TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025021575
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023125365
出願日
2023-08-01
発明の名称
シート状基材への塗布装置および塗布方法
出願人
東レ株式会社
代理人
主分類
B05C
5/02 20060101AFI20250206BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】
どのような塗布液や塗布条件であっても、シート状基材に薄い塗布膜を品質よく形成可能な塗布装置および塗布方法を提供する。
【解決手段】
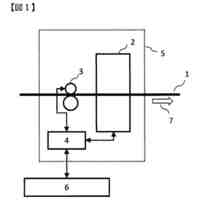
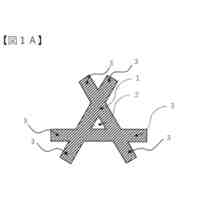
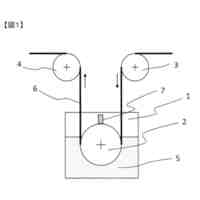
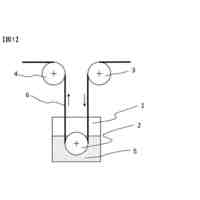
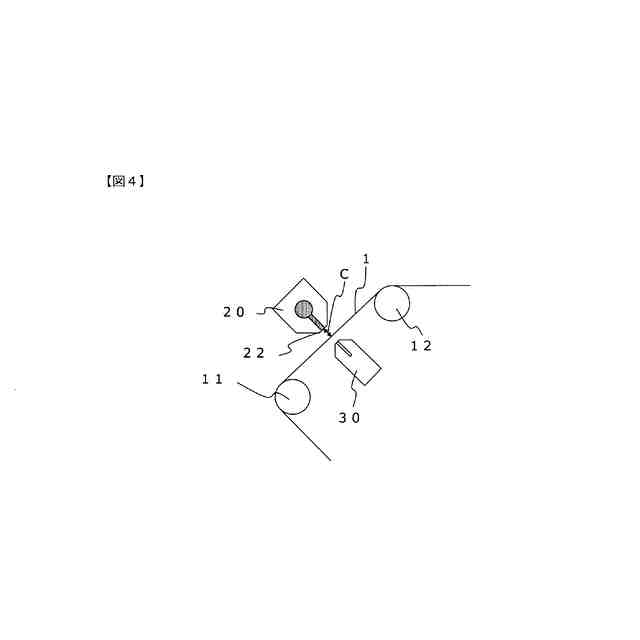
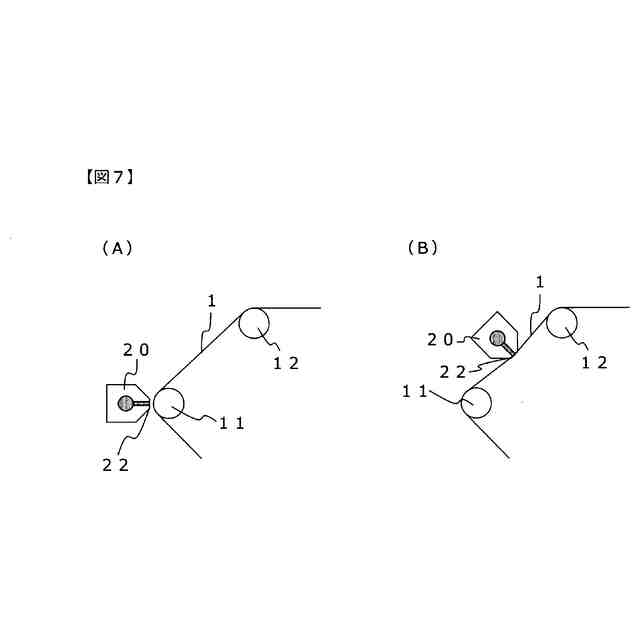
本発明の塗布装置は、連続して搬送されるシート状の基材に塗布膜を形成する塗布装置であって、シート状基材の幅の方向を幅方向として、シート状基材の搬送機構と、幅方向に延びるスリット状の塗布液の吐出口が形成された吐出面を有し、上記吐出面が上記シート状基材に対向するように配置されるダイと、上記シート状基材を介して上記ダイと対向する位置に配置され、上記吐出面の方向にエアを吹き付けるエアノズルであって、当該エアノズルから吹き付けられるエアの上記シート状基材の面での幅方向の吹き付け幅が上記塗布液の吐出口の幅方向の長さの80%以上であるエアノズルと、を有する。
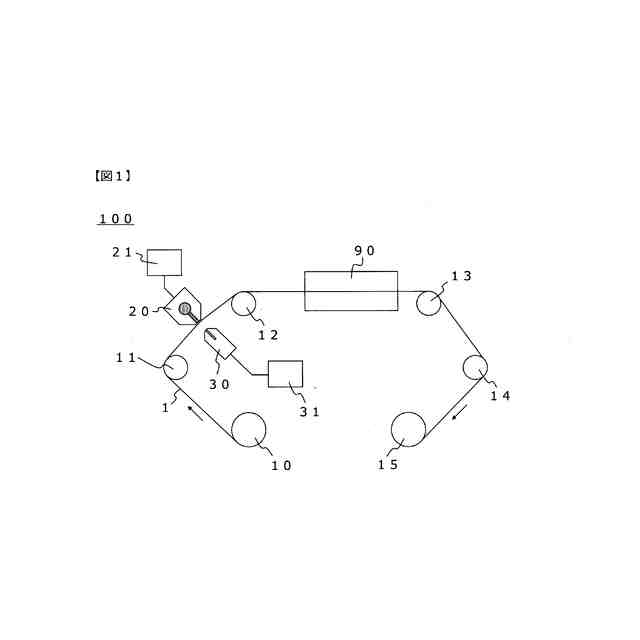
【選択図】図1
特許請求の範囲
【請求項1】
連続して搬送されるシート状の基材に塗布膜を形成する塗布装置であって、
シート状基材の幅の方向を幅方向として、
シート状基材の搬送機構と、
幅方向に延びるスリット状の塗布液の吐出口が形成された吐出面を有し、前記吐出面が前記シート状基材に対向するように配置されるダイと、
前記シート状基材を介して前記ダイと対向する位置に配置され、前記吐出面の方向にエアを吹き付けるエアノズルであって、当該エアノズルから吹き付けられるエアの前記シート状基材の面での幅方向の吹き付け幅が前記塗布液の吐出口の幅方向の長さの80%以上であるエアノズルと、
を有する、シート状基材への塗布装置。
続きを表示(約 1,100 文字)
