TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025050404
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159182
出願日
2023-09-22
発明の名称
更生用帯状部材の生産装置及び生産方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250327BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】既設管更生用の帯状部材を押出成形して巻き取る送りライン上の切断機で帯状部材を切断した時、帯状部材が高剛性であっても、切断機から巻取機側の帯部分が跳ねて巻取ロールの巻き緩みが起きるのを防止する。
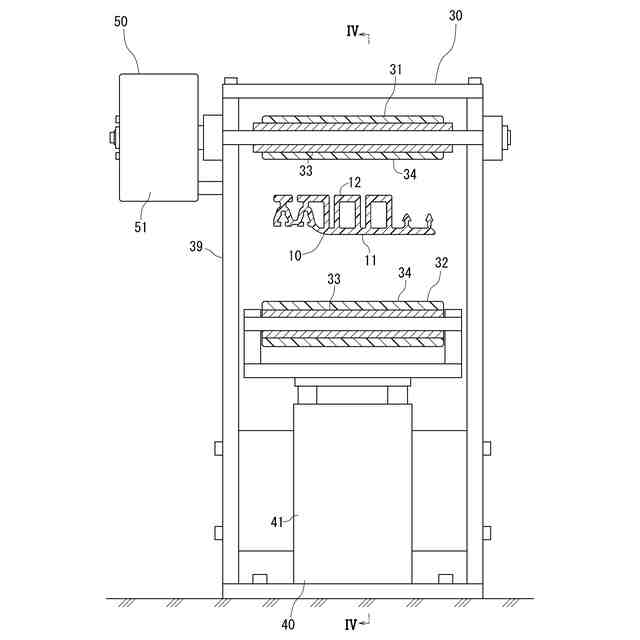
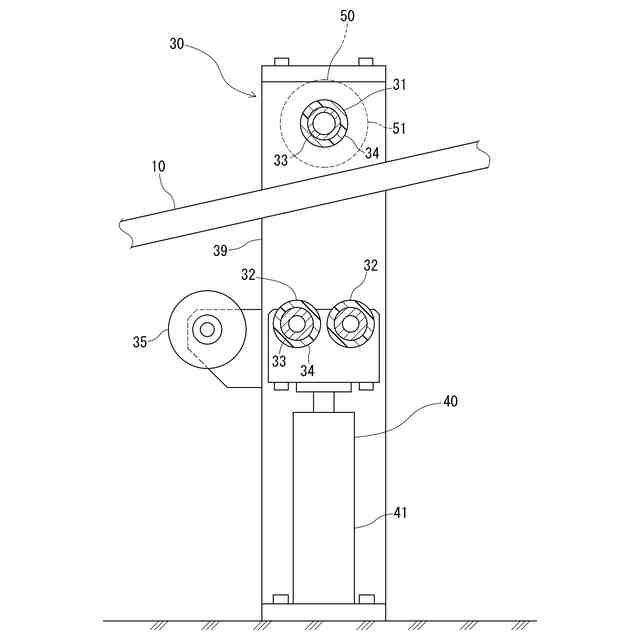
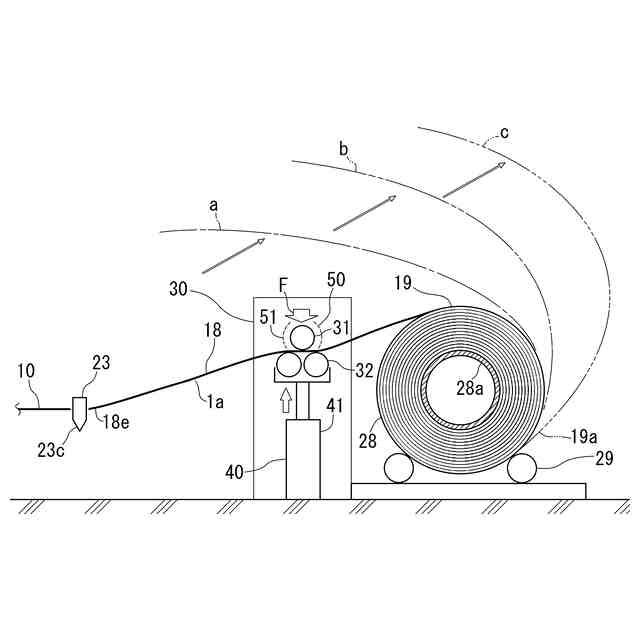
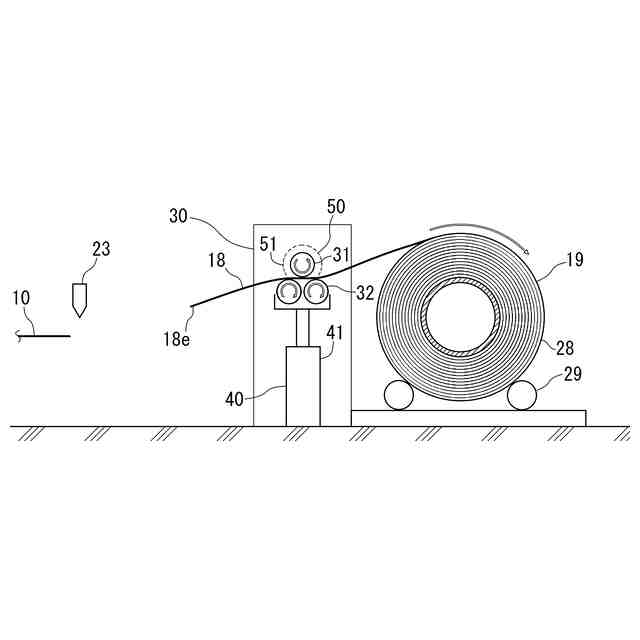
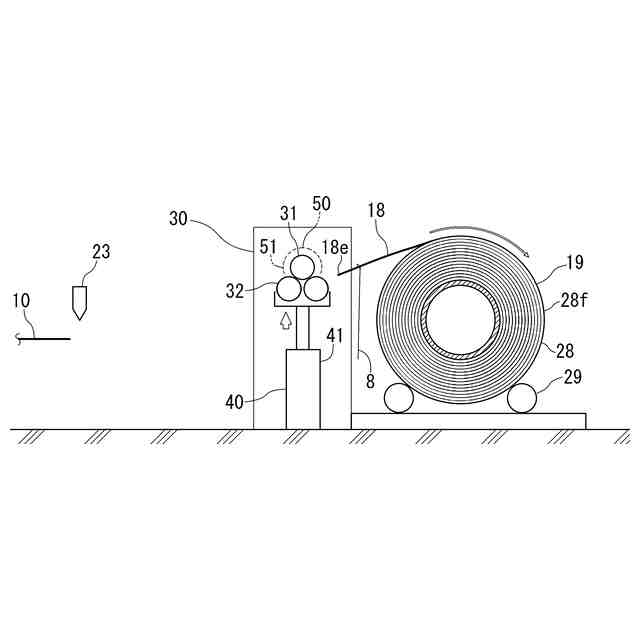
【解決手段】更生用帯状部材生産装置1の押出成形部20によって、螺旋状の更生管となる合成樹脂からなる長尺の帯状部材10を押し出し成形する。成形された帯状部材10を巻取機29によって巻き取る。押出成形部20から巻取機29へ向かう送りライン1a上の切断機23と巻取機29との間に保持機構30を配置して、保持機構30によって、帯状部材10における切断機23から巻取機29側の帯部分18を保持したうえで、帯状部材10を切断機23にて切断する。
【選択図】図5
特許請求の範囲
【請求項1】
螺旋状の更生管となる合成樹脂からなる長尺の帯状部材を生産する更生用帯状部材生産装置であって、
前記帯状部材を押し出し成形する押出成形部と、
前記帯状部材を巻き取る巻取機と、
前記押出成形部から前記巻取機へ向かう送りライン上で前記帯状部材を切断する切断機と、
前記切断機と前記巻取機との間に配置されて、前記帯状部材における前記切断機から巻取機側の帯部分を保持する保持機構と、
を備えたことを特徴とする更生用帯状部材生産装置。
続きを表示(約 860 文字)
【請求項2】
前記保持機構が、前記帯部分を前記送りラインの延び方向及び幅方向と直交する方向の両側から挟み付ける挟持ローラの対を含む請求項1に記載の更生用帯状部材生産装置。
【請求項3】
前記保持機構が、前記対をなす挟持ローラどうしを互いに接近離間させ、接近時の前記挟持ローラに挟み付け力を付与する進退機構を含む請求項2に記載の更生用帯状部材生産装置。
