TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068344
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023178177
出願日
2023-10-16
発明の名称
樹脂製継手付きパイプの製造方法
出願人
株式会社ニチリン
代理人
弁理士法人ATEN
主分類
B29C
65/44 20060101AFI20250421BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金属製パイプと樹脂製継手とのシール性が高い樹脂製継手付きパイプを製造する。
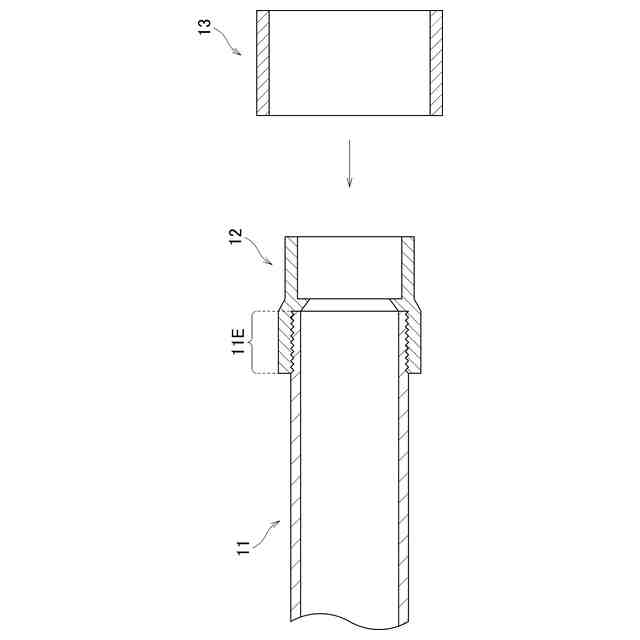
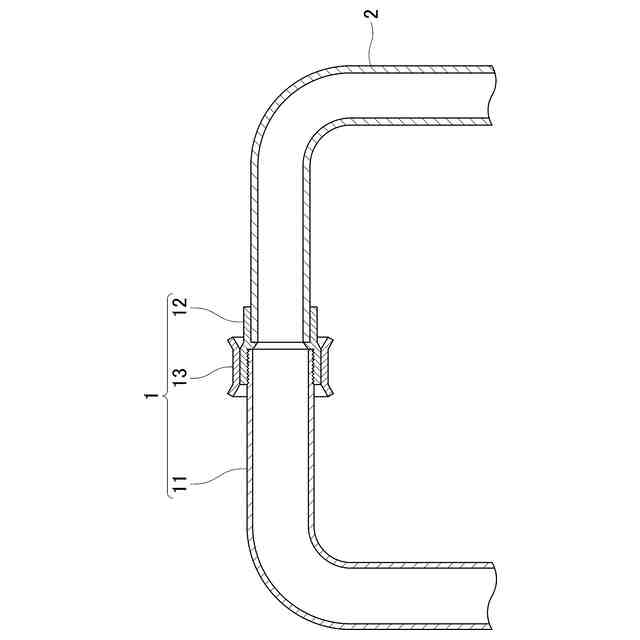
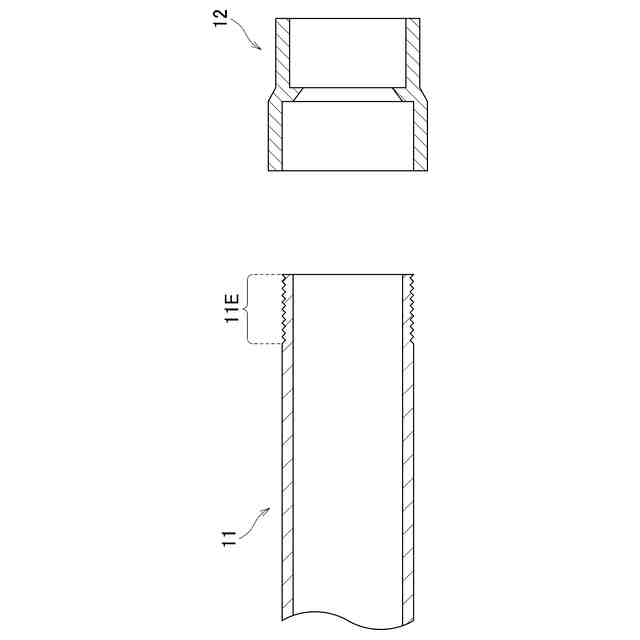
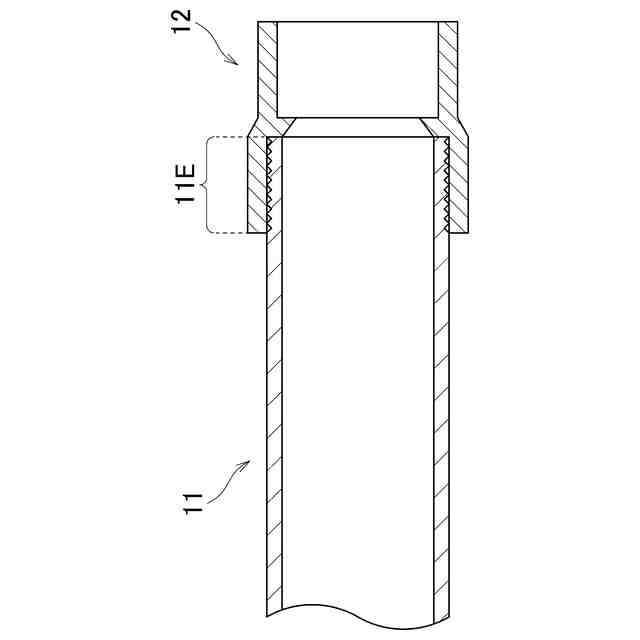
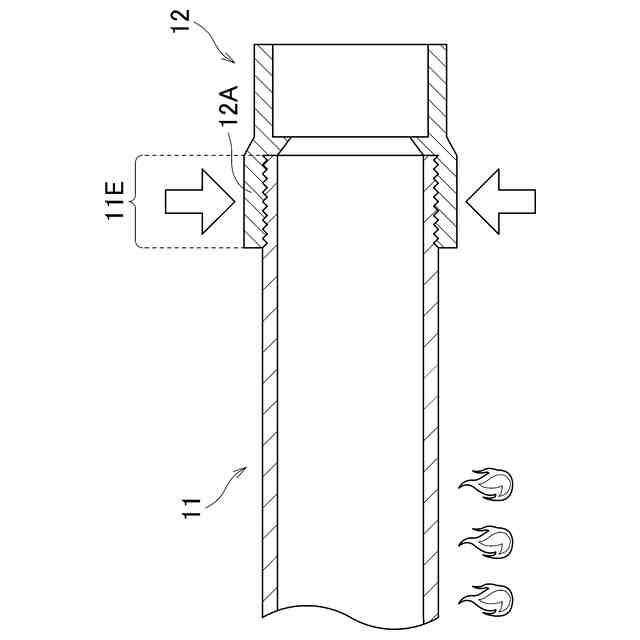
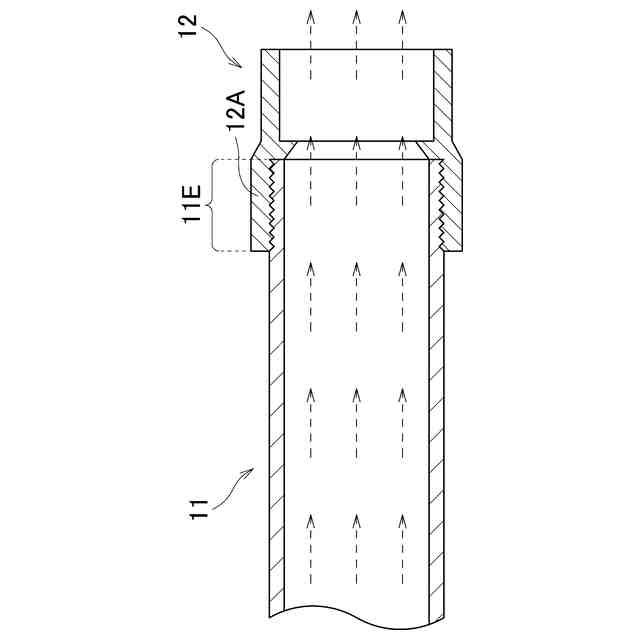
【解決手段】樹脂製継手付きパイプの製造方法は、金属製パイプ11の端部11Eの外面を粗面化処理する前処理工程と、粗面化処理された端部11Eに、樹脂製継手12を装着する第1装着工程と、樹脂製継手12を金属製パイプ11に装着した状態で、金属製パイプ11と樹脂製継手12との装着部を加熱する加熱工程と、樹脂製継手12を金属製パイプ11の端部11Eに向けて押圧する押圧工程と、樹脂製継手12を冷却する冷却工程と、樹脂製継手12を冷却した後、樹脂製継手12の外面部に補強部材13を装着する第2装着工程とを備える。補強部材13の線膨張係数が、樹脂製継手12の線膨張係数より小さい。
【選択図】図9
特許請求の範囲
【請求項1】
金属製パイプに樹脂製継手が接合された樹脂製継手付きパイプの製造方法であって、
前記金属製パイプの端部の外面を粗面化処理する前処理工程と、
粗面化処理された前記端部に、筒状の樹脂製継手を装着する第1装着工程と、
前記樹脂製継手を前記金属製パイプに装着した状態で、前記金属製パイプと前記樹脂製継手との装着部を加熱する加熱工程と、
前記金属製パイプと前記樹脂製継手との装着部を加熱した状態で、前記樹脂製継手を前記金属製パイプの端部に向けて押圧する押圧工程と、
前記樹脂製継手を前記金属製パイプに押圧した後、前記樹脂製継手を冷却する冷却工程と、
