TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059692
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169936
出願日
2023-09-29
発明の名称
表皮材、及び該表皮材が用いられた筒状体
出願人
株式会社イノアック住環境
代理人
個人
,
個人
主分類
B29C
48/151 20190101AFI20250403BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂発泡体の表面に異形押出成形にて表皮材を積層する方法において、薄い表皮材でも破れ等の不具合の発生を防止し得る表皮材を提供する。
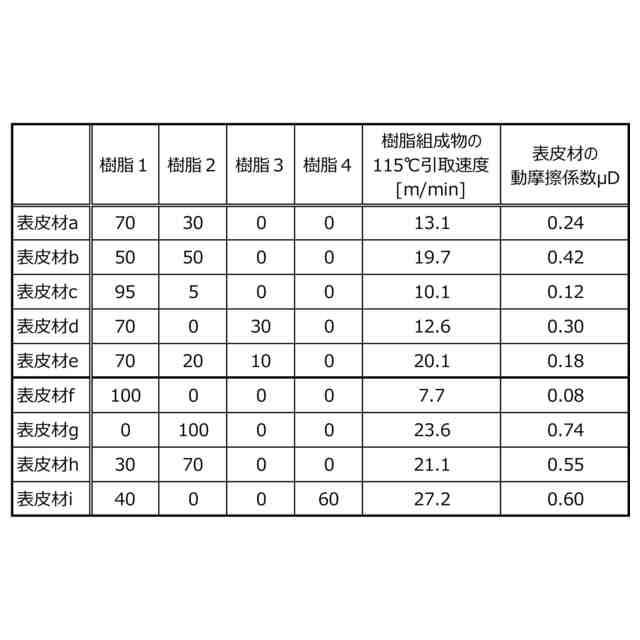
【解決手段】樹脂発泡体の表面に接着される表皮材であって、前記樹脂発泡体に接着性のある樹脂組成物を含む押出成形体であり、前記樹脂組成物は、115℃における引取速度が9.0m/min以上であり、前記押出成形体は、JIS K7125に準拠した動摩擦係数が0.50以下である、表皮材を提供する。
【選択図】なし
特許請求の範囲
【請求項1】
樹脂発泡体の表面に接着される表皮材であって、
前記樹脂発泡体に接着性のある樹脂組成物を含む押出成形体であり、
前記樹脂組成物は、115℃における引取速度が9.0m/min以上であり、
前記押出成形体は、JIS K7125に準拠した動摩擦係数が0.50以下である、表皮材。
続きを表示(約 190 文字)
【請求項2】
厚みが0.6mm以下である、請求項1に記載の表皮材。
【請求項3】
筒状樹脂発泡体と
該筒状樹脂発泡体の外周部に接着された表皮材と、を含み、
前記表皮材が請求項1又は2に記載の表皮材である、筒状体。
【請求項4】
前記筒状樹脂発泡体と前記表皮材の剥離強度が1.5N/20mm以上である、請求項3に記載の筒状体。
発明の詳細な説明
【技術分野】
【0001】
本技術は、表皮材に関する。より詳しくは、樹脂発泡体の表面に接着される表皮材、及び該表皮材が用いられた筒状体に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
上水道の配管や防火用耐水配管等には凍結防止ややけど防止のために断熱保温筒が使用されており、この断熱保温筒には、断熱性、緩衝性、成形の容易さから一般的に、樹脂発泡体が使用されている。そして、この樹脂発泡体からなる断熱保温筒の表面には、キズ防止、脱離防止等の理由により保護用の表皮材が設けられている。例えば、特許文献1には、2層の筒状発泡体の表面に、難燃性フィルムからなる表皮材が備えられている保温筒が開示されている。
【0003】
樹脂発泡体への表皮材の積層方法としては、例えば、樹脂発泡体の表面に、後工程でシート状の表皮材を接着させる方法がある。例えば、特許文献2では、ポリオレフィン系発泡体からなる筒状体を周面の一方向において、長手方向の両端面まで達して切断し、該切断部分を境に該筒状体の一方の側の外表面にポリオレフィン系発泡体からなるシートを、切断部分を覆うように接着させてパイプカバーを製造する技術が開示されている。
【0004】
別の積層方法としては、樹脂発泡体の表面に、異形押出成形にて表皮材を積層する方法もある。例えば、特許文献3では、押出機から溶融した発泡性樹脂をパイプ外面に押出し、該ダイス内面に接触させながら発泡性樹脂を発泡させて発泡体層(保温筒)を形成し、次いで、この発泡体層の外周面に、樹脂層(表皮材)を押出被覆することにより被覆パイプを製造する技術が開示されている。
【0005】
また、特許文献4には、第1押出機から管本体部となる架橋ポリエチレン管を押出成形したのち、第2押出機からポリエチレン発泡体からなる発泡樹脂層を押出成形し、さらに、第3押出機から熱可塑性樹脂エラストマーを主成分とする表面保護層用組成物を発泡樹脂層上に押出成形して中間成形物を得た後、中間成形物をエンボス型に連続して通すことにより、表面保護層が破れにくい複合管を製造する技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
