TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059262
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169241
出願日
2023-09-29
発明の名称
タイヤ成形金型及びタイヤ成形金型の製造方法
出願人
TOYO TIRE株式会社
代理人
弁理士法人ユニアス国際特許事務所
主分類
B29C
33/02 20060101AFI20250403BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ベントプラグの抜けを抑制可能なタイヤ成形金型及びタイヤ成形金型の製造方法を提供する。
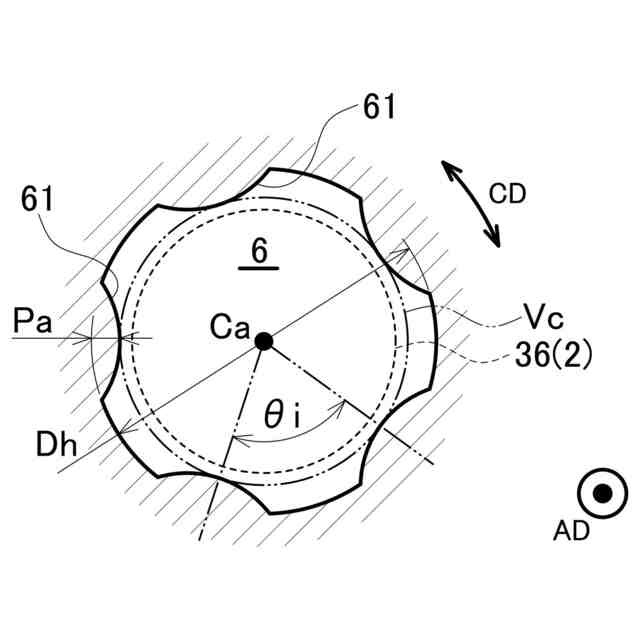
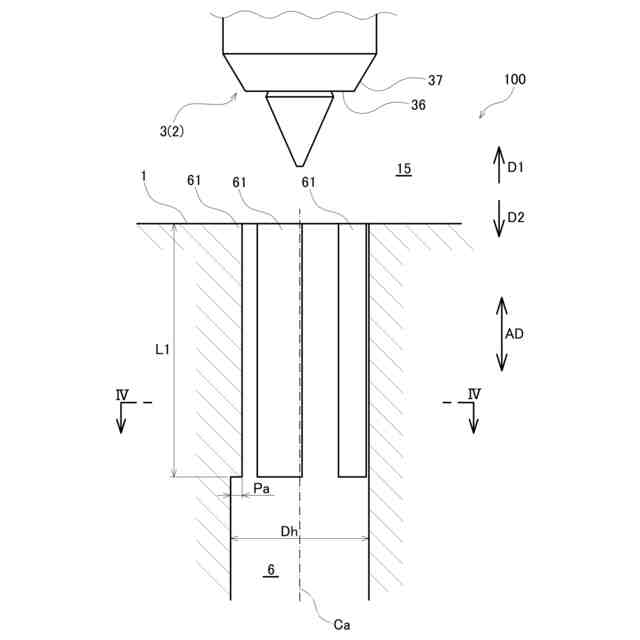
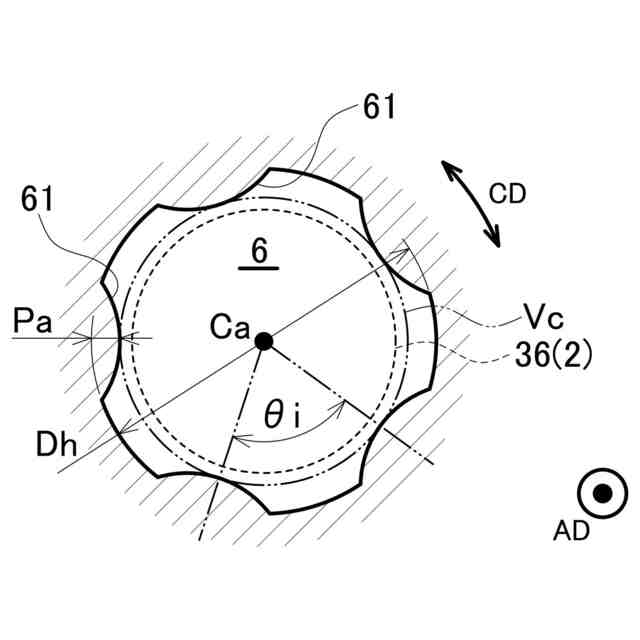
【解決手段】タイヤ成形金型は、タイヤ形成面と、前記タイヤ形成面で開口し、ベントプラグを嵌入するための排気孔と、を備え、前記排気孔は、その孔中心に向かって突出する3つ以上の突起を備え、前記3つ以上の突起は、前記排気孔の周方向に沿って実質的に均等に配置され、前記突起の先端は、前記排気孔の中心軸方向から見て、丸みを帯びている又は平坦である。
【選択図】図4
特許請求の範囲
【請求項1】
タイヤ形成面と、
前記タイヤ形成面で開口し、ベントプラグを嵌入するための排気孔と、を備え、
前記排気孔は、その孔中心に向かって突出する3つ以上の突起を備え、
前記3つ以上の突起は、前記排気孔の周方向に沿って実質的に均等に配置され、
前記突起の先端は、前記排気孔の中心軸方向から見て、丸みを帯びている又は平坦である、タイヤ成形金型。
続きを表示(約 630 文字)
【請求項2】
前記3つ以上の突起は、前記周方向において互いに間隔を空けて配置されている、請求項1に記載のタイヤ成形金型。
【請求項3】
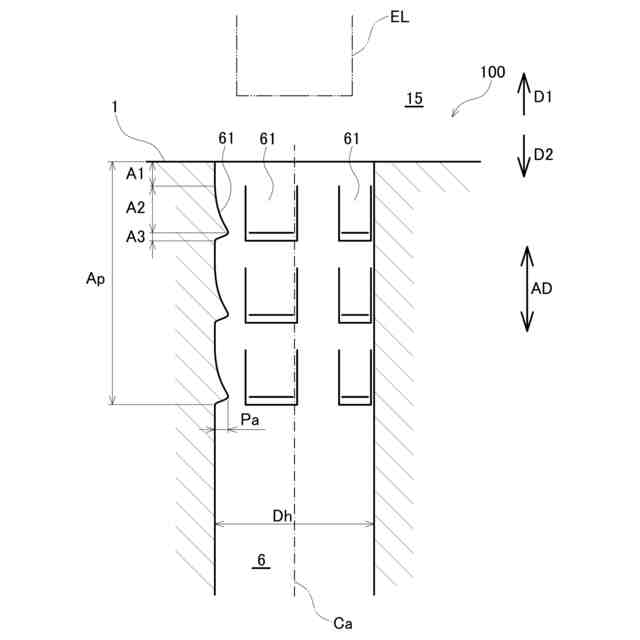
前記突起は、前記タイヤ形成面から離れるにつれて突出量が大きくなっている、請求項1又は2に記載のタイヤ成形金型。
【請求項4】
タイヤ形成面に排気孔を形成する排気孔形成工程と、
