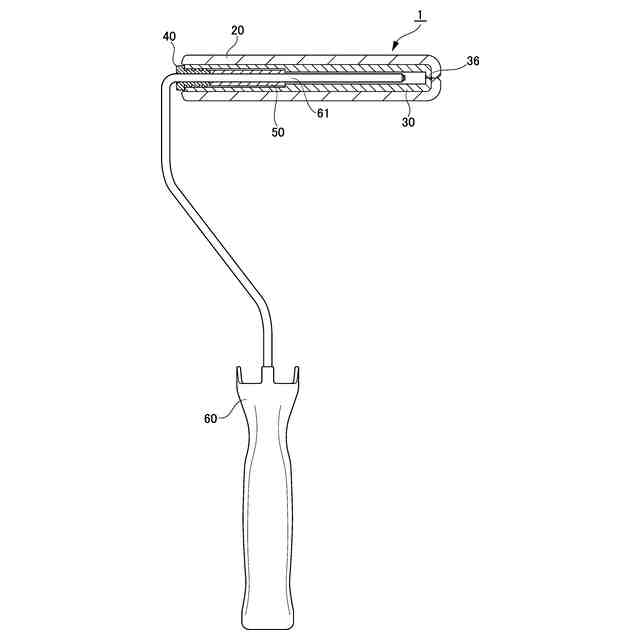
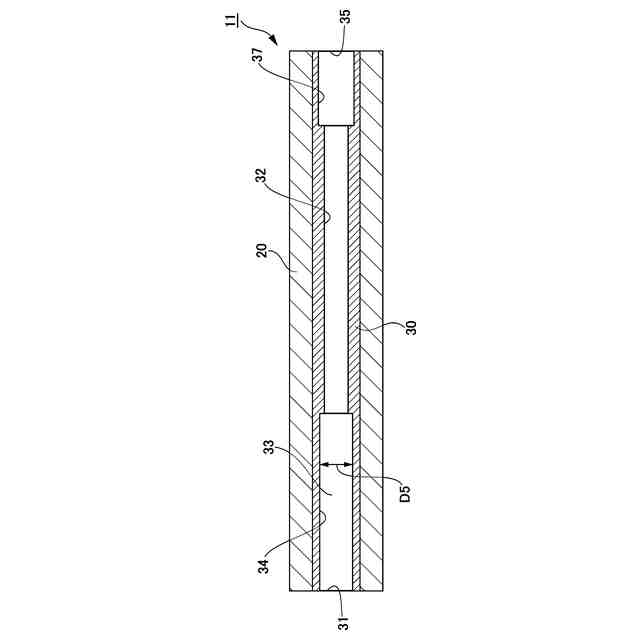
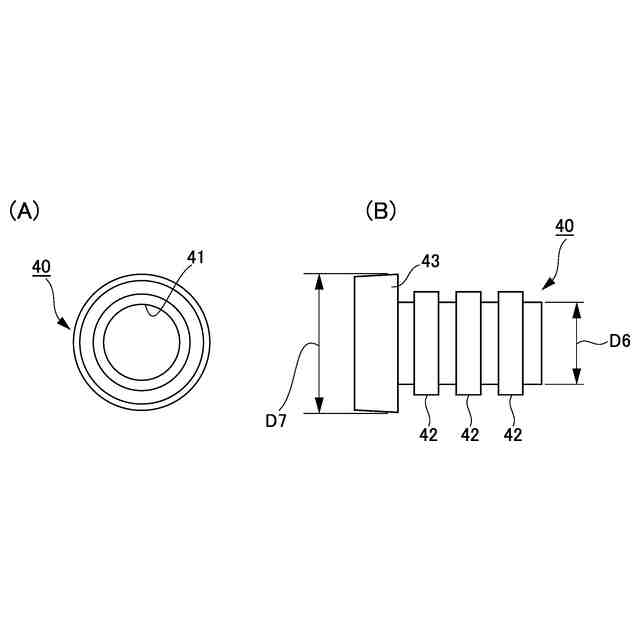
【解決手段】塗料を含有させる刷毛部20を外周に付設した筒状の本体管30と、本体管30の一方の開口端部に嵌挿され塗装用ハンドル先端軸部61を挿入する挿入口を有するキャップ40と、本体管30の内部に配設され塗装用ハンドル先端軸部61に挿着固定される固定ベアリング50とを有し、本体管30は本体管30と一体形成され前記塗装用ハンドル先端軸部61を回動自在に軸着する内径軸受け部32と、固定ベアリング50を配設可能な所要空間を有する拡径部と、開口端部ともう一方の開口端部側に形成され本体管30の閉塞部36を形成するための拡径終端部とで形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
塗料を含有させる刷毛部を外周に付設した筒状の本体管と、前記本体管の一方の開口端部に嵌挿され塗装用ハンドル先端軸部を挿入する挿入口を有するキャップと、前記本体管の内部に配設され前記塗装用ハンドル先端軸部に挿着固定される固定ベアリングとを有し、前記本体管は前記本体管と一体形成され前記塗装用ハンドル先端軸部を回動自在に軸着する内径軸受け部と、前記固定ベアリングを配設可能な所要空間を有する拡径部と、前記開口端部と違うもう一方の開口端部側に形成され前記本体管の閉塞部を形成するための拡径終端部とで形成されていることを特徴とする塗装用ローラ。
続きを表示(約 870 文字)
【請求項2】
前記本体管が熱可逆性樹脂で形成され、前記拡径終端部が熱溶着により接着閉塞されていることを特徴とする請求項1に記載の塗装用ローラ。
【請求項3】
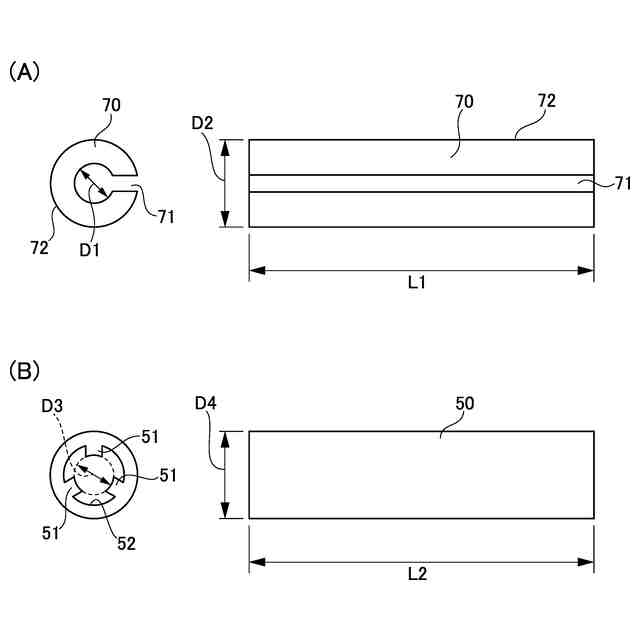
前記固定ベアリングは、前記拡径部の内径より小さい外径の管状体で、その内周壁に内爪を有し、前記内爪の先端部が前記塗装用ハンドル先端軸部と当接し保持する所要形状の熱可逆性樹脂で形成されていることを特徴とする請求項1または請求項2に記載の塗装用ローラ。
【請求項4】
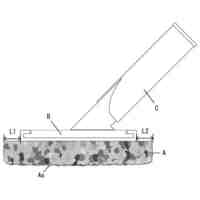
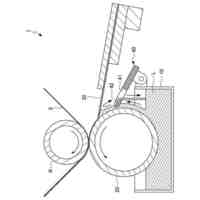
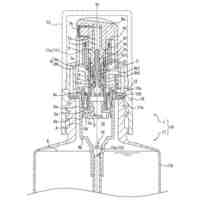
