TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067478
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177489
出願日
2023-10-13
発明の名称
金型装置
出願人
株式会社日立産機システム
代理人
青稜弁理士法人
主分類
B29C
45/64 20060101AFI20250417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形中にグリス切れせず、かじりや部品の破損を防止することを目的とする。
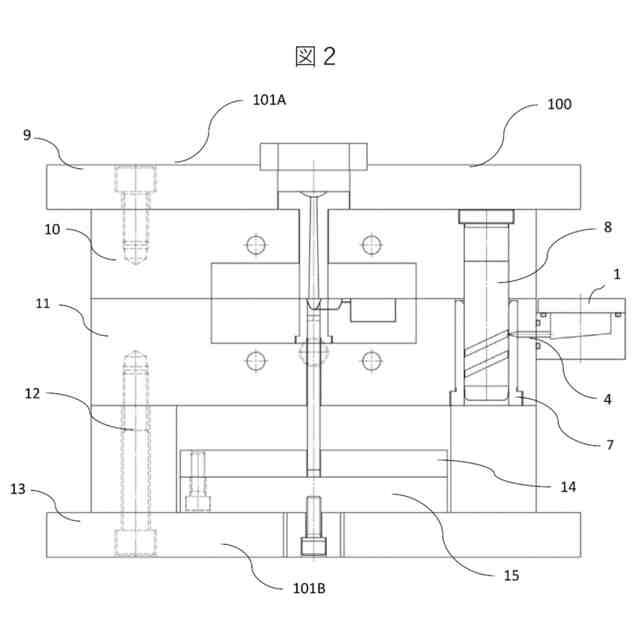
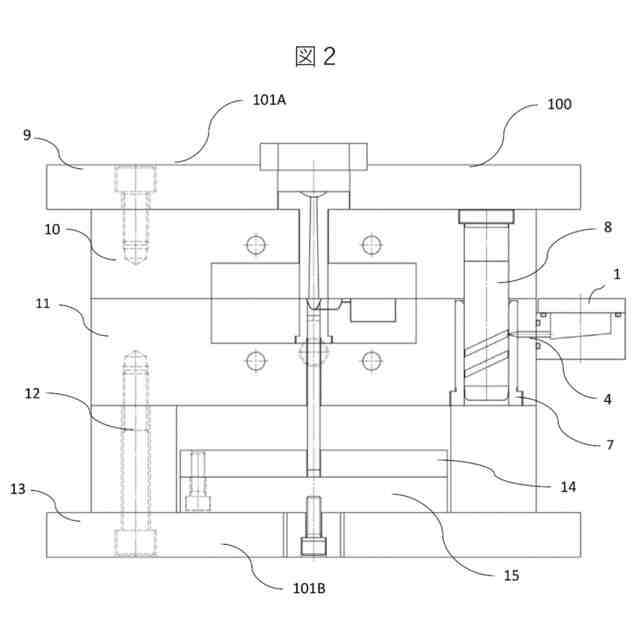
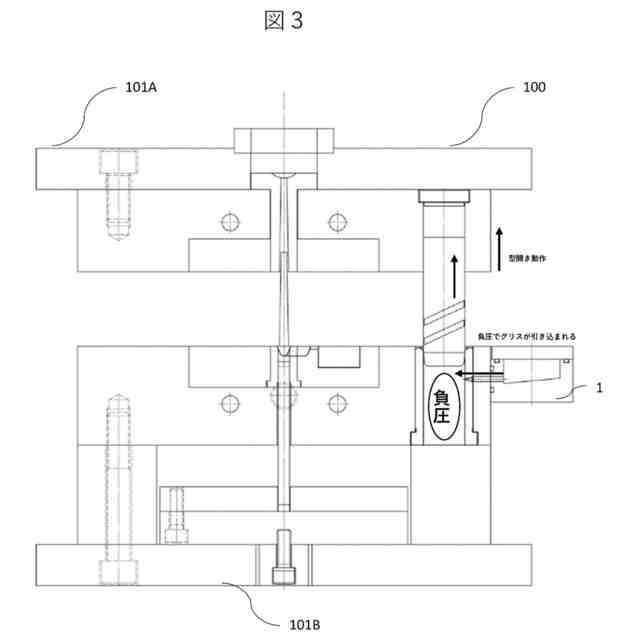
【解決手段】固定部101Aと可動部101Bを有する金型装置100のグリス供給構造であって、可動部101Bに設けたガイドブシュと、固定部101Aに設けられ、ガイドブシュ7内を金型装置100の型開き動作で摺動するガイドピン8と、密閉構造でグリスを蓄え、ガイドブシュ7にグリスを流し込むグリス引き込み口を有するグリスタンク1と、を備え、金型装置100の型開き動作でガイドブシュ7からガイドピン8が抜けた際にガイドブシュ7内に生じる負圧によってグリスタンク1からグリス引き込み口4を通じてガイドブシュ7内にグリスを引き込んでガイドピン8とガイドブシュ7の摺動部位に流し込む構造を有する。
【選択図】図2
特許請求の範囲
【請求項1】
固定部と可動部を有する金型装置であって、
前記可動部に設けたガイドブシュと、
前記固定部に設けられ、前記ガイドブシュ内を前記金型装置の型開き動作で摺動するガイドピンと、
密閉構造でグリスを蓄え、前記ガイドブシュに前記グリスを流し込むグリス引き込み口を有するグリスタンクと、
を備え、
前記金型装置の型開き動作で前記ガイドブシュから前記ガイドピンが抜けた際に前記ガイドブシュ内に生じる負圧によって前記グリスタンクから前記グリス引き込み口を通じて前記ガイドブシュ内に前記グリスを引き込んで前記ガイドピンと前記ガイドブシュの摺動部位に流し込む構造を有した金型装置。
