TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059287
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169285
出願日
2023-09-29
発明の名称
複合構造部材用の型内発泡樹脂芯材、その製造方法、及び複合構造部材
出願人
積水化成品工業株式会社
代理人
弁理士法人三枝国際特許事務所
主分類
B29C
44/58 20060101AFI20250403BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】簡便に、及び、切削による溝部形成工程を要することなく、芯材に溝部を形成する方法の提供。
【解決手段】本発明は、複合構造部材用の型内発泡樹脂芯材の製造方法であって、
前記芯材は、表皮材と複合化される予定の表面に溝部を有し、
前記溝部の形状に対応する形状を有する型の内側に発泡粒子を充填し、発泡させて芯材を得る型内発泡成形工程を有し、
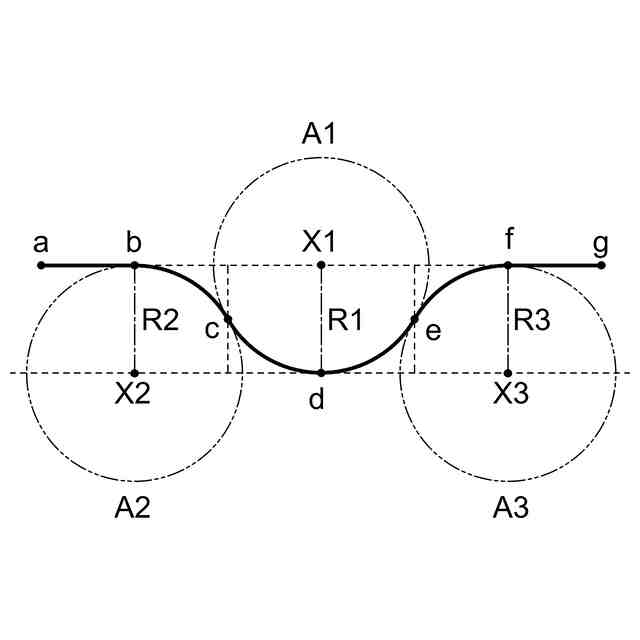
前記溝部は、底面、側面1及び2から構成され、
前記溝部は、その長手方向に直交する断面において、底面、側面1及び側面2がいずれも、曲線を含む、
複合構造部材用の型内発泡樹脂芯材の製造方法に関する。
【選択図】なし
特許請求の範囲
【請求項1】
複合構造部材用の型内発泡樹脂芯材の製造方法であって、
前記芯材は、表皮材と複合化される予定の表面に溝部を有し、
前記溝部の形状に対応する形状を有する型の内側に発泡粒子を充填し、発泡させて芯材を得る型内発泡成形工程を有し、
前記溝部は、底面、側面1及び2から構成され、
前記溝部は、その長手方向に直交する断面において、底面、側面1及び側面2がいずれも、曲線を含む、
複合構造部材用の型内発泡樹脂芯材の製造方法。
続きを表示(約 980 文字)
【請求項2】
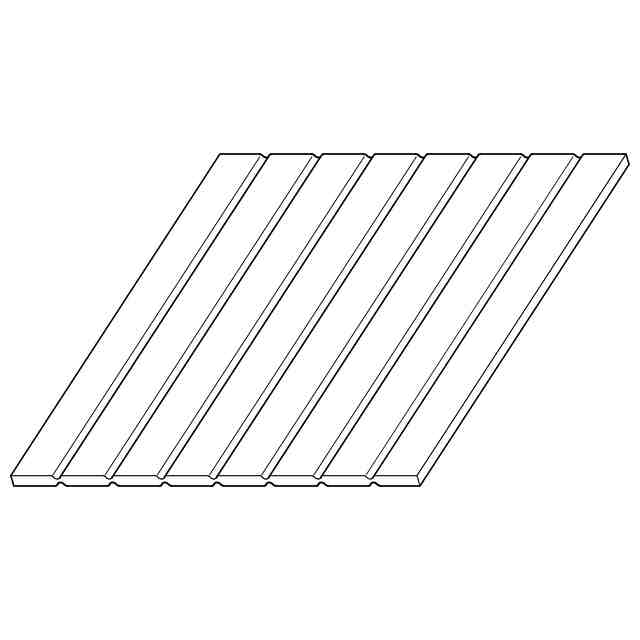
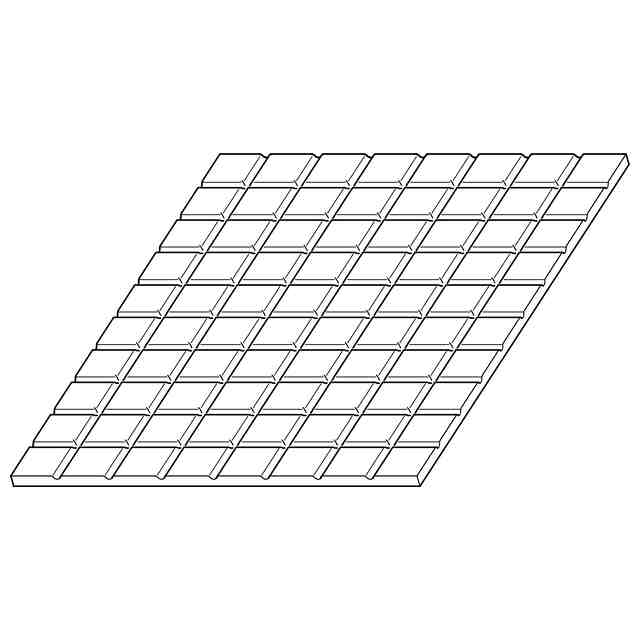
