TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089898
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204863
出願日
2023-12-04
発明の名称
耐火材料のコーティング方法
出願人
積水化学工業株式会社
代理人
個人
,
個人
主分類
B05D
1/18 20060101AFI20250609BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】ディップコートにより形成しても、浸漬槽内の耐火材料が汚染されることが防止できる、耐火材料のコーティング方法を提供する。
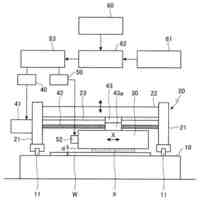
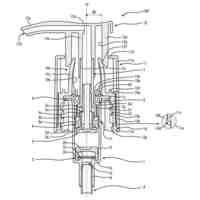
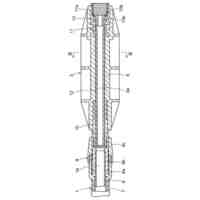
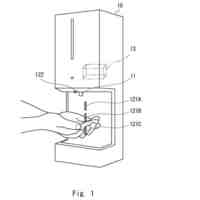
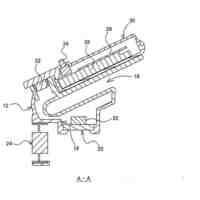
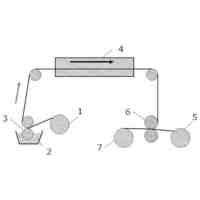
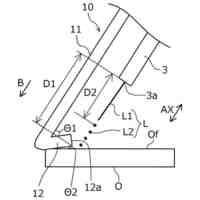
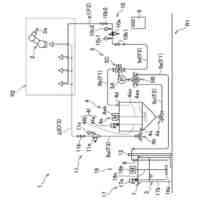
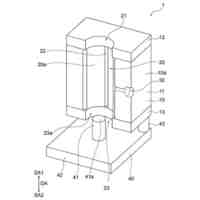
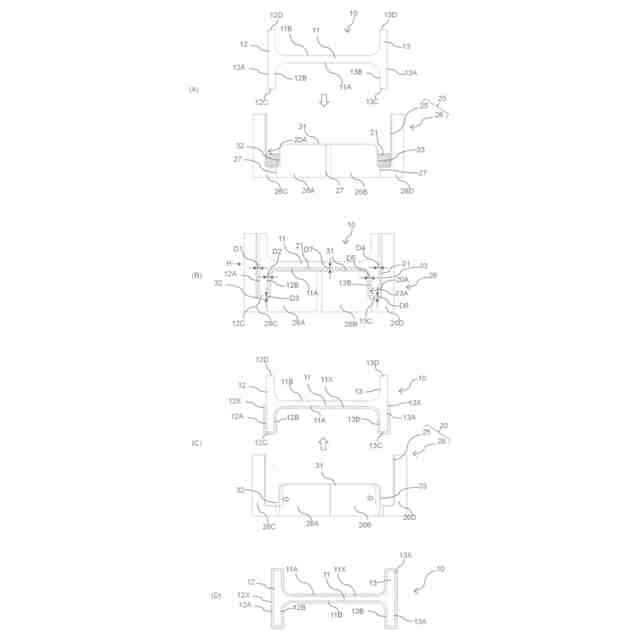
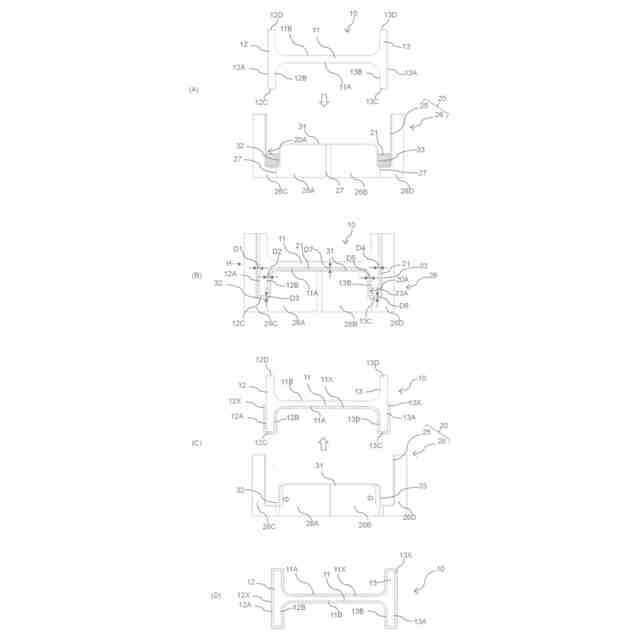
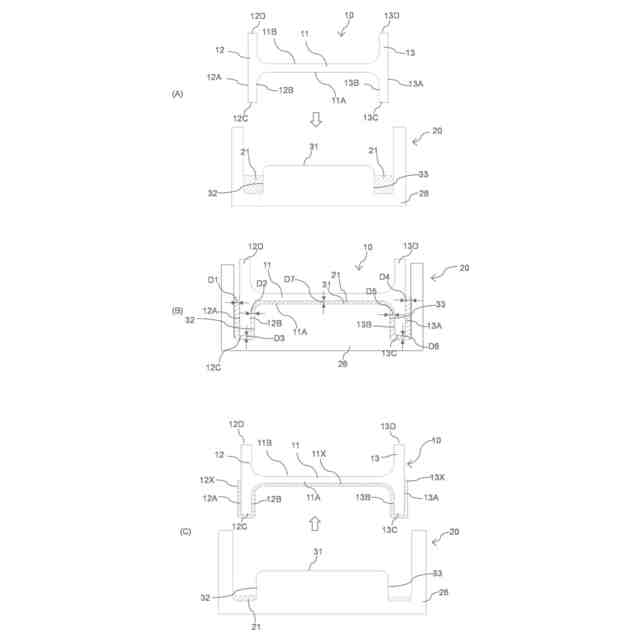
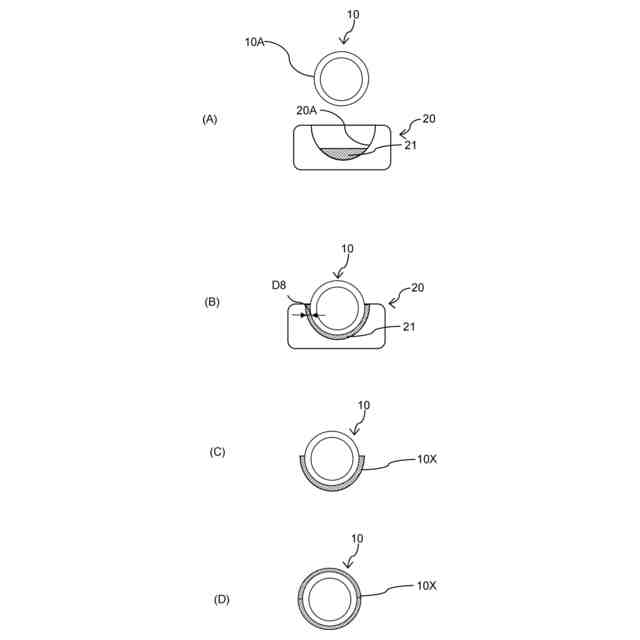
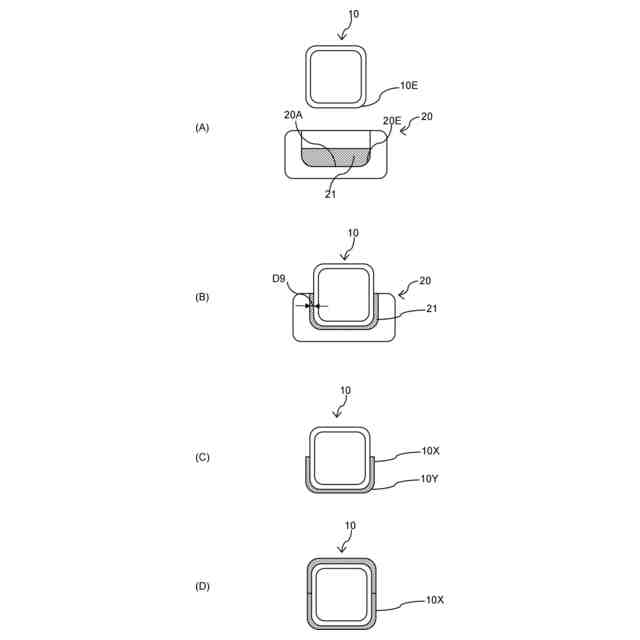
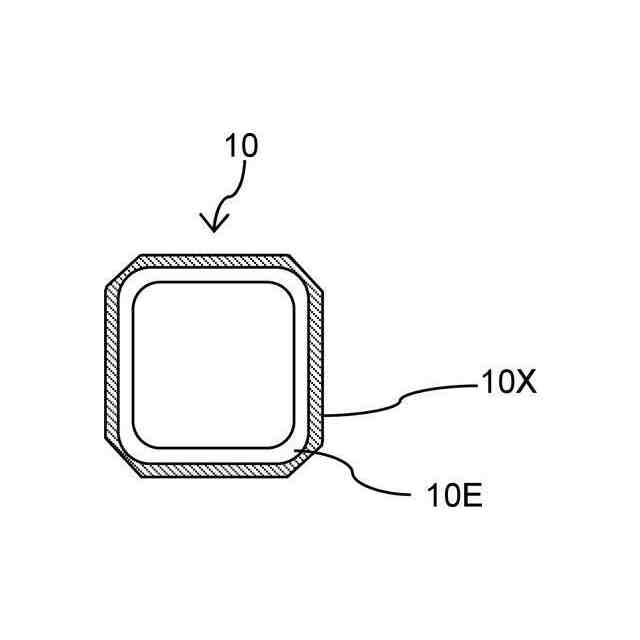
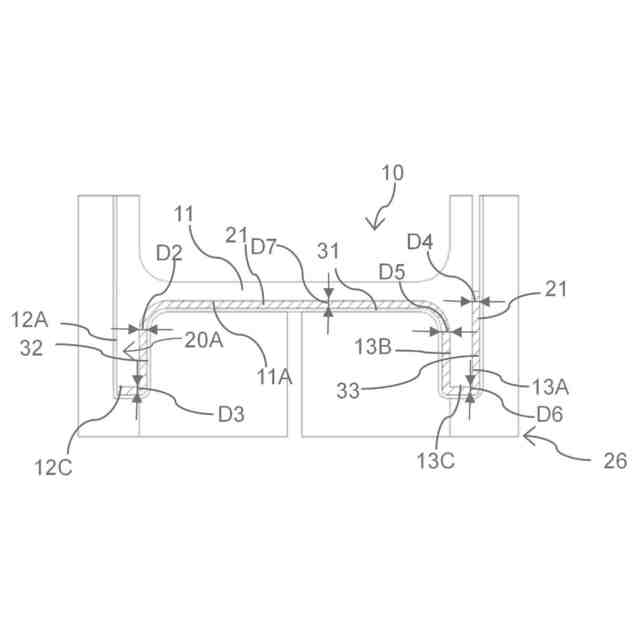