前記樹脂製継手を冷却した後、前記樹脂製継手の外面部に補強部材を装着する第2装着工程と、
を備え、
前記補強部材の線膨張係数が、前記樹脂製継手の線膨張係数より小さい
ことを特徴とする、樹脂製継手付きパイプの製造方法。
続きを表示(約 830 文字)
【請求項2】
前記加熱工程において、
加熱装置により前記金属製パイプを加熱することで、前記金属製パイプと前記樹脂製継手との装着部を加熱することを特徴とする、請求項1に記載の樹脂製継手付きパイプの製造方法。
【請求項3】
前記補強部材は、筒状部材であることを特徴とする、請求項1または2に記載の樹脂製継手付きパイプの製造方法。
【請求項4】
前記第2装着工程において、
前記補強部材を、前記樹脂製継手の径方向に、前記樹脂製継手に向けて押圧して、前記補強部材の内面と前記樹脂製継手の外面とを密着させることを特徴とする、請求項1または2に記載の樹脂製継手付きパイプの製造方法。
【請求項5】
前記第2装着工程において、
前記樹脂製継手の外側に前記補強部材が配置されるように、前記樹脂製継手の外径以下の内径を有する前記補強部材を、前記樹脂製継手の軸方向から前記樹脂製継手に押し込んで、前記補強部材の内面と前記樹脂製継手の外面とを密着させることを特徴とする、請求項1または2に記載の樹脂製継手付きパイプの製造方法。
【請求項6】
前記樹脂製継手の外面は、軸方向の一端に近付くにつれて外径が大きくなるテーパー状の部分を有し、
前記補強部材は、筒状部材であり、
前記補強部材の内面は、軸方向の一端に近付くにつれて内径が大きくなるテーパー状の部分を有し、
前記第2装着工程において、
前記樹脂製継手の軸方向において、前記樹脂製継手の外径が大きくなる方向と、前記補強部材の内径が大きくなる方向とを同じ方向とし、且つ、前記樹脂製継手の外側に前記補強部材が配置されるように、前記補強部材を前記樹脂製継手に向けて押し込んで、前記補強部材の内面と前記樹脂製継手の外面とを密着させることを特徴とする、請求項1または2に記載の樹脂製継手付きパイプの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂製継手付きパイプを製造する方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来から、異種材料を高い接合強度または高いシール性で接合する方法が提案されている。例えば、特許文献1に、金属成形体と樹脂成形体とを接合する方法が記載されている。特許文献1に記載された方法では、金属成形体を粗面化し、粗面化した第1粗面化部に樹脂成形体を圧着させた状態で、第1粗面化部に対応する樹脂成形体の面を融着させている。