【請求項4】
前記進退機構が、圧縮性作動流体によって作動される流体圧シリンダーを含む請求項3に記載の更生用帯状部材生産装置。
【請求項5】
少なくとも1の前記挟持ローラには、当該挟持ローラの回転を抑える制動力を付与する回転制動機構が設けられている請求項2~4の何れか1項に記載の更生用帯状部材生産装置。
【請求項6】
前記巻取機の作動停止時に前記回転制動機構による制動力付与がなされ、
前記巻取機の作動時には前記回転制動機構による制動力が解除又は前記作動停止時より緩和される請求項5に記載の更生用帯状部材生産装置。
【請求項7】
前記回転制動機構が、パウダーブレーキを含む請求項6に記載の更生用帯状部材生産装置。
【請求項8】
前記挟持ローラの外周面には軟質被覆材が設けられている請求項2に記載の更生用帯状部材生産装置。
【請求項9】
螺旋状の更生管となる合成樹脂からなる長尺の帯状部材を生産する更生用帯状部材生産方法であって、
押出成形部によって前記帯状部材を押し出し成形する工程と、
成形された前記帯状部材を巻取機によって巻き取る工程と、
前記押出成形部から前記巻取機へ向かう送りライン上の切断機と前記巻取機との間に配置された保持機構によって、前記帯状部材における前記切断機から巻取機側の帯部分を保持する工程と、
前記帯状部材を切断機にて切断する工程と、
を備えたことを特徴とする更生用帯状部材生産方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、螺旋状の更生管となる合成樹脂製の長尺の帯状部材を生産する装置及び生産する方法に関し、特に、高剛性の帯状部材に適した生産装置及び生産方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
老朽化した下水道管等の既設管の内壁に更生管をライニングすることによって既設管を更生する方法は公知である(特許文献1等参照)。更生管は、例えば合成樹脂製の長尺の帯状部材によって構成されている。帯状部材は、平帯状の主帯部と、主帯部の裏面に設けられた複数条の補強凸条部と、主帯部の幅方向の両縁に形成された雌雄の嵌合部とを一体に含む。一般に、補強凸条部はT字断面に形成されている。特許文献1には、中空の四角形断面の補強凸条部が開示されている。
【0003】
この種の帯状部材は、合成樹脂原料から押出成形機によって連続的に押出成形される(特許文献2等参照)。押出成形機から延びる送りラインの終端には巻取機が設けられている。成形された帯状部材が、巻取機のドラムにロール状に巻き取られる。
【0004】