【解決手段】耐火材料のコーティング方法は、樹脂及び熱膨張性成分を含み、かつ浸漬槽20の内部に入れられた耐火材料21に、被塗工物10を浸漬する浸漬工程を備える。浸漬槽20の内面20Aの少なくとも一部は、浸漬された被塗工物10の少なくとも一部の外面に対して所定の間隔D1~D7が設けられ、かつ被塗工物10に対応した形状を有する。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂及び熱膨張性成分を含み、かつ浸漬槽の内部に入れられた耐火材料に、被塗工物を浸漬する浸漬工程を備え、
前記浸漬槽の内面の少なくとも一部は、浸漬された前記被塗工物の少なくとも一部の外面に対して所定の間隔が設けられ、被塗工物に対応した形状を有する、耐火材料のコーティング方法。
続きを表示(約 780 文字)
【請求項2】
前記被塗工物の少なくとも一部の外面には、前記所定の間隔に対応した厚みを有する、前記耐火材料の塗膜が形成される、請求項1に記載のコーティング方法。
【請求項3】
前記被塗工物の少なくとも一部の外面には、前記浸漬工程における前記外面と、前記浸漬槽の内面との間隔より小さい、前記耐火材料の塗膜が形成される、請求項1に記載のコーティング方法。
【請求項4】
前記被塗工物の一部の外面には、前記所定の間隔に対応した厚みを有する、前記耐火材料の塗膜が形成されるとともに、
前記被塗工物の他の一部の外面には、前記浸漬工程における前記外面と、前記浸漬槽の内面との間隔より小さい、前記耐火材料の塗膜が形成される、請求項1に記載のコーティング方法。
【請求項5】
前記浸漬工程が、前記被塗工物の外面の一部がコートされるように、加熱された前記被塗工物を前記耐火材料に浸漬する第1浸漬工程を含む、請求項1に記載のコーティング方法。
【請求項6】
前記浸漬工程が、前記被塗工物の外面の一部とは別の一部がコートされるように、加熱された前記被塗工物を前記耐火材料に浸漬する第2浸漬工程を含み、
前記第2浸漬工程を前記第1浸漬工程の後に行う、請求項5に記載のコーティング方法。
【請求項7】
前記耐火材料が、可塑剤を更に含む、請求項1に記載のコーティング方法。
【請求項8】
前記樹脂が前記可塑剤中にゾル状に分散されるプラスチゾルである、請求項7に記載のコーティング方法。
【請求項9】
前記被塗工物を加熱する加熱工程を含み、