熱可逆性樹脂で形成されているパイプ材を塗装ローラ製造に適した所要長さに切断する第一切断工程と、前記第一切断されたパイプ材の外周面に帯状の刷毛材を螺旋状に巻きつけながら接着する刷毛接着工程と、前記刷毛材が接着されたパイプ材を本体管として使用する所定の長さに切断する第二切断工程と、前記第二切断工程で切断されたパイプ材の一方の開口端部より固定ベアリングを配設すると同時にキャップを嵌挿可能となる所要空間を形成するため内径を拡径する第一拡径工程と、前記第一拡径工程で拡径した開口端部と違うもう一方の開口端部より拡径終端部を形成するために内径を拡径してローラ部材を完成する第二拡径工程と、前記第二拡径工程で形成されたローラ部材の拡径終端部を内壁側からヒーターで加熱する加熱工程と、前記加熱工程で加熱した拡径終端部を押圧して変形させローラ部材の一端側を塞ぎ本体管を完成させる閉塞工程と、前記第一拡径工程で形成された拡径部に固定ベアリングを挿入し開口端部にキャップを嵌挿する組付け工程とを備えて構成したことを特徴とする塗装用ローラの製造方法。
【請求項5】
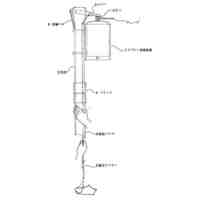
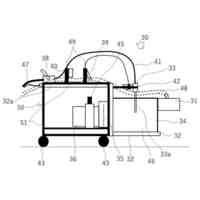
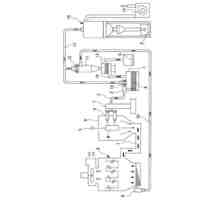
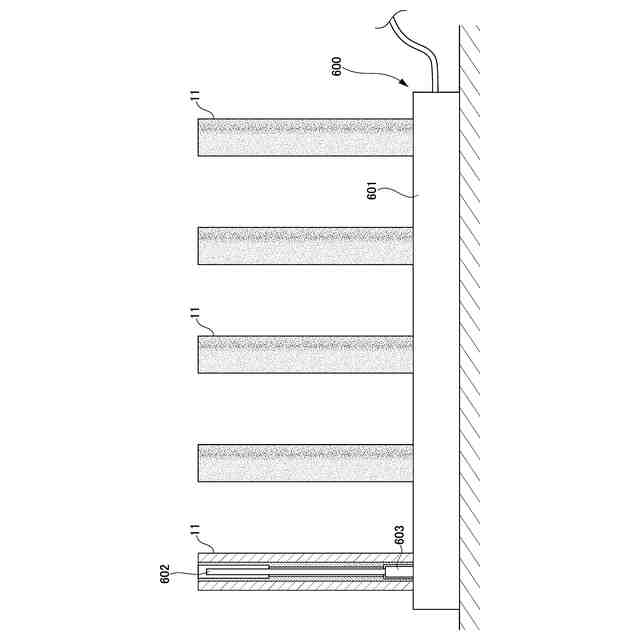
熱可逆性樹脂で形成されている本体管の拡径終端部を内壁側から加熱する加熱装置であって、複数のローラ部材を載置可能な基台部と、前記基台部に垂設されローラ部材を適正位置に載置するガイドシャフト部と、前記ガイドシャフト部の前記基台側に連設され拡径終端部を内壁側から加熱するヒーター部とからなることを特徴とする加熱装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ローラのブラシ部に塗料を含ませ、それを被塗装面に当接させ回動自在に回動させることで、塗料を塗布する作業に使用する塗装用ローラと、その製造方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来の塗装用ローラは、ブラシ部で覆われた筒体と、塗装用ハンドルから延びるシャフトを挿入するための挿入口を有する挿入部と、筒体の長手方向の他方付近に配置されシャフトの一部を受ける軸受け部と、シャフトの一部を保持する保持部(固定ベアリング)とで構成されている塗装用ローラが公開されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2021-137675号公報