【請求項2】
前記エアの吹き付け幅が前記塗布液の吐出口の幅方向の長さの90%以上110%以下である、請求項1のシート状基材への塗布装置。
【請求項3】
前記エアノズルが幅方向に延びるスリット状のエアの吐出口を有する、請求項1のシート状基材への塗布装置。
【請求項4】
前記ダイが、前記エアノズルから前記シート状基材へのエアの吹き付けを停止した状態において、前記吐出面と前記シート状基材が接触しない位置に設置されている、請求項1のシート状基材への塗布装置。
【請求項5】
前記ダイに塗布液を供給する供給機構および制御部を有し、
前記制御部は、
前記エアノズルからのエアの吹き付けと前記供給機構からの塗布液の供給を制御するものであり、
前記供給機構からの塗布液の供給と停止を繰り返しつつ、塗布液の供給を停止している間の少なくとも一部で前記エアノズルからのエアの吹き付けを停止するように制御する、
請求項1のシート状基材への塗布装置。
【請求項6】
連続して搬送されるシート状の基材に塗布膜を形成する塗布方法であって、
シート状基材の幅の方向を幅方向として、
幅方向に延びるスリット状の塗布液の吐出口が形成された吐出面を有するダイを、前記塗布液の吐出口がシート状基材に対向するように配置し、
前記塗布液の吐出口から搬送されている前記シート状基材に塗布液を吐出しながら、
前記シート状基材の前記ダイが配置されている側とは反対側から、前記ダイの吐出面の方向に、前記シート状基材の面での幅方向の吹き付け幅が前記塗布液の吐出口の幅方向の長さの80%以上となるように、前記シート状基材へエアを吹き付ける、
シート状基材への塗布方法。
【請求項7】
前記エアの吹き付け幅が前記塗布液の吐出口の幅方向の長さの90%以上110%以下である、請求項6のシート状基材への塗布方法。
【請求項8】
エアが前記シート状基材にスリット状に吹き付けられる、請求項6のシート状基材への塗布方法。
【請求項9】
エアが前記シート状基材に吹き付けられていない状態において、前記ダイの吐出面が前記シート状基材と接触しない、請求項6のシート状基材への塗布方法。
【請求項10】
前記シート状基材に間欠的に塗布膜を形成する塗布方法であって、
前記塗布液の吐出口からの塗布液の吐出と停止を繰り返しつつ、塗布液の吐出を停止している間の少なくとも一部でエアの吹き付けを停止させる、
請求項6のシート状基材への塗布方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はシート状基材に塗布膜を形成する塗布装置および塗布方法に関し、特に塗布膜が薄膜であっても品質よく形成可能な塗布装置および塗布方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