前記溝部は、芯材の一方向に伸びた形状又は格子状に形成されている、請求項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
【請求項3】
前記底面、側面1及び側面2がいずれも、曲線のみからなる、請求項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
【請求項4】
前記断面において、底面、側面1及び側面2に含まれる曲線がいずれも、少なくとも一つの円弧を含む、請求項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
【請求項5】
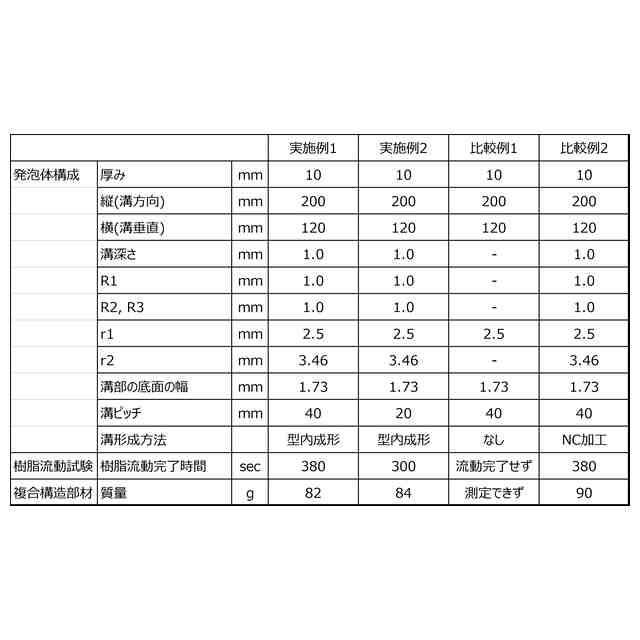
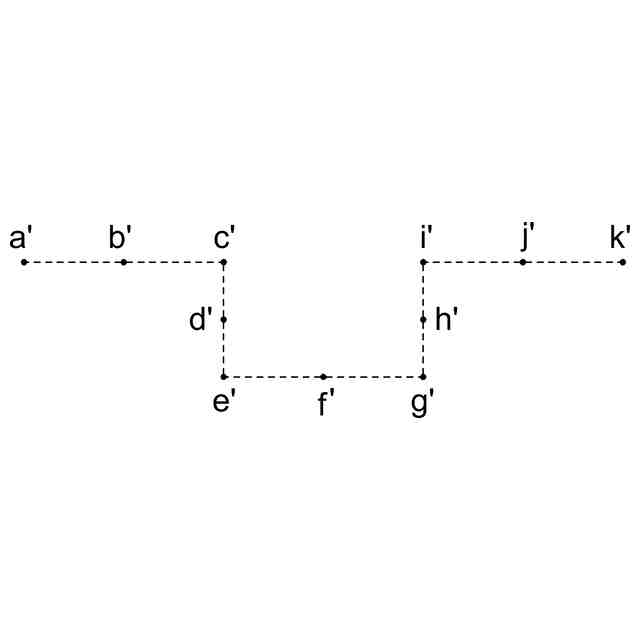
前記断面において、底面、側面1及び側面2に含まれる曲線がいずれも、少なくとも一つの円弧を含み、底面に含まれる円弧の曲率半径をR1、側面1に含まれる円弧の曲率半径をR2、側面2に含まれる円弧の曲率半径をR3としたときに、R1≦R2及びR1≦R3の関係を有する、請求項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
【請求項6】
前記発泡粒子の平均粒子径をr1、前記溝部の最大幅をr2としたときに、r1<r2の関係を有する、請求項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
【請求項7】
前記芯材の表皮材と複合化される予定の表面における発泡粒子の平均気泡径が50~300μmである、請求項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
【請求項8】
型内発泡樹脂芯材が、ポリエステル系樹脂を含有する、請求項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
【請求項9】
表皮材と複合化される予定の表面に溝部を有する、複合構造部材用の型内発泡樹脂芯材であって、
