TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073602
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184526
出願日
2023-10-27
発明の名称
空気入りタイヤの製造方法
出願人
TOYO TIRE株式会社
代理人
個人
,
個人
主分類
B29C
33/02 20060101AFI20250502BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】コーナリングパワーが高く、最大コーナリングフォースが低い空気入りタイヤの製造方法を提供する。
【解決手段】空気入りタイヤの製造方法は、一対のビードと、一対のビードのそれぞれからタイヤ径方向外側に延びる一対のサイドウォールと、一対のサイドウォールの間に配置されているトレッドと、一対のビードの間に架け渡されているカーカスプライと、を備える空気入りタイヤを製造する方法である。空気入りタイヤの製造方法は、生タイヤを加硫成形して加硫タイヤを得る工程と、加硫タイヤを0.04MPa以下の内圧で膨張させながら冷却する工程と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
一対のビードと、前記一対のビードのそれぞれからタイヤ径方向外側に延びる一対のサイドウォールと、前記一対のサイドウォールの間に配置されているトレッドと、前記一対のビードの間に架け渡されているカーカスプライと、を備える空気入りタイヤを製造する方法であって、
生タイヤを加硫成形して加硫タイヤを得る工程と、
前記加硫タイヤを0.04MPa以下の内圧で膨張させながら冷却する工程と、を含む、空気入りタイヤの製造方法。
続きを表示(約 300 文字)
【請求項2】
前記ビードは、ビードコアと、前記ビードコアからタイヤ径方向外側に延びるビードフィラーと、前記ビードフィラーのタイヤ幅方向外側を補強する補強層と、を備える、請求項1に記載の空気入りタイヤの製造方法。
【請求項3】
前記カーカスプライは、本体部と、前記本体部と接続されており、前記ビードコアの少なくとも一部に沿って折り返されている折り返し部と、を有し、
前記補強層の一部は、前記ビードフィラーの一部と、前記折り返し部との間に挟持されており、
前記補強層の残部は、前記本体部と、前記折り返し部との間に挟持されている、請求項2に記載の空気入りタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、空気入りタイヤの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、一対のビードと、一対のビードのそれぞれからタイヤ径方向外側に延びる一対のサイドウォールと、一対のサイドウォールの間に配置されたトレッドと、一対のビードの間に架け渡されたカーカスプライと、を備える空気入りタイヤが知られている(例えば、特許文献1参照)。
【0003】
特許文献2には、未加硫タイヤを加硫金型でブラダーに内圧を負荷しながら加硫する加硫工程の後、加硫済みタイヤをインフレート状態にして冷却するポストキュアインフレート工程を行う空気入りタイヤの製造方法が記載されている。ここで、加硫工程の終了時に排気する際に、ブラダーの内圧を大気圧まで低下させることなく、0.05~1.0MPaの範囲に保持して、ポストキュアインフレート工程へ移行する。
【先行技術文献】
【特許文献】
【0004】
特開2023-69500号公報