フィルムや金属箔、紙、織物、不織布などのシート状基材に機能性塗布膜を形成する塗布技術は、機能性フィルム、紙製品、布製品、膜製品、電池、電化製品部材、半導体部材などさまざまな分野に用いられている。特に塗布膜の膜厚均一性が要求される用途には、スリット状の吐出口を有する塗布用ダイが好適に用いられる。ダイを用いた塗布装置には種々のものがあるが、塗布膜が薄膜の場合には特許文献1や特許文献2のように、シート状基材にダイの吐出面を押し当てながら塗布液を吐出するエクストルージョン塗布装置が開示されている。エクストルージョン塗布装置では、ダイから吐出される塗布液の圧力とシート状基材の搬送張力の釣り合いにより、シート状基材の厚みムラや搬送ローラの偏心の影響を受けることなく、ダイの吐出面とシート状基材の間に一定の厚みの液溜りが維持され、薄い塗布膜を安定して形成することが可能である。
【先行技術文献】
【特許文献】
【0003】
特開2016-36761号公報
特許第2754038号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1や特許文献2に開示されている方法では、シート状基材の搬送張力に対しダイから吐出される塗布液の圧力が極端に小さい場合、具体的には塗布液の粘度が低い、塗布膜の厚みが極端に薄い、シート状基材の搬送速度が遅いなどの場合に、シート状基材の搬送張力によってダイの吐出面とシート状基材の間の液溜りの一部が潰れ、塗布膜にスジやかすれ、膜厚ムラなどの塗布欠陥を生じる問題がある。シート状基材の搬送張力はシート状基材のシワ、蛇行、巻き崩れを防止する観点から容易には下げられず、上記の塗布欠陥を生じた場合には塗布液の粘度や塗布条件の変更を余儀なくされる。
【0005】
そこで本発明は、どのような塗布液や塗布条件であっても、シート状基材に薄い塗布膜を品質よく形成可能な塗布装置および塗布方法を提供する。
【課題を解決するための手段】
【0006】
[1] 上記課題を解決する本発明のシート状基材への塗布装置は、連続して搬送されるシート状の基材に塗布膜を形成する塗布装置であって、
シート状基材の幅の方向を幅方向として、
シート状基材の搬送機構と、
幅方向に延びるスリット状の塗布液の吐出口が形成された吐出面を有し、上記吐出面が上記シート状基材に対向するように配置されるダイと、
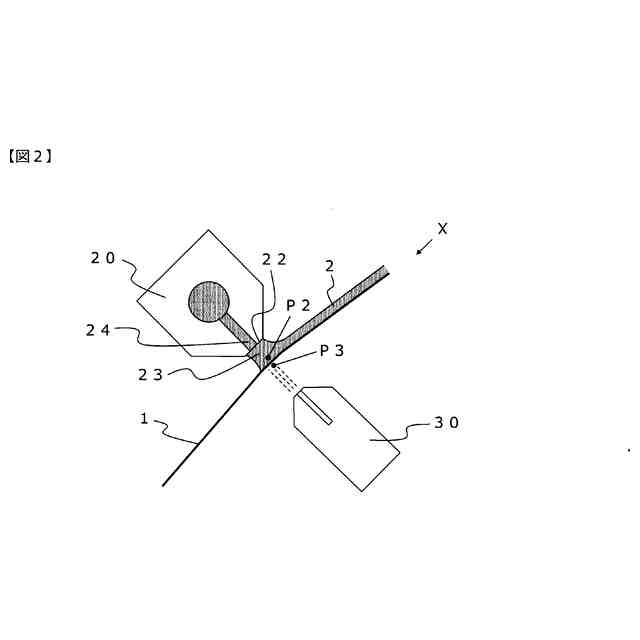
上記シート状基材を介して上記ダイと対向する位置に配置され、上記吐出面の方向にエアを吹き付けるエアノズルであって、当該エアノズルから吹き付けられるエアの上記シート状基材の面での幅方向の吹き付け幅が上記塗布液の吐出口の幅方向の長さの80%以上であるエアノズルと、を有する。
【0007】
また、本発明のシート状基材への塗布装置は、以下の[2]~[5]のいずれかの態様であることが好ましい。