続きを表示(約 500 文字)
【請求項2】
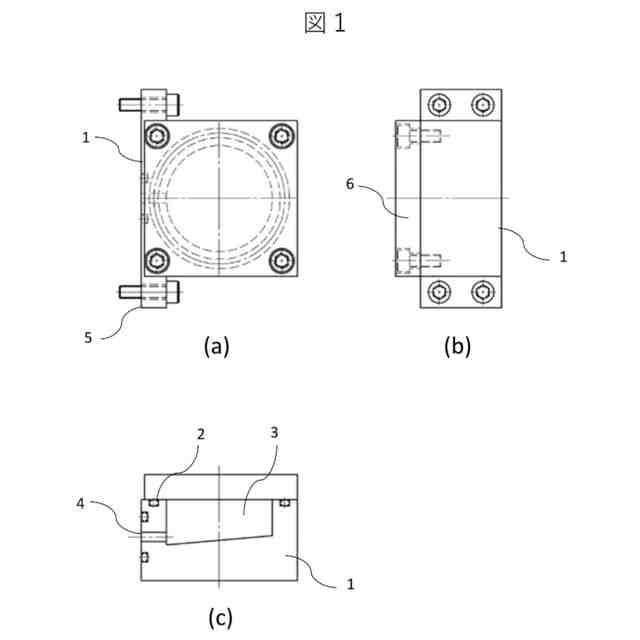
請求項1に記載の金型装置において、前記グリスタンクの底面は前記グリス引き込み口に向かって下方に傾斜していることを特徴とする金型装置。
【請求項3】
請求項1に記載の金型装置において、前記グリスタンクは前記可動部に取り付けられていることを特徴とする金型装置。
【請求項4】
請求項1に記載の金型装置において、前記ガイドブシュは外周に鉢巻溝を設け、当該鉢巻溝に複数の穴を設けたことを特徴とする金型装置。
【請求項5】
請求項4に記載の金型装置において、前記鉢巻溝に設けた各穴を円錐状に設けたことを特徴とする金型装置。
【請求項6】
請求項4に記載の金型装置において、前記鉢巻溝に設けた複数の穴は前記ガイドブシュの外周に沿って等間隔に配置されることを特徴とする金型装置。
【請求項7】
請求項1に記載の金型装置において、前記可動部に電磁弁を設け、前記電磁弁と前記ガイドブシュとの間に真空調整穴を設けて、前記電磁弁により前記真空調整穴を用いて前記ガイドブシュ内の負圧を制御することを特徴とする金型装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はグリス供給構造を有する金型装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
モールド金型においては、上型と下型の位置合わせにガイドピンとガイドブシュを使い、精密な位置決めをする構造がある。この位置合わせでは、径のクリアランスが小さく、かじる可能性があるため、ガイドピンとガイドブシュの摺動部にグリスを塗布してかじりを防止する方法がとられている。
【0003】
また、金型を型開閉するときに動作されるトグルリンク機構等のグリス供給部品に対してグリスを供給する場合の脱圧工程において脱圧力を有効利用する成形機が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開2017-30233号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来のグリス供給においては、メンテナンス時などで追加して成形前に準備しておけばよいが、成形途中にグリス切れが起こると、かじりや部品の破損につながることがある。