帯状部材の前記巻取ロールが更生施工現場へ搬入される。そして、巻取ロールから帯状部材が順次繰り出されて、既設管の内壁に沿って螺旋状に巻回され、螺旋管状の更生管に製管される。
【先行技術文献】
【特許文献】
【0005】
特開2022-031110号公報(0004,図17)
特開2021-091157号公報(図4)
【発明の概要】
【発明が解決しようとする課題】
【0006】
この種の帯状部材の生産現場において、巻取機のドラムへの帯状部材の巻き取り量が規定に達したときは、送りラインに設けた切断機で帯状部材が切断され、ドラムが交換される。補強凸条部がT字断面の一般的な帯状部材の場合、切断機で切断しても、切断機から巻取機側の帯部分は、殆ど静止したままである。一方、例えば特許文献1等に開示された中空の四角形断面の補強凸状部を有する帯状部材は、一般的な帯状部材より剛性が高い。このため、発明者の知見によれば、切断機から巻取機側の帯部分が、切断によって解放された瞬間、巻取ロールの外周側へ向かって反り返るように跳ねて、巻取ロールにおける前記帯部分に連なる巻き部分が外周側へ膨らむことで、巻き緩みが起きてしまう。
本発明は、かかる事情に鑑み、既設管更生用の帯状部材を押出成形して巻き取る送りライン上の切断機で帯状部材を切断した時、帯状部材が高剛性であっても、切断機から巻取機側の帯部分が跳ねて巻取ロールの巻き緩みが起きるのを防止することを目的とする。
【課題を解決するための手段】
【0007】
前記の課題を解決するために、本発明装置は、螺旋状の更生管となる合成樹脂からなる長尺の帯状部材を生産する更生用帯状部材生産装置であって、
前記帯状部材を押し出し成形する押出成形部と、
前記帯状部材を巻き取る巻取機と、
前記押出成形部から前記巻取機へ向かう送りライン上で前記帯状部材を切断する切断機と、
前記切断機と前記巻取機との間に配置されて、前記帯状部材における前記切断機から巻取機側の帯部分を保持する保持機構と、
を備えたことを特徴とする。
【0008】
当該更生用帯状部材生産装置においては、巻取機における帯状部材の巻取ロールが規定量に達したとき、切断機によって帯状部材が送りライン上で切断される。
切断に際し、保持機構によって切断機から巻取機側の帯部分を保持しておく。これによって、高剛性の帯状部材がであっても、切断の瞬間、帯部分が跳ねないように抑えることができ、巻取ロールの巻き緩みが起きるのを防止できる。
【0009】
好ましくは、前記保持機構が、前記帯部分を前記送りラインの延び方向及び幅方向と直交する方向の両側から挟み付ける挟持ローラの対を含む。
これによって、保持時の帯部分が損傷を受けるのを抑制又は防止できる。また、切断後の帯部分を巻き取る際は、挟持ローラが回転されることによって、帯部分を保持状態のままで巻取機へ円滑に送ることができる。
