TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054491
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023163554
出願日
2023-09-26
発明の名称
二軸非噛合い押出機用スクリュ及び二軸非噛合い押出機
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
48/40 20190101AFI20250331BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】二軸非噛合い押出機のシリンダ内における溶融樹脂の滞留を抑制する。
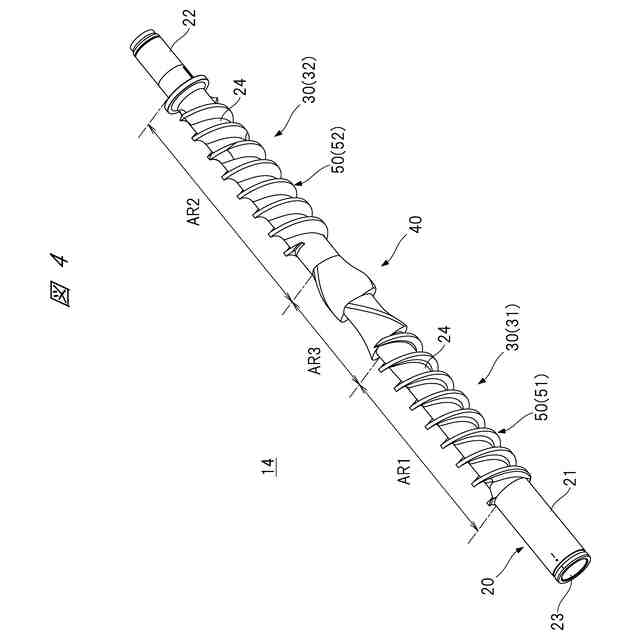
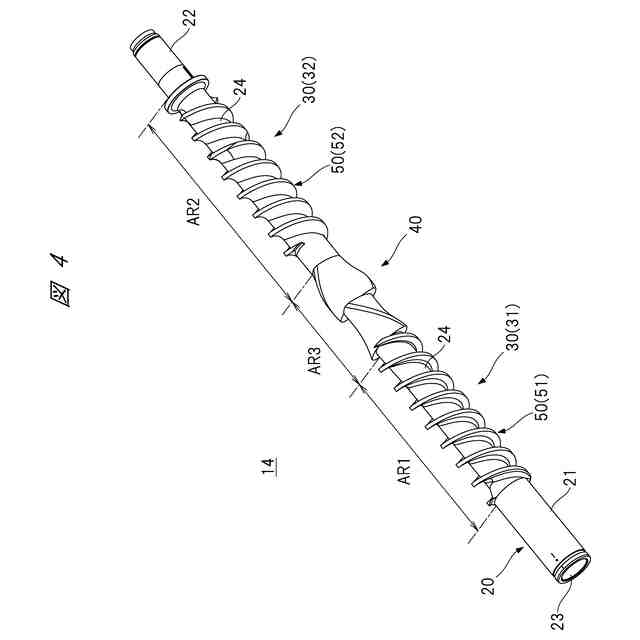
【解決手段】一実施の施形態によれば、スクリュ14は、フライト断面形状が異なる上段側スクリュ部分31および下段側スクリュ部分32を有し、下段側スクリュ部分32のフライト断面形状の曲率半径は、上段側スクリュ部分31のフライト断面形状の曲率半径よりも大きい。
【選択図】図4
特許請求の範囲
【請求項1】
以下を含む、二軸非噛合い押出機用スクリュ:
第1のフライト断面形状を有する上段側スクリュ部分;および
第2のフライト断面形状を有する下段側スクリュ部分、
ここで、
前記第2のフライト断面形状の曲率半径は、前記第1のフライト断面形状の曲率半径よりも大きい。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の二軸非噛合い押出機用スクリュにおいて、
前記上段側スクリュ部分および前記下段側スクリュ部分に、シャフト部分の外周面から前記シャフト部分の径方向外側に向かって突出し、前記シャフト部分の軸方向に沿って螺旋状に延びるフライトが設けられ、
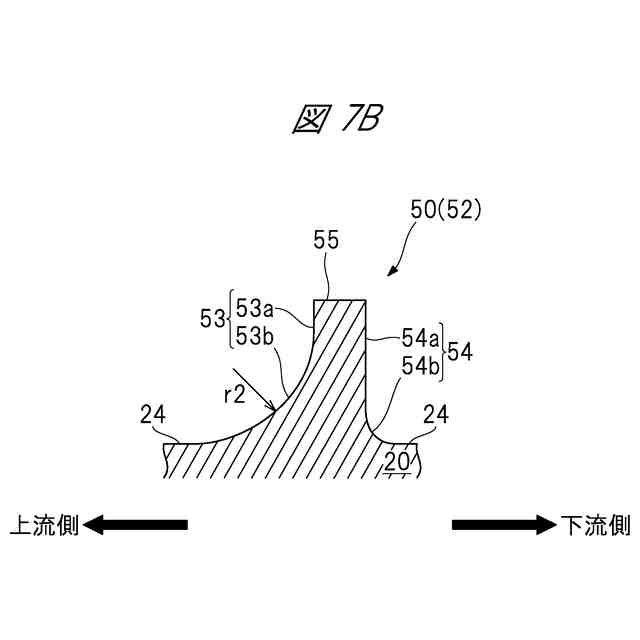
前記フライトは、前記シャフト部分の前記外周面から立ち上がる上流側側面および下流側側面を有し、