特開2009-18445号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ポストキュアインフレート工程において、加硫済みタイヤのカーカスプライを構成するカーカスコードに張力が印加され、カーカスコードが伸長した状態で保持されるため、空気入りタイヤの横剛性が低くなる。その結果、空気入りタイヤのコーナリングパワーが高くなると、空気入りタイヤの最大コーナリングフォースも高くなる。ここで、空気入りタイヤの最大コーナリングフォースが高くなると、舵角が大きい車両の旋回時に、空気入りタイヤがグリップしすぎて、車両がロールする場合がある。
【0006】
本発明は、コーナリングパワーが高く、最大コーナリングフォースが低い空気入りタイヤの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様は、一対のビードと、前記一対のビードのそれぞれからタイヤ径方向外側に延びる一対のサイドウォールと、前記一対のサイドウォールの間に配置されているトレッドと、前記一対のビードの間に架け渡されているカーカスプライと、を備える空気入りタイヤを製造する方法であって、生タイヤを加硫成形して加硫タイヤを得る工程と、前記加硫タイヤを0.04MPa以下の内圧で膨張させながら冷却する工程と、を含む。
【発明の効果】
【0008】
本発明によれば、コーナリングパワーが高く、最大コーナリングフォースが低い空気入りタイヤの製造方法を提供することができる。
【図面の簡単な説明】
【0009】
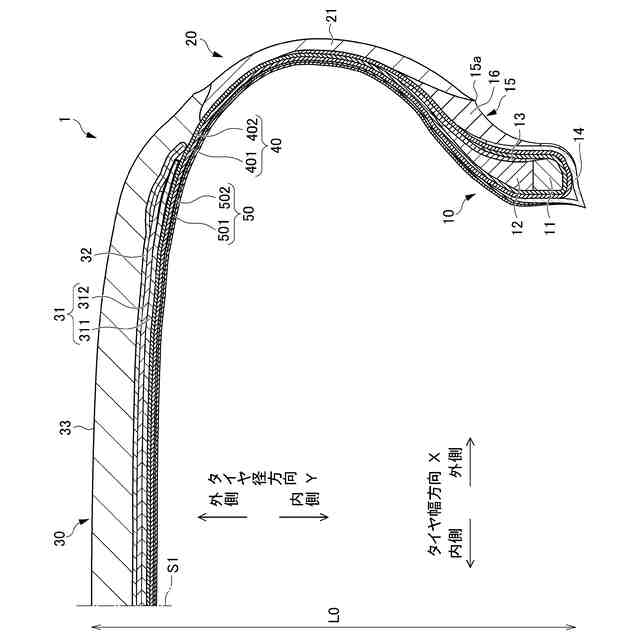
本発明の一実施形態に係る空気入りタイヤの製造方法により製造される空気入りタイヤのタイヤ幅方向の半断面を示す図である。
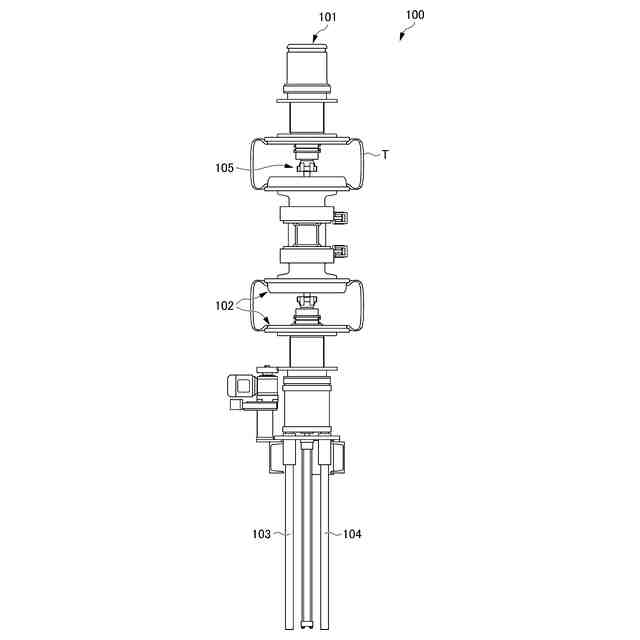
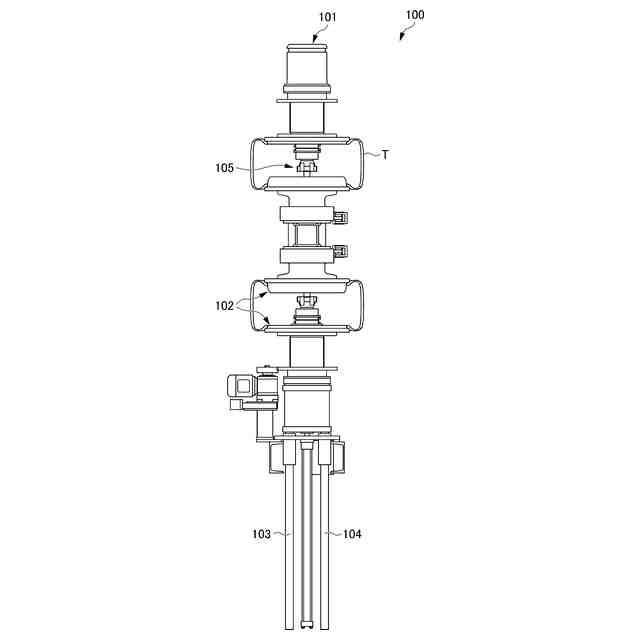
ポストキュアインフレーション装置の一例を示す図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しながら説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
個人
射出ミキシングノズル
7か月前
グンゼ株式会社
ピン
5か月前
株式会社日本製鋼所
押出機
7か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
23日前
株式会社シロハチ
真空チャンバ
6か月前
株式会社FTS
成形装置
4か月前
株式会社リコー
シート剥離装置
9か月前
東レ株式会社
一体化成形品の製造方法
9か月前
トヨタ自動車株式会社
射出装置
2か月前
帝人株式会社
成形体の製造方法
10か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
5か月前
株式会社神戸製鋼所
混練機
3か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
29日前
株式会社ニフコ
樹脂製品の製造方法
7か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
KTX株式会社
シェル型の作製方法
10か月前
トヨタ自動車株式会社
真空成形装置
15日前
日東工業株式会社
インサート成形機
5か月前
株式会社リコー
シート処理システム
9か月前
個人
ノズルおよび熱風溶接機
4か月前
株式会社リコー
シート処理システム
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