【0010】
好ましくは、前記保持機構が、前記対をなす挟持ローラどうしを互いに接近離間させ、接近時の前記挟持ローラに挟み付け力を付与する進退機構を含む。
対をなす挟持ローラの接近離間によって、帯部分を挟み付けて保持したり離したりできる。更に、接近時の挟持ローラが帯部分に対し挟み付け力を付与することで、帯部分が跳ねたり巻取ロールが緩んだりするのを確実に防止できる。
前記挟み付け力を設定又は調整することによって、帯部分が跳ねたり巻取ロールが巻き緩んだりするのを一層確実に防止できる。前記挟み付け力は、巻取ロールが巻き緩む力より大きく、巻取機による帯部分の巻き取り力より小さくなるよう設定又は調整することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
6か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
3か月前
東レ株式会社
フィルムの製造方法
19日前
個人
射出ミキシングノズル
6か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社リコー
シート剥離装置
8か月前
株式会社シロハチ
真空チャンバ
5か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
株式会社不二越
射出成形機
1日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社FTS
セパレータ
2か月前
株式会社リコー
画像形成システム
4か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社不二越
射出成形機
2日前
株式会社不二越
射出成形機
7日前
株式会社神戸製鋼所
混練機
1か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
日東工業株式会社
インサート成形機
4か月前
個人
ノズルおよび熱風溶接機
3か月前
株式会社リコー
シート処理システム
7か月前
株式会社リコー
シート処理システム
8か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
株式会社カネカ
再生アクリル樹脂の製造方法
5か月前
株式会社コスメック
磁気クランプ装置
3か月前
豊田鉄工株式会社
接合体及び接合方法
6か月前
株式会社日本製鋼所
射出成形機
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