特開2000-023743号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に開示された塗装用ローラでは、軸受け部を筒体に圧入する作業が必要であり、特に塗装用ローラの直径サイズが小さくなるにつれ、作業の正確性が求められ、その作業が煩雑となる問題があった。
【0005】
また、特許文献1に開示された塗装用ローラでは、軸受け部を筒体に圧入した後に筒体を溶解して第一部材を形成する実施形態も開示されているが、筒体を溶解して第一部材を形成する過程で、軸受け部が配設された位置に影響を及ぼす可能性もあった。
【0006】
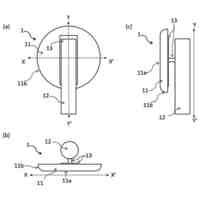
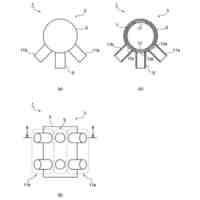
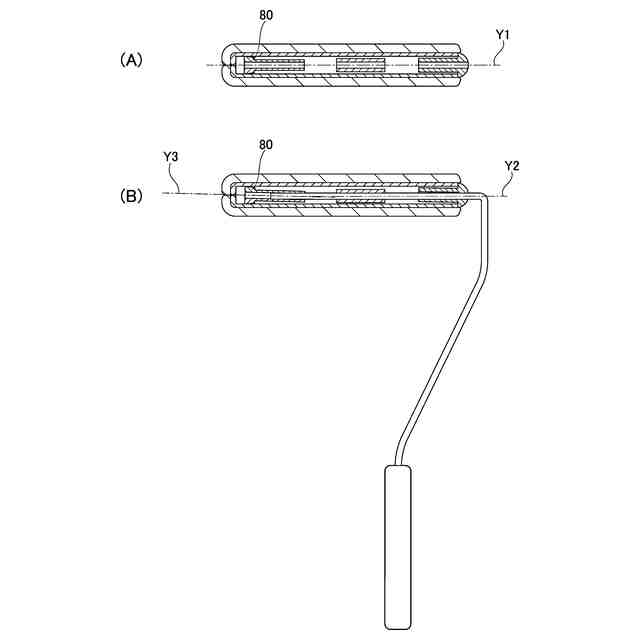
そして、上述した軸受け部の位置がずれて塗装用ローラの中心線がずれてしまうと、図7(B)に示すように、塗装用ハンドルの挿入不良や塗装用ローラの回転不良が発生し、塗装作業に不具合が生じる問題があった。
【0007】
さらに、特許文献2に開示されたような従来の塗装用ローラでは、外周にスリットを形成すると共に、その内径を塗装用ハンドルの直線部(塗装用ハンドル先端軸部)の外径よりも少し小さくして、径方向の弾性を有する合成樹脂製の固定筒(固定ベアリング)が採用されていることが一般的であった。
【0008】
しかし、特許文献2に開示された従来の固定ベアリングは、塗装用ハンドル先端軸部を挿入すると径方向に拡径し変形することで、外周面が楕円形化し、外周面の一部分が筒体内部と接触して回転抵抗となり、塗装用ローラの回転スピードが一定とならない回転不良となる問題もあった。
【0009】
本発明は、上記課題を鑑みてなされたものであり、その具体的目的は、塗装用ローラの組み立て作業が容易で、塗装用ハンドルの挿入不良や塗装用ローラの回転不良が起きにくい塗装用ローラとその製造方法、及びその製造に使用する加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記目的を達成するために案出されたものである。