加熱された前記被塗工物を、前記耐火材料に浸漬させる請求項1~8のいずれか1項に記載のコーティング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、建築物の構造材などに対する、耐火材料のコーティング方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
構造上重要な要素である建築物の構造材などは、火災から保護するために耐火材が被覆されることがある。建築物の構造材は、鋼材により形成されることが一般的である。また、耐火材は、火災時に膨張して断熱層を形成して、建築物の構造材を火炎や火災時の熱から保護することができる。従来、耐火材としては、熱膨張性黒鉛を含む耐火性樹脂組成物を予めシート状に成形した耐火シートが知られている。
【0003】
また、耐火材としては、耐火塗料も知られている。耐火塗料としては、例えば特許文献1に開示されるように、発泡剤、炭化剤、無機質粉末、バインダーを含有するものが知られている。耐火塗料は、有機溶剤で希釈されたものが構造材などに塗布されて施工されることが一般的である。
【先行技術文献】
【特許文献】
【0004】
特開平5-86310号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、耐火シートは、建築現場にて建築物の構造材に巻き付けられて取り付けられることが一般的であるが、構造材の形状が複雑であったりすると、構造材に取り付ける際の作業性が低下するおそれがある。
【0006】
一方で、耐火塗料は、構造材の形状が複雑であっても比較的容易に塗布することができるが、構造材などに塗布する際に液だれが生じることがあり、また、塗布後の乾燥時間や硬化時間が一定時間以上掛かり、作業性が良好とはいえない。さらに、耐火材は、十分な耐火性能を発揮させるためには一定以上の厚みが必要となるが、耐火塗料は、厚みを大きくしようとすると、液だれがより生じやすくなり、かつ乾燥時間や硬化時間もより一層必要となり、作業性が低下しやすくなる。
【0007】
そこで、本発明者らは、耐火材料をディップコートにより構造材の表面にコートすることを検討している。ディップコートは、一般的に大量の塗工液が貯留された浸漬槽に被塗工物を浸漬して行うことが一般的である。しかし、鋼材などの構造材を耐火材料に浸漬すると、浸漬槽内の耐火材料が汚染されて、原料ロスが多くなり、また、良好な品質の耐火材を安定的に得ることができないという問題がある。