前記芯材は、発泡粒子の融着体であり、
前記芯材は、表皮材と複合化される予定の表面に溝部を有し、
前記溝部は、底面、側面1及び2から構成され、
前記溝部は、その長手方向に直交する断面において、底面、側面1及び側面2がいずれも、曲線を含む、
複合構造部材用の型内発泡樹脂芯材。
【請求項10】
前記溝部は、芯材の一方向に伸びた形状又は格子状に形成されている、請求項9に記載の複合構造部材用の型内発泡樹脂芯材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合構造部材用の型内発泡樹脂芯材、その製造方法、及び複合構造部材に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
発泡成形体を製造する方法として型内発泡成形が従来から汎用されている。型内発泡成形とは、樹脂発泡粒子を金型内に充填する工程と、水蒸気などの熱媒体によって金型内に充填された樹脂発泡粒子を加熱して二次発泡させて、二次発泡粒子同士を熱融着一体化させて所望形状を有する型内発泡成形体を製造する工程とを有する成形方法である。
【0003】
また、発泡成形体にさらなる機能を付加するため、発泡成形体の外観を向上させるため等の目的で、発泡成形体の表面にフィルム、プリプレグ等の表皮材を密着させて加熱することによって表皮材と発泡成形体とを積層一体化させて複合構造部材を製造することが報告されている(特許文献1、特許文献2、特許文献3)。
【先行技術文献】
【特許文献】
【0004】
特開2014-080022号公報
特開2015-098587号公報
国際公開第2021/166951号
【発明の概要】
【発明が解決しようとする課題】
【0005】
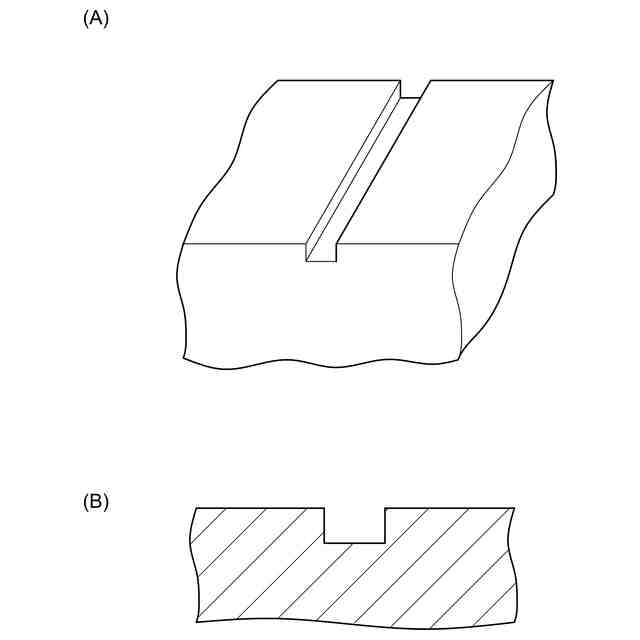
複合構造部材は、例えば、芯材として利用される発泡成形体の表面に表皮材が積層されるとともに、発泡成形体の表面に液状樹脂が供給され、加熱及び加圧されて製造される。この際、液状樹脂の供給を円滑にするため、芯材として利用される発泡成形体を切削して溝(液状樹脂の流路)を設けることが行われていた。