前記上流側側面および前記下流側側面は、前記シャフト部分の前記外周面に連接する円弧部を含み、
前記下段側スクリュ部分に設けられている前記フライトの前記円弧部の曲率半径は、前記上段側スクリュ部分に設けられている前記フライトの前記円弧部の曲率半径よりも大きい、二軸非噛合い押出機用スクリュ。
【請求項3】
請求項1に記載の二軸非噛合い押出機用スクリュにおいて、
混練調整部分を有し、
軸方向で前記混練調整部分の一側に前記上段側スクリュ部分が設けられ、軸方向で前記混練調整部分の他側に前記下段側スクリュ部分が設けられている、二軸非噛合い押出機用スクリュ。
【請求項4】
請求項1に記載の二軸非噛合い押出機用スクリュにおいて、
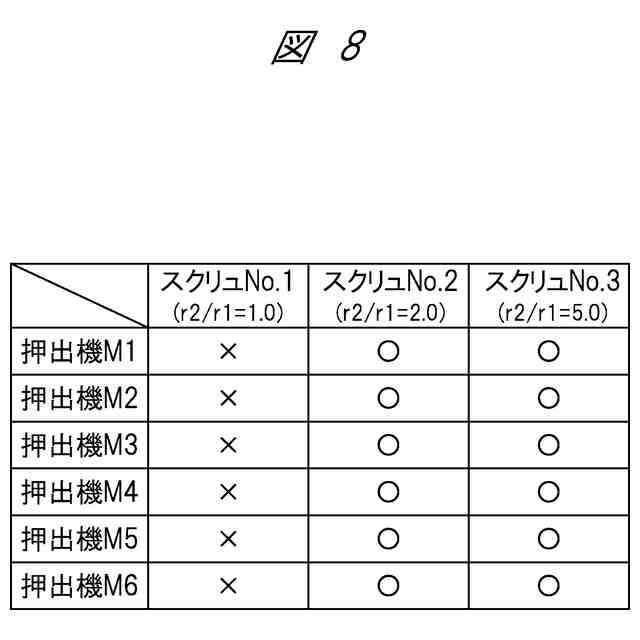
前記第2のフライト断面形状の曲率半径は、前記第1のフライト断面形状の曲率半径の2.0倍以上5.0倍以下である、二軸非噛合い押出機用スクリュ。
【請求項5】
請求項1に記載の二軸非噛合い押出機用スクリュにおいて、
前記第2のフライト断面形状の曲率半径は、フライトの外径の0.2倍以上0.3倍以下である、二軸非噛合い押出機用スクリュ。
【請求項6】
以下を含む、二軸非噛合い押出機:
シリンダ;および
前記シリンダ内に配置されたスクリュ、
ここで、
前記スクリュは、
第1のフライト断面形状を有する上段側スクリュ部分と第2のフライト断面形状を有する下段側スクリュ部分とを有し、
前記第2のフライト断面形状の曲率半径は、前記第1のフライト断面形状の曲率半径よりも大きい。
【請求項7】
請求項6に記載の二軸非噛合い押出機において、
前記第2のフライト断面形状の曲率半径は、前記第1のフライト断面形状の曲率半径の2.0倍以上5.0倍以下である、二軸非噛合い押出機。
【請求項8】
請求項6に記載の二軸非噛合い押出機において、
前記スクリュは、前記シリンダ内に供給されたポリエチレンを混練しながら搬送する、二軸非噛合い押出機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、二軸非噛合い押出機に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