[2] 上記エアの吹き付け幅が上記塗布液の吐出口の幅方向の長さの90%以上110%以下である、上記[1]のシート状基材への塗布装置。
[3] 上記エアノズルが幅方向に延びるスリット状のエアの吐出口を有する、上記[1]または[2]のシート状基材への塗布装置。
[4] 上記ダイが、上記エアノズルから上記シート状基材へのエアの吹き付けを停止した状態において、上記吐出面と上記シート状基材が接触しない位置に設置されている、上記[1]~[3]のいずれかのシート状基材への塗布装置。
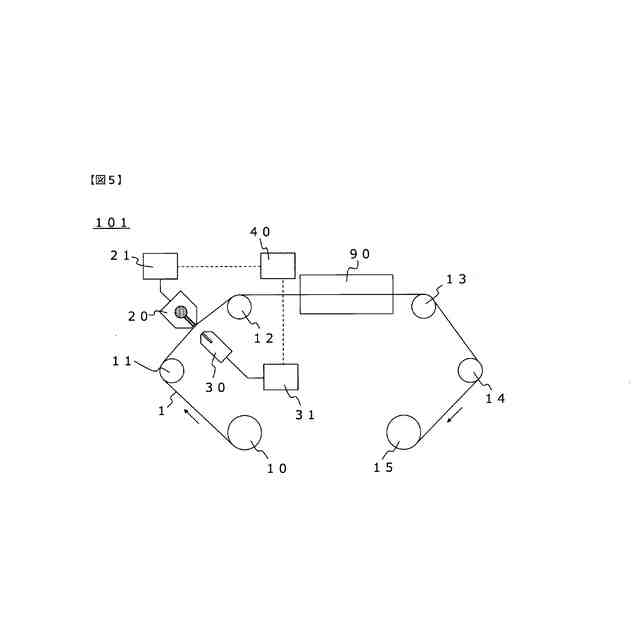
[5] 上記ダイに塗布液を供給する供給機構および制御部を有し、上記制御部は、上記エアノズルからのエアの吹き付けと上記供給機構からの塗布液の供給を制御するものであり、上記供給機構からの塗布液の供給と停止を繰り返しつつ、塗布液の供給を停止している間の少なくとも一部で前記エアノズルからのエアの吹き付けを停止するように制御する、上記[1]~[4]のいずれかのシート状基材への塗布装置。
【0008】
[6] 上記課題を解決する本発明のシート状基材への塗布方法は、連続して搬送されるシート状の基材に塗布膜を形成する塗布方法であって、
シート状基材の幅の方向を幅方向として、
幅方向に延びるスリット状の塗布液の吐出口が形成された吐出面を有するダイを、上記塗布液の吐出口がシート状基材に対向するように配置し、
上記塗布液の吐出口から搬送されている上記シート状基材に塗布液を吐出しながら、
上記シート状基材の上記ダイが配置されている側とは反対側から、上記ダイの吐出面の方向に、上記シート状基材の面での幅方向の吹き付け幅が上記塗布液の吐出口の幅方向の長さの80%以上となるように、上記シート状基材へエアを吹き付ける。
【0009】
また、本発明のシート状基材への塗布方法は、以下の[7]~[10]のいずれかを行うことが好ましい。
[7] 上記エアの吹き付け幅が上記塗布液の吐出口の幅方向の長さの90%以上110%以下である、上記[6]のシート状基材への塗布方法。
[8] エアが上記シート状基材にスリット状に吹き付けられる、上記[6]または[7]のシート状基材への塗布方法。
[9] エアが上記シート状基材に吹き付けられていない状態において、上記ダイの吐出面が上記シート状基材と接触しない、上記[6]~[8]のシート状基材への塗布方法。
[10] 上記シート状基材に間欠的に塗布膜を形成する塗布方法であって、上記塗布液の吐出口からの塗布液の吐出と停止を繰り返しつつ、塗布液の吐出を停止している間の少なくとも一部でエアの吹き付けを停止させる、上記[6]~[9]のいずれかのシート状基材への塗布方法。
【発明の効果】
【0010】
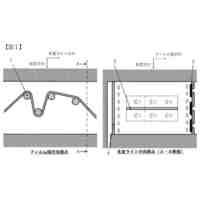