前記排気孔にベントプラグを嵌入する嵌入工程と、を含み、
前記排気孔は、その孔中心に向かって突出する3つ以上の突起を備え、
前記3つ以上の突起は、前記排気孔の周方向に沿って実質的に均等に配置され、
前記突起の先端は、前記排気孔の中心軸方向から見て、丸みを帯びている又は平坦である、タイヤ成形金型の製造方法。
【請求項5】
前記3つ以上の突起は、前記周方向において互いに間隔を空けて配置されている、請求項4に記載のタイヤ成形金型の製造方法。
【請求項6】
前記排気孔形成工程では、前記突起を放電加工で形成する、請求項4又は5に記載のタイヤ成形金型の製造方法。
【請求項7】
前記排気孔形成工程では、放電加工用電極を前記排気孔の軸方向に移動させる際に、前記放電加工用電極の送り速度又はそれに加える電圧を変化させることによって、前記タイヤ形成面から離れるにつれて突出量が漸増する前記突起を形成する、請求項6に記載のタイヤ成形金型の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、タイヤ成形金型及びタイヤ成形金型の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
タイヤ成形金型には、タイヤの外表面を形成するタイヤ形成面に多数の排気孔が設けられている。排気孔は、金型の内部と外部とを通じ、加硫成形時にタイヤの外表面とタイヤ形成面との間の空気を排出させ、それによりベアと呼ばれる凹み傷の発生を防止する。加硫成形時にはタイヤの外表面のゴムが排気孔に流入する。これにより、加硫済みタイヤの外表面には、スピューと呼ばれる多数のゴム突起が形成される。これに対し、排気孔にベントプラグを嵌入することによりスピューの形成を抑制する手法が知られている。ベントプラグとして、例えば特許文献1に開示されているようなベントピースが知られている。
【0003】
ベントプラグは、締まり嵌めにより排気孔の全周を潰しながら嵌入される。そのため、ベントプラグの嵌入抵抗が大きく、ベントプラグが排気孔に対して斜めに嵌入される場合や、ベントプラグの中心軸と排気孔の中心軸とがずれて嵌入される場合がある。ベントプラグの嵌入状態が悪い場合、タイヤ成形金型から加硫成形後のタイヤを取り出した際に、そのタイヤがベントプラグに引っ掛かり、ベントプラグが抜ける恐れがある。