溶融樹脂を押し出す押出機が知られている。押出機は、樹脂ペレットを製造する造粒機を構成し得る。特許文献1には、押出機と、押出機から押し出された溶融樹脂を切断する切断機とを有する造粒機が記載されている。
【0003】
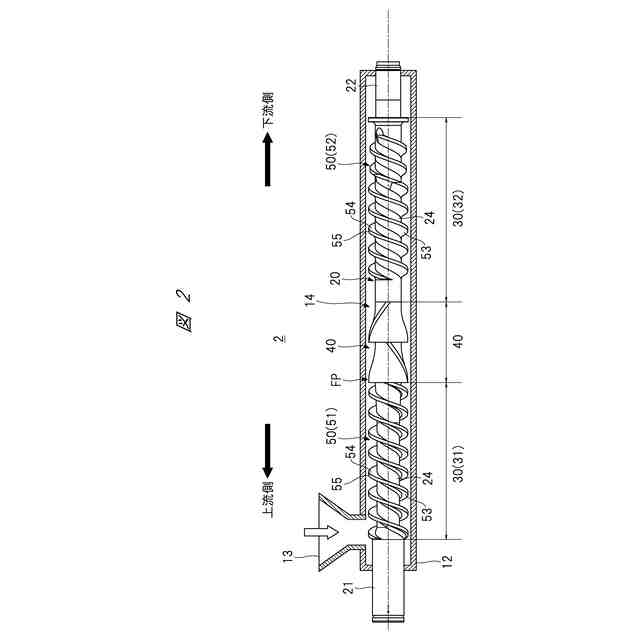
押出機は、原料樹脂が供給されるシリンダと、シリンダ内で回転駆動されるスクリュとを有している。シリンダ内に供給された原料樹脂は、シリンダ内で溶融され、スクリュによって混練されつつ搬送される。
【先行技術文献】
【特許文献】
【0004】
特開2022-071886号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
二軸非噛合い押出機のシリンダ内に溶融樹脂が滞留しないことが求められる。
【0006】
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
一実施の形態によれば、二軸非噛合い押出機用スクリュは、第1のフライト断面形状を有する上段側スクリュ部分および第2のフライト断面形状を有する下段側スクリュ部分を有する。そして、第2のフライト断面形状の曲率半径は、第1のフライト断面形状の曲率半径よりも大きい。
【発明の効果】
【0008】
一実施の形態によれば、二軸非噛合い押出機のシリンダ内における溶融樹脂の滞留が抑制される。
【図面の簡単な説明】
【0009】
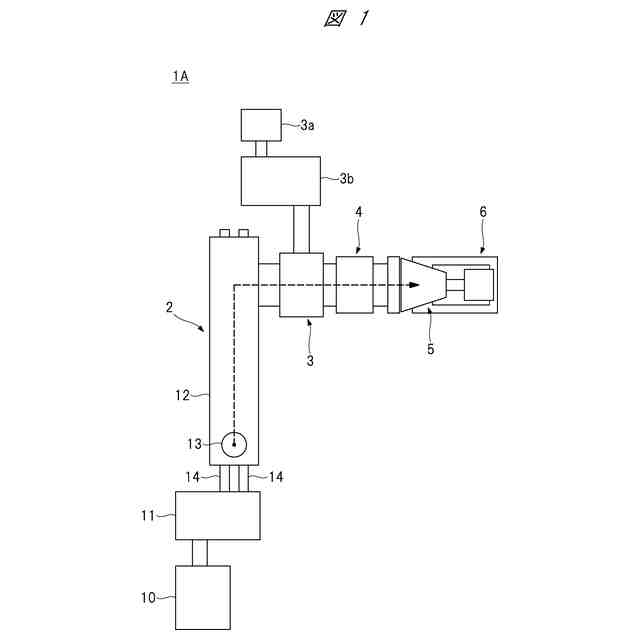
一実施の形態に係る造粒機の構成を示す模式図である。
一実施の形態に係る押出機の構造を示す断面図である。
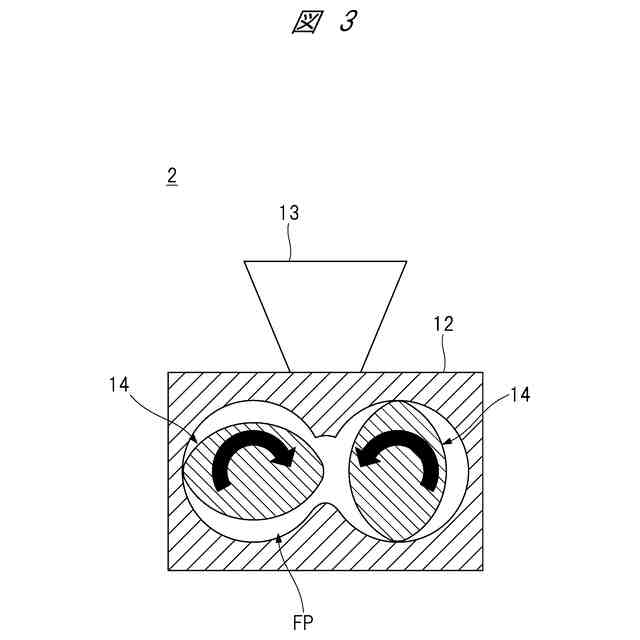
一実施の形態に係る押出機の構造を示す他の断面図である。
一実施の形態に係るスクリュの外観を示す斜視図である。
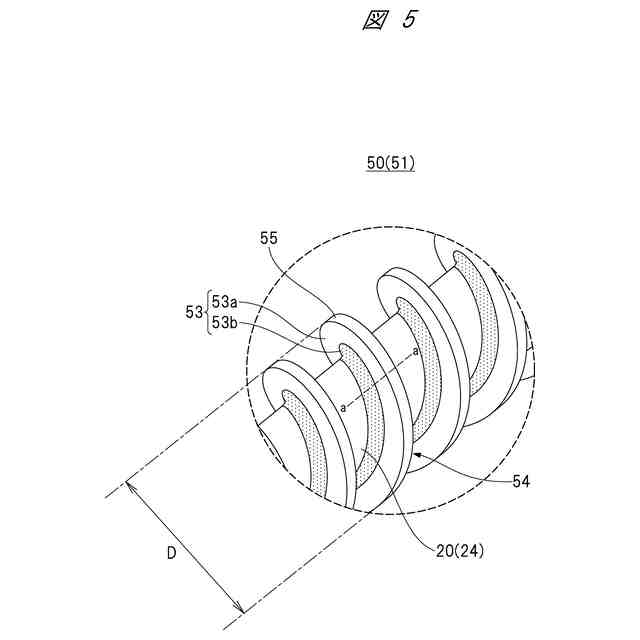
一実施の形態に係る上段側フライトの一部を拡大して示す斜視図である。
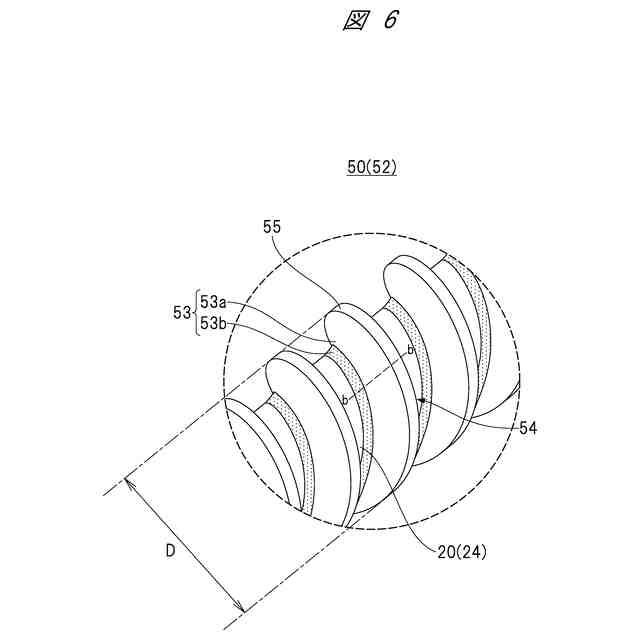
一実施の形態に係る下段側フライトの一部を拡大して示す斜視図である。