詳述するならば、本発明の塗装用ローラは、塗料を含有させる刷毛部を外周に付設した筒状の本体管と、前記本体管の一方の開口端部に嵌挿され塗装用ハンドル先端軸部を挿入する挿入口を有するキャップと、前記本体管の内部に配設され前記塗装用ハンドル先端軸部に挿着固定される固定ベアリングとを有し、前記本体管は前記本体管と一体形成され前記塗装用ハンドル先端軸部を回動自在に軸着する内径軸受け部と、前記固定ベアリングを配設可能な所要空間を有する拡径部と、前記開口端部と違うもう一方の開口端部側に形成され前記本体管の閉塞部を形成するための拡径終端部とを備え前記拡径終端部によって、前記拡径終端部側の開口端部が閉塞されている構成が含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社大関
塗装用ローラとその製造方法
5か月前
個人
微細霧発生装置
21日前
ベック株式会社
被膜形成方法
16日前
ベック株式会社
被膜形成方法
1か月前
ベック株式会社
被膜形成方法
16日前
ベック株式会社
被膜形成方法
16日前
ベック株式会社
被膜形成方法
16日前
ベック株式会社
被膜形成方法
16日前
有限会社 芦屋ドレス
湯噴霧器
1か月前
株式会社シラトミ
塗装方法
今日
株式会社吉野工業所
キャップ
4か月前
スズカファイン株式会社
多色性塗膜
2か月前
アイカ工業株式会社
塗料仕上げ工法
2か月前
ベック株式会社
装飾被膜の形成方法
3か月前
トヨタ自動車株式会社
塗工装置
今日
個人
スプレー缶高所対応携帯ホルダー
2か月前
株式会社カネカ
塗布装置
2か月前
トヨタ自動車株式会社
塗布装置
1か月前
日本ライナー株式会社
塗装装置
2か月前
能美防災株式会社
水噴霧ヘッド
1か月前
プルガティオ株式会社
噴霧装置
4か月前
プルガティオ株式会社
噴霧装置
4か月前
プルガティオ株式会社
噴霧装置
4か月前
ヒット工業株式会社
マスキング具
3か月前
株式会社吉野工業所
ポンプ式吐出器
4か月前
中外炉工業株式会社
塗工装置
3か月前
ブラザー工業株式会社
塗工装置
1か月前
ブラザー工業株式会社
塗工装置
1か月前
ブラザー工業株式会社
塗工装置
1か月前
東レエンジニアリング株式会社
スリットダイ
1か月前
東レエンジニアリング株式会社
粉体吐出装置
1か月前
株式会社吉野工業所
吐出器
4か月前
旭サナック株式会社
粉体塗装装置
2か月前
株式会社吉野工業所
吐出器
4か月前
トヨタ自動車株式会社
間欠塗工装置
1か月前
AWJ株式会社
ステンシルプレートセット
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