【0006】
しかし、切削により溝を形成すると、溶融発泡粒子(二次発泡粒子とも称される)の内部が露出するために、露出した溶融発泡粒子に樹脂が浸入し、その結果、芯材の重量が増加することを本発明者らは見出した。芯材に発泡成形体を使用する利点の一つとして軽量性があるものの、芯材の重量増はその利点を損ない得る。
【課題を解決するための手段】
【0007】
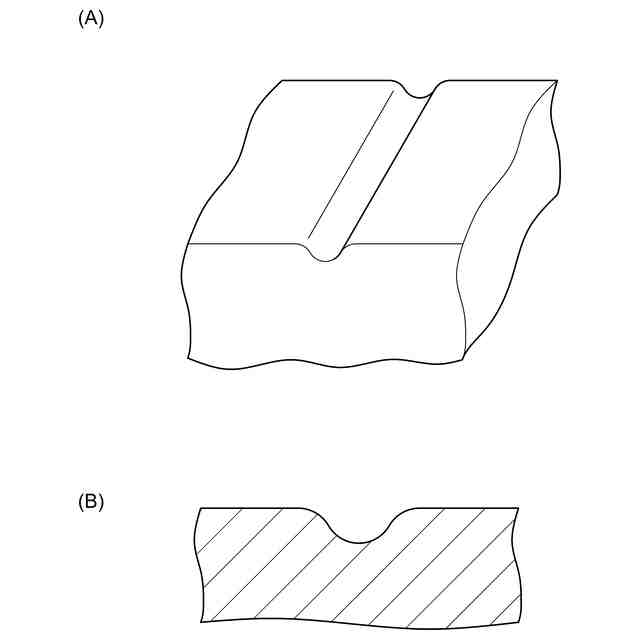
本発明者らは、芯材となる発泡成形体の型内発泡成形の際に、溝部に対応する形状の部分を有する型を使用することによって、簡便に、及び、切削による溝部形成工程を要することなく、溝部の長手方向に直交する断面(本明細書中、単に「溝部の断面」とも称する。)において、底面、側面1及び側面2がいずれも、曲線を含む溝部を有する芯材を製造できることを見出した。
【0008】
代表的な本発明は以下の通りである。
項1.
複合構造部材用の型内発泡樹脂芯材の製造方法であって、
前記芯材は、表皮材と複合化される予定の表面に溝部を有し、
前記溝部の形状に対応する形状を有する型の内側に発泡粒子を充填し、発泡させて芯材を得る型内発泡成形工程を有し、
前記溝部は、底面、側面1及び2から構成され、
前記溝部は、その長手方向に直交する断面において、底面、側面1及び側面2がいずれも、曲線を含む、
複合構造部材用の型内発泡樹脂芯材の製造方法。
項2.
前記溝部は、芯材の一方向に伸びた形状又は格子状に形成されている、項1に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
項3.
前記底面、側面1及び側面2がいずれも、曲線のみからなる、項1又は2に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
項4.
前記断面において、底面、側面1及び側面2に含まれる曲線がいずれも、少なくとも一つの円弧を含む、項1~3のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
項5.