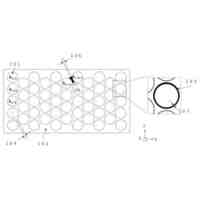
図5中のa-a線に沿う上段側フライトの部分断面図である。
図6中のb-b線に沿う下段側フライトの部分断面図である。
比較試験の結果を示す表である。
【発明を実施するための形態】
【0010】
以下、一実施の形態について図面に基づいて詳細に説明する。なお、実施の形態を説明するための全図において、同一または実質的に同一の機能を有する部材や機器には同一の符号を付す。また、一度説明した部材や機器については、原則として繰り返しの説明は行わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
グンゼ株式会社
ピン
4か月前
個人
射出ミキシングノズル
7か月前
日機装株式会社
加圧システム
17日前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社FTS
成形装置
4か月前
トヨタ自動車株式会社
射出装置
2か月前
東レ株式会社
炭素繊維シートの製造方法
23日前
株式会社リコー
画像形成システム
5か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
個人
ノズルおよび熱風溶接機
4か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
日東工業株式会社
インサート成形機
5か月前
トヨタ自動車株式会社
真空成形装置
9日前
トヨタ自動車株式会社
3Dプリンタ
5か月前
日本プラスト株式会社
嵌合構造
7か月前
中川産業株式会社
防火板材の製造方法
5か月前
三菱ケミカル株式会社
複合物品の製造方法。
7か月前
帝人株式会社
複数の孔を有する成形品
18日前
三光合成株式会社
ガス排出供給構造体
7か月前
株式会社FTS
ブローニードル
5か月前
東レ株式会社
ペレット製造時の制御システム
2か月前
株式会社コスメック
磁気クランプ装置
2か月前
トヨタ自動車株式会社
電池の製造方法
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