【先行技術文献】
【特許文献】
【0004】
特開2020-44749号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示の目的は、ベントプラグの抜けを抑制可能なタイヤ成形金型及びタイヤ成形金型の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本開示のタイヤ成形金型は、タイヤ形成面と、前記タイヤ形成面で開口し、ベントプラグを嵌入するための排気孔と、を備え、前記排気孔は、その孔中心に向かって突出する3つ以上の突起を備え、前記3つ以上の突起は、前記排気孔の周方向に沿って実質的に均等に配置され、前記突起の先端は、前記排気孔の中心軸方向から見て、丸みを帯びている又は平坦である。
【0007】
本開示のタイヤ成形金型の製造方法は、タイヤ形成面に排気孔を形成する排気孔形成工程と、前記排気孔にベントプラグを嵌入する嵌入工程と、を含み、前記排気孔は、その孔中心に向かって突出する3つ以上の突起を備え、前記3つ以上の突起は、前記排気孔の周方向に沿って実質的に均等に配置され、前記突起の先端は、前記排気孔の中心軸方向から見て、丸みを帯びている又は平坦である。
【図面の簡単な説明】
【0008】
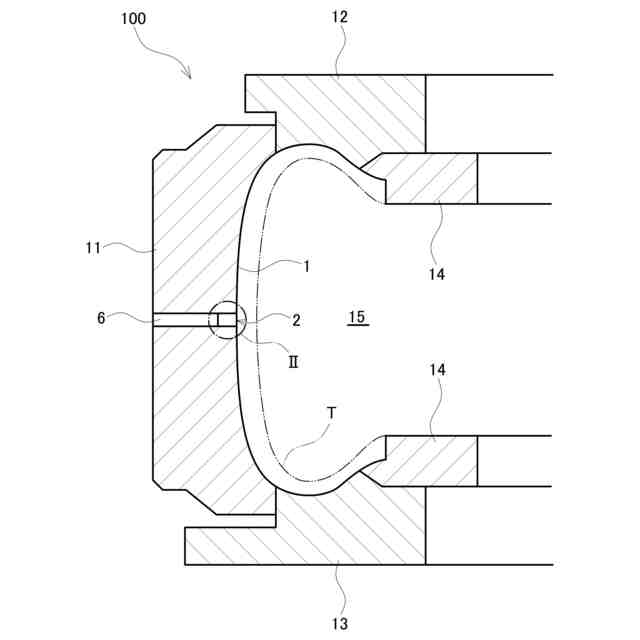
第1実施形態に係るタイヤ成形金型を概略的に示す断面図
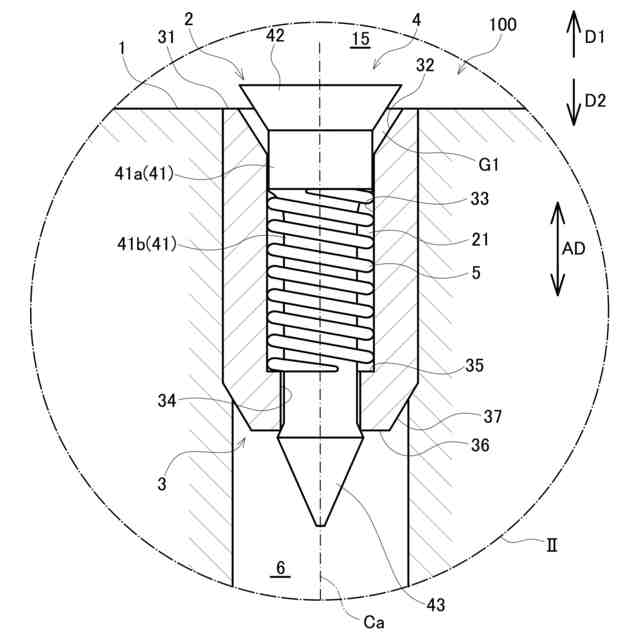
ベントプラグを示す図1の領域II拡大図
同実施形態に係るタイヤ成形金型のベントプラグ嵌入前の排気孔を示す図2に相当する断面図
図3のIV-IV線断面図
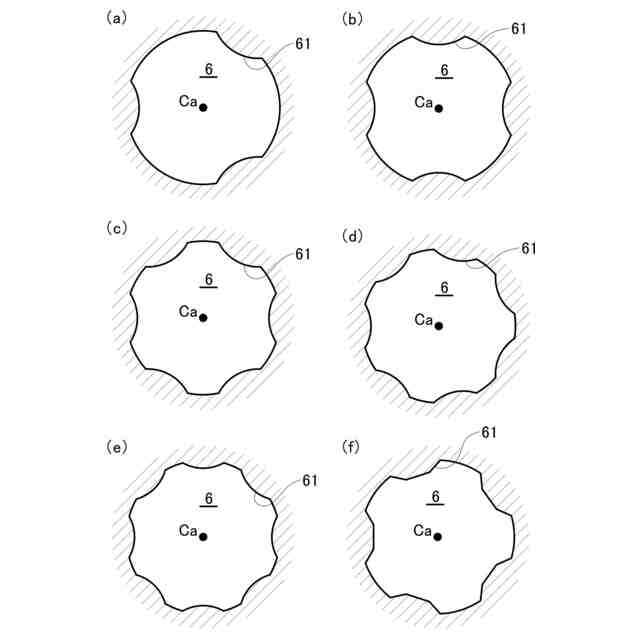
排気孔の変形例を示す図4に相当する断面図
第2実施形態に係るタイヤ成形金型のベントプラグ嵌入前の排気孔を示す図2に相当する断面図
タイヤ成形金型の製造方法の一例を示すフローチャート
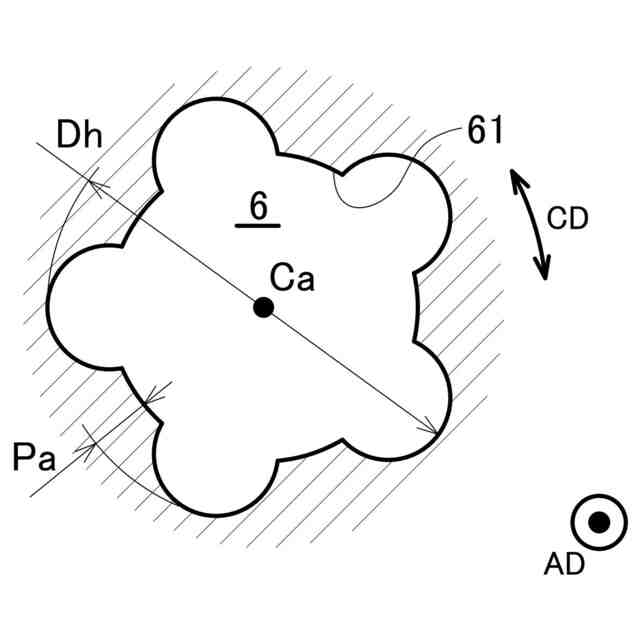
排気孔の他の変形例を示す図4に相当する断面図
【発明を実施するための形態】
【0009】
[タイヤ成形金型]
(第1実施形態)