【先行技術文献】
【特許文献】
【0003】
特開2022-30445号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
異種材料の接合は、異種材料のパイプを接続する場合にも利用される。例えば、金属製パイプと樹脂製パイプとを接続する場合、樹脂製継手を使用することがある。この場合、樹脂製継手が、異種材料である金属製パイプと接合される。
【0005】
上記のような構成は、例えば、車両内で使用する車両用パイプにも採用される可能性がある。その場合、車両内は、高温であり、且つ、パイプ内を、車両用エアコン(エアーコンディショナー)の冷媒などの流体が、高圧で、長期に亘って流れる。このような厳しい状況でも、樹脂製継手と金属製パイプといった異種材料の接合部で、高いシール性が維持されることが望ましい。
【0006】
本願発明者らは、引用文献1に記載された方法のように、金属製パイプを粗面化し、粗面化した部分に樹脂製継手を装着することにより、樹脂製継手付きパイプを製造した。そして、樹脂製継手付きパイプを用いて、車両内の厳しい状況を想定した実験を行った。その結果、パイプを流れる流体が、樹脂製継手と金属製パイプとの間から漏れることが分かった。
【0007】
本発明は、シール性が高い樹脂製継手付きパイプの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本明細書に開示される樹脂製継手付きパイプの製造方法は、金属製パイプに樹脂製継手が接合された樹脂製継手付きパイプの製造方法であって、前記金属製パイプの端部の外面を粗面化処理する前処理工程と、粗面化処理された前記端部に、筒状の樹脂製継手を装着する第1装着工程と、前記樹脂製継手を前記金属製パイプに装着した状態で、前記金属製パイプと前記樹脂製継手との装着部を加熱する加熱工程と、前記金属製パイプと前記樹脂製継手との装着部を加熱した状態で、前記樹脂製継手を前記金属製パイプの端部に向けて押圧する押圧工程と、前記樹脂製継手を前記金属製パイプに押圧した後、前記樹脂製継手を冷却する冷却工程と、前記樹脂製継手を冷却した後、前記樹脂製継手の外面部に補強部材を装着する第2装着工程と、を備え、前記補強部材の線膨張係数が、前記樹脂製継手の線膨張係数より小さい。
【0009】
本明細書において、「パイプ」とは、筒状の部材である。本明細書において、「パイプ」には、「パイプ」と呼ばれるものに加え、「ホース」と呼ばれるものも含まれ、「チューブ」と呼ばれるものも含まれる。
【0010】