本発明のシート状基材への塗布装置および塗布方法によれば、ダイから吐出される塗布液の圧力とエアノズルから吐出されるエアの吹き付け圧力が釣り合うことで、ダイの吐出面とシート状基材の間に一定の厚みの液溜りを形成する。どのような塗布液や塗布条件であっても、エアの吹き付け圧力を自由に調整することで、シート状基材の搬送張力の影響を受けずに、シート状基材に薄い塗布膜を品質よく形成可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
織編物
11日前
東レ株式会社
濾過方法
23日前
東レ株式会社
吸着材料
1か月前
東レ株式会社
複合半透膜
10日前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
炭素繊維織物
6日前
東レ株式会社
多孔質構造体
1か月前
東レ株式会社
CPUソケット
23日前
東レ株式会社
CPUソケット
23日前
東レ株式会社
不織布および衣料
1か月前
東レ株式会社
浄水器用カートリッジ
3日前
東レ株式会社
再生ポリエステル繊維
1か月前
東レ株式会社
車両用衝撃吸収構造体
10日前
東レ株式会社
多層積層複合断面繊維
1か月前
東レ株式会社
シート状物の検査方法
1か月前
東レ株式会社
ポリオレフィン微多孔膜
1か月前
東レ株式会社
樹脂フィルムの製造方法
2日前
東レ株式会社
濾過方法および濾過装置
4日前
東レ株式会社
炭素繊維シートの製造方法
1か月前
東レ株式会社
積層体およびその製造方法
1か月前
東レ株式会社
ポリエステル繊維の製造方法
1か月前
東レ株式会社
ポリプロピレン系樹脂フィルム
12日前
東レ株式会社
半導体モールド用離型フィルム
11日前
東レ株式会社
不織布およびワイピング用シート
1か月前
東レ株式会社
ポリエステルフィルムの製造方法
1か月前
東レ株式会社
人工皮革および人工皮革の製造方法
1か月前
東レ株式会社
感光性樹脂組成物、硬化物、表示装置
1か月前
東レ株式会社
人工皮革ならびに、乗物用内装材、座席
10日前
株式会社大林組
コンクリート補強工法
6日前
東レ株式会社
離型フィルムとその製造方法、及び積層体
1か月前
東レ株式会社
ガス分離方法、精製流体及びガス分離装置
1か月前
東レ株式会社
炭素シートおよびガス拡散電極の製造方法
6日前
東レ株式会社
炭素シートおよびガス拡散電極の製造方法
6日前
東レ株式会社
溶液製膜フィルムの製造方法及びフィルム
6日前
東レ株式会社
アルカリ水電解用隔膜、及びその製造方法
10日前
東レ株式会社
熱可塑性ポリエステル樹脂組成物およびその成形品
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