【0006】
本発明は、このような背景に鑑みてなされたものであり、成形中にグリス切れを起こさず、かじりおよび部品の破損を防止することが可能な型開き動作を利用した金型装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決し、上記目的を達成するため、本発明の一実施態様は、固定部と可動部を有する金型装置であって、前記可動部に設けたガイドブシュと、前記固定部に設けられ、前記ガイドブシュ内を前記金型装置の型開き動作で摺動するガイドピンと、密閉構造でグリスを蓄え、前記ガイドブシュに前記グリスを流し込むグリス引き込み口を有するグリスタンクと、を備え、前記金型装置の型開き動作で前記ガイドブシュから前記ガイドピンが抜けた際に前記ガイドブシュ内に生じる負圧によって前記グリスタンクから前記グリス引き込み口を通じて前記ガイドブシュ内に前記グリスを引き込んで前記ガイドピンと前記ガイドブシュの摺動部位に流し込む構造を有する。
【発明の効果】
【0008】
本発明によれば、金型装置において、成形中にグリス切れを起こさず、かじりおよび部品の破損を防止することが可能である。
【図面の簡単な説明】
【0009】
本発明の実施形態1によるグリスタンクの一構造例を示す構成図である。
本実施形態1によるグリスタンクを搭載した金型装置の一例を示す構成図である。
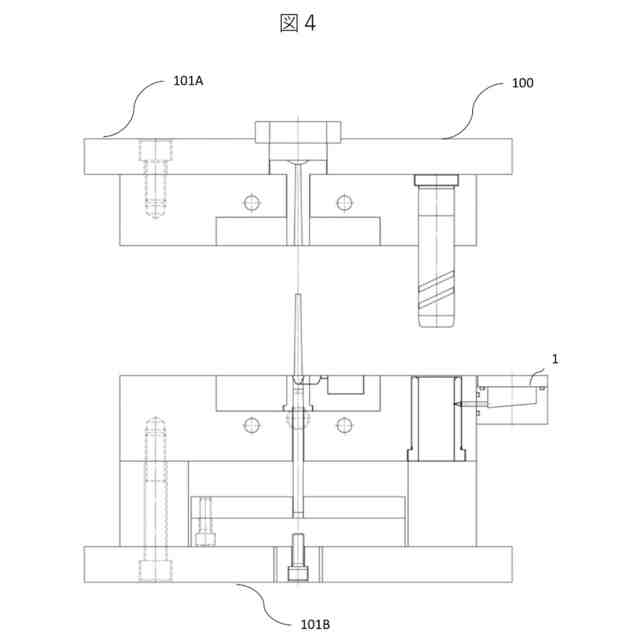
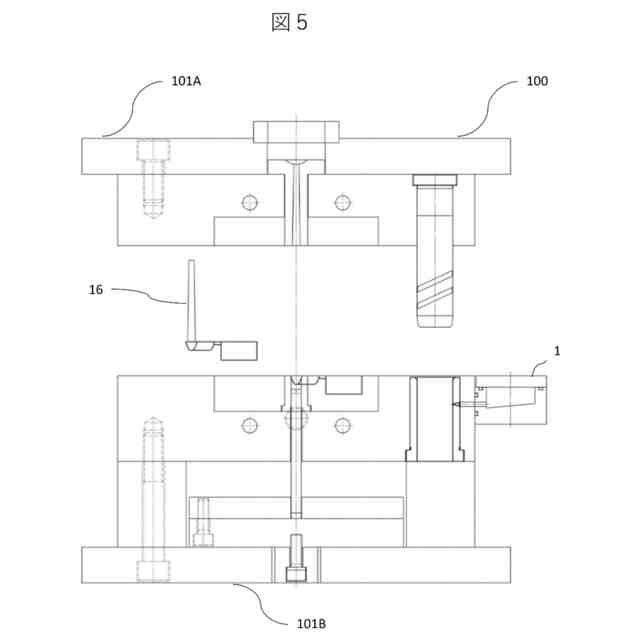
本実施形態1によるグリスタンクを搭載した金型装置の型開きを示す構成図である。
本実施形態1によるグリスタンクを搭載した金型装置の型開きを示す構成図である。
本実施形態1によるグリスタンクを搭載した金型装置の型開きを示す構成図である。
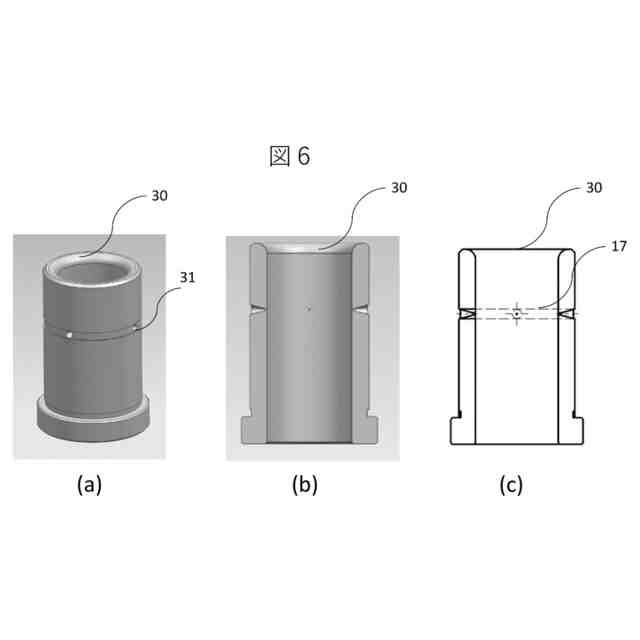
本実施形態2による鉢巻形状を施したガイドブシュを示す構成図である。
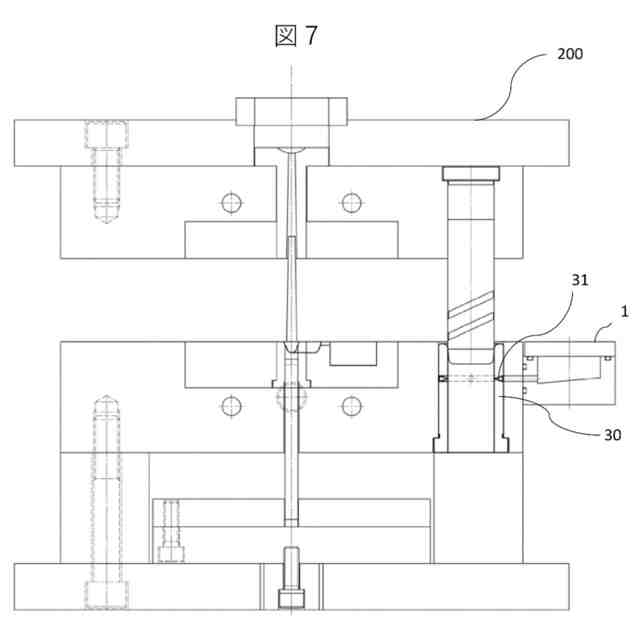
本実施形態2によるグリスタンクを搭載した金型装置の型開きを示す構成図である。
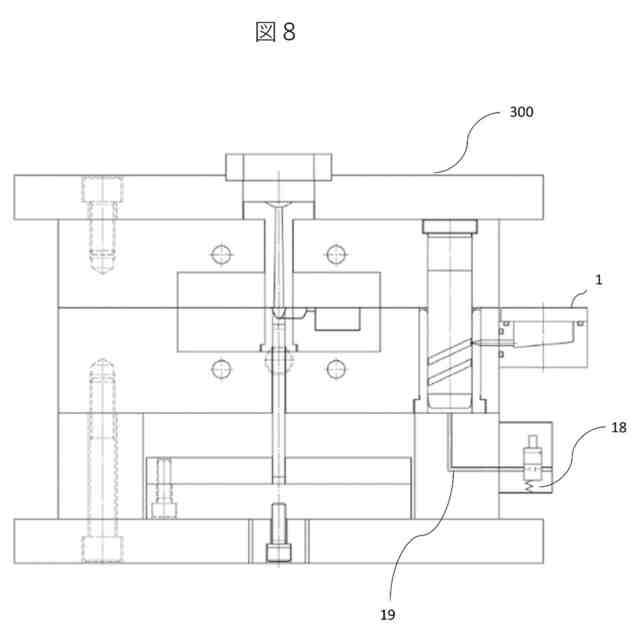
本実施形態3による電磁弁を利用したグリス供給部位の一例を示す構成図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しつつ本発明の実施形態について説明する。なお、以下の記載及び図面は本発明を説明するための例示に過ぎず、説明の明確化のため、適宜、省略や簡略化がなされている。また、本発明は、他の種々の形態でも実施することが可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
個人
射出ミキシングノズル
6か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
2日前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
4か月前
株式会社リコー
シート剥離装置
8か月前
株式会社シロハチ
真空チャンバ
5か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社不二越
射出成形機
18日前
東レ株式会社
炭素繊維シートの製造方法
8日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社不二越
射出成形機
17日前
株式会社不二越
射出成形機
23日前
株式会社神戸製鋼所
混練機
2か月前
株式会社リコー
画像形成システム
4か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社FTS
セパレータ
2か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
株式会社リコー
シート処理システム
8か月前
株式会社リコー
シート処理システム
8か月前
日東工業株式会社
インサート成形機
4か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
豊田鉄工株式会社
接合体及び接合方法
7か月前
三光合成株式会社
ガス排出供給構造体
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