まずは、第1実施形態に係るタイヤ成形金型100の構成の一例について、図1を参照しながら説明する。なお、各図(図2~図8も同様)において、図面の寸法比と実際の寸法比とは、必ずしも一致しておらず、また、各図面の間での寸法比も、必ずしも一致していない。
【0010】
図1は、タイヤ子午線断面に沿ったタイヤ成形金型100(以下、単に「金型100」と呼ぶ場合がある)の断面を示す。図1に示す金型100は、型閉め状態である。タイヤTは、タイヤ軸方向を上下に向けてセットされる。図1において、左方向はタイヤ径方向外側、右方向はタイヤ径方向内側である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
4か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
6か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
3か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社リコー
シート剥離装置
8か月前
トヨタ自動車株式会社
射出装置
1か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社FTS
成形装置
3か月前
東レ株式会社
炭素繊維シートの製造方法
5日前
株式会社不二越
射出成形機
15日前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
20日前
株式会社不二越
射出成形機
14日前
株式会社FTS
セパレータ
2か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社リコー
画像形成システム
4か月前
日東工業株式会社
インサート成形機
4か月前
小林工業株式会社
振動溶着機
10か月前
トヨタ自動車株式会社
真空成形方法
11か月前
KTX株式会社
シェル型の作製方法
9か月前
トヨタ自動車株式会社
真空成形装置
11か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
株式会社リコー
シート処理システム
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