上記方法によると、樹脂製継手を加熱、押圧および冷却することで、前処理工程で処理された金属製パイプの端部に樹脂製継手を密着させた後、補強部材を樹脂製継手に装着する。樹脂製継手を金属製パイプの端部に密着させるまでの工程で、補強部材を装着しない。これにより、高温下で樹脂製継手付き金属製パイプを使用したときに樹脂製継手が膨張し、その後、樹脂製継手が収縮しても、樹脂製継手と補強部材との間に隙間が殆ど生じない。さらに、補強部材の線膨張係数が、樹脂製継手の線膨張係数より小さいため、高温下での樹脂製継手の外側への膨張が、補強部材により抑えられる。そのため、樹脂製継手と補強部材との間に隙間が殆ど生じない。これらにより、高温下で樹脂製継手が軟化しても、樹脂製継手が金属製パイプから剥離することを抑制できる。これにより、金属製パイプ内を流れる流体が、金属製パイプと樹脂製継手との間から漏れにくい。
上記より、金属製パイプと樹脂製継手とのシール性が高い樹脂製継手付きパイプが得られる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ニチリン
樹脂製継手付きパイプの製造方法
16日前
東レ株式会社
吹出しノズル
5か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
個人
射出ミキシングノズル
7か月前
グンゼ株式会社
ピン
5か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
21日前
株式会社シロハチ
真空チャンバ
6か月前
帝人株式会社
成形体の製造方法
10か月前
株式会社FTS
成形装置
4か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社リコー
シート剥離装置
9か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社FTS
セパレータ
3か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
5か月前
東レ株式会社
炭素繊維シートの製造方法
27日前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
日東工業株式会社
インサート成形機
5か月前
株式会社リコー
シート処理システム
9か月前
トヨタ自動車株式会社
真空成形装置
13日前
株式会社ニフコ
樹脂製品の製造方法
7か月前
個人
ノズルおよび熱風溶接機
4か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