【0008】
そこで、本発明は、ディップコートにより形成しても、浸漬槽内の耐火材料が汚染されることが防止でき、厚みを制御できる耐火材料のコーティング方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明は、以下の[1]~[9]を提供する。
[1]樹脂及び熱膨張性成分を含み、かつ浸漬槽の内部に入れられた耐火材料に、被塗工物を浸漬する浸漬工程を備え、
前記浸漬槽の内面の少なくとも一部は、浸漬された前記被塗工物の少なくとも一部の外面に対して所定の間隔が設けられ、被塗工物に対応した形状を有する、耐火材料のコーティング方法。
[2]前記被塗工物の少なくとも一部の外面には、前記所定の間隔に対応した厚みを有する、前記耐火材料の塗膜が形成される、上記[1]に記載のコーティング方法。
[3]前記被塗工物の少なくとも一部の外面には、前記浸漬工程における前記外面と、前記浸漬槽の内面との間隔より小さい、前記耐火材料の塗膜が形成される、上記[1]に記載のコーティング方法。
[4]前記被塗工物の一部の外面には、前記所定の間隔に対応した厚みを有する、前記耐火材料の塗膜が形成されるとともに、
前記被塗工物の他の一部の外面には、前記浸漬工程における前記外面と、前記浸漬槽の内面との間隔より小さい、前記耐火材料の塗膜が形成される、上記[1]に記載のコーティング方法。
[5]前記浸漬工程が、前記被塗工物の外面の一部がコートされるように、加熱された前記被塗工物を前記耐火材料に浸漬する第1浸漬工程を含む、上記[1]~[4]のいずれかに記載のコーティング方法。
[6]前記浸漬工程が、前記被塗工物の外面の一部とは別の一部がコートされるように、加熱された前記被塗工物を前記耐火材料に浸漬する第2浸漬工程を含み、
前記第2浸漬工程を前記第1浸漬工程の後に行う、上記[5]に記載のコーティング方法。
[7]前記耐火材料が、可塑剤を更に含む、上記[1]~[6]のいずれかに記載のコーティング方法。
[8]前記樹脂が前記可塑剤中にゾル状に分散されるプラスチゾルである、上記[7]に記載のコーティング方法。
[9]前記被塗工物を加熱する加熱工程を含み、
加熱された前記被塗工物を、前記耐火材料に浸漬させる上記[1]~[8]のいずれかに記載のコーティング方法。