実開平6-59697号公報
特開平9-152090号公報
特開2002-156074号公報
特開2015-10626号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前述のように、樹脂発泡体への表皮材の積層方法として様々な技術が提案されているが、後工程でシート状の表皮材を接着させる方法においては、表皮の厚みはほぼ一定であり、また破れることが少ないといったメリットがある反面、工程が多く、且つテープ間での剥離する懸念があり、剥離を防止するためテープと保温筒を接着する厚みを増す等のコスト高につながるといった問題があった。これに対して、樹脂発泡体の表面に、異形押出成形にて表皮材を積層する方法では、直接、樹脂発泡体に溶融した表皮を積層するため、表皮材を接着させる方法に比べて、より低コストであり、作業工程の削減も可能である。しかしながら、接着対象となる樹脂発泡体の形態によっては、樹脂発泡体の表面形状に伴い厚みが薄くなり、破れ等が発生する場合がある。表皮材の厚みを全体的に厚くすることで、破れ等を防止することはできるが、使用する材料の量が増えるため、廃棄する場合には廃棄量が増えてしまい、昨今の時世に反するのみならず、コストアップにもつながるといった問題があった。
【0008】
そこで、本技術では、樹脂発泡体の表面に異形押出成形にて表皮材を積層する方法において、薄い表皮材でも破れ等の不具合の発生を防止し得る技術を提供することを主目的とする。
【課題を解決するための手段】
【0009】
本発明者は、前記課題を解決するために、鋭意研究を行ったところ、特定の引取速度を有する樹脂組成物を用いて、特定の動摩擦係数を有する表皮材を製造することで、表皮材を薄く成形しても、破れ等の不具合の発生を防止することに成功し、本技術を完成させるに至った。
【0010】
即ち、本技術では、まず、樹脂発泡体の表面に接着される表皮材であって、
前記樹脂発泡体に接着性のある樹脂組成物を含む押出成形体であり、
前記樹脂組成物は、115℃における引取速度が9.0m/min以上であり、
前記押出成形体は、JIS K7125に準拠した動摩擦係数が0.50以下である、表皮材を提供する。
本技術に係る表皮材は、その厚みを0.6mm以下とすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
4か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
6か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
成形装置
3か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
8か月前
東レ株式会社
一体化成形品の製造方法
8か月前
トヨタ自動車株式会社
射出装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社不二越
射出成形機
14日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社リコー
画像形成システム
4か月前
株式会社FTS
セパレータ
2か月前
株式会社不二越
射出成形機
15日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
20日前
株式会社神戸製鋼所
混練機
2か月前
東レ株式会社
炭素繊維シートの製造方法
5日前
三菱自動車工業株式会社
予熱装置
7か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
日東工業株式会社
インサート成形機
4か月前
株式会社リコー
シート処理システム
8か月前
株式会社リコー
シート処理システム
8か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
トヨタ自動車株式会社
真空成形方法
11か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