前記断面において、底面、側面1及び側面2に含まれる曲線がいずれも、少なくとも一つの円弧を含み、底面に含まれる円弧の曲率半径をR1、側面1に含まれる円弧の曲率半径をR2、側面2に含まれる円弧の曲率半径をR3としたときに、R1≦R2及びR1≦R3の関係を有する、項1~3のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
項6.
前記発泡粒子の平均粒子径をr1、前記溝部の最大幅をr2としたときに、r1<r2の関係を有する、項1~5のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
項7.
前記芯材の表皮材と複合化される予定の表面における発泡粒子の平均気泡径が50~300μmである、項1~6のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
項8.
型内発泡樹脂芯材が、ポリエステル系樹脂を含有する、項1~7のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材の製造方法。
項9.
表皮材と複合化される予定の表面に溝部を有する、複合構造部材用の型内発泡樹脂芯材であって、
前記芯材は、発泡粒子の融着体であり、
前記芯材は、表皮材と複合化される予定の表面に溝部を有し、
前記溝部は、底面、側面1及び2から構成され、
前記溝部は、その長手方向に直交する断面において、底面、側面1及び側面2がいずれも、曲線を含む、
複合構造部材用の型内発泡樹脂芯材。
項10.
前記溝部は、芯材の一方向に伸びた形状又は格子状に形成されている、項9に記載の複合構造部材用の型内発泡樹脂芯材。
項11.
前記底面、側面1及び側面2がいずれも、曲線のみからなる、項9又は10に記載の複合構造部材用の型内発泡樹脂芯材。
項12.
前記断面において、底面、側面1及び側面2に含まれる曲線がいずれも、少なくとも一つの円弧を含む、項9~11のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材。
項13.
前記断面において、底面、側面1及び側面2に含まれる曲線がいずれも、少なくとも一つの円弧を含み、底面に含まれる円弧の曲率半径をR1、側面1に含まれる円弧の曲率半径をR2、側面2に含まれる円弧の曲率半径をR3としたときに、R1≦R2及びR1≦R3の関係を有する、項9~11のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材。
項14.
前記発泡粒子の平均粒子径をr1、前記溝部の最大幅をr2としたときに、r1<r2の関係を有する、項9~13のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材。
項15.
前記芯材の表皮材と複合化される予定の表面における発泡粒子の平均気泡径が50~300μmである、項9~14のいずれか一項に記載の複合構造部材用の型内発泡樹脂芯材。
項16.
項9~15のいずれか一項に記載の型内発泡樹脂芯材及び少なくとも一つの表皮材を含む複合構造部材。
【発明の効果】
【0009】
本発明によれば、複合化の際に、液状樹脂の流動速度が向上する。このため、複合化時間を短縮でき、また、液状樹脂(一般的にはバインダー樹脂とも称される。)として、よりゲル化しやすい樹脂を使用することが可能となる。
【0010】
本発明によれば、切削による溝部形成工程を要しない。これにより、切削面に液状樹脂が浸入することを抑制でき、その結果、芯材の重量増を抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
7か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
4か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
13日前
株式会社FTS
ロッド
3か月前
株式会社FTS
成形装置
4か月前
トヨタ自動車株式会社
射出装置
2か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社リコー
シート剥離装置
9か月前
三菱自動車工業株式会社
予熱装置
7か月前
東レ株式会社
炭素繊維シートの製造方法
19日前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社FTS
セパレータ
3か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
28日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
29日前
株式会社不二越
射出成形機
1か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
トヨタ自動車株式会社
真空成形装置
5日前
株式会社リコー
シート処理システム
9か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
日東工業株式会社
インサート成形機
5か月前
個人
ノズルおよび熱風溶接機
3か月前
株式会社リコー
シート処理システム
8か月前
東ソー株式会社
高純度薬品用容器の製造方法
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