【発明の効果】
【0010】
本発明によれば、ディップコートにより耐火材を形成しても、浸漬槽内の耐火材料が汚染されることが防止できる、耐火材料のコーティング方法を提供する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
21日前
ベック株式会社
被膜形成方法
21日前
ベック株式会社
被膜形成方法
2か月前
中外炉工業株式会社
塗布装置
2か月前
ベック株式会社
装飾被膜の形成方法
3か月前
プルガティオ株式会社
噴霧装置
5日前
プルガティオ株式会社
噴霧装置
5日前
プルガティオ株式会社
噴霧装置
5日前
東レエンジニアリング株式会社
塗布装置
2か月前
株式会社吉野工業所
ポンプ式吐出器
今日
株式会社吉野工業所
吐出器
4日前
株式会社マキタ
グリース吐出装置
2か月前
トヨタ自動車東日本株式会社
塗料調色方法
3か月前
株式会社大関
塗装用ローラとその製造方法
18日前
ヤマホ工業株式会社
液体散布杆
1か月前
個人
ホースやノズルの長尺部の挟持具
2か月前
リンテック株式会社
機能性層の製造方法
1か月前
株式会社リコー
液滴吐出装置及び液滴吐出方法
3か月前
菊水化学工業株式会社
塗装方法
2か月前
ライオン株式会社
吐出用器具
20日前
ライオン株式会社
吐出用器具
20日前
株式会社カネカ
積層体の製造方法、及び成形体の製造方法
2か月前
株式会社JVCケンウッド
噴霧装置、及び噴霧方法
2か月前
株式会社IEC
補助装置
1か月前
株式会社リコー
液体塗布装置及びキャッピング方法
3か月前
株式会社カーメイト
超音波型ミスト発生装置
1か月前
トヨタ自動車株式会社
集電箔の製造方法
2か月前
アスザック株式会社
塗液回収器およびスピンコーター
3か月前
株式会社ディスコ
被覆装置
2か月前
トヨタ自動車株式会社
集電箔の製造方法
2か月前
セイコーエプソン株式会社
液体噴射装置
3か月前
日産自動車株式会社
液滴吐出装置
今日
個人
噴射ノズル
1か月前
株式会社リコー
液体吐出部、印刷装置、印刷方法
26日前
株式会社IEC
塗料供給装置
1か月前
ナブテスコ株式会社
塗布装置及び塗布方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