TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025050383
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159143
出願日
2023-09-22
発明の名称
射出成形機の制御装置
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20250327BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形機の商品価値を高める技術を提供する。
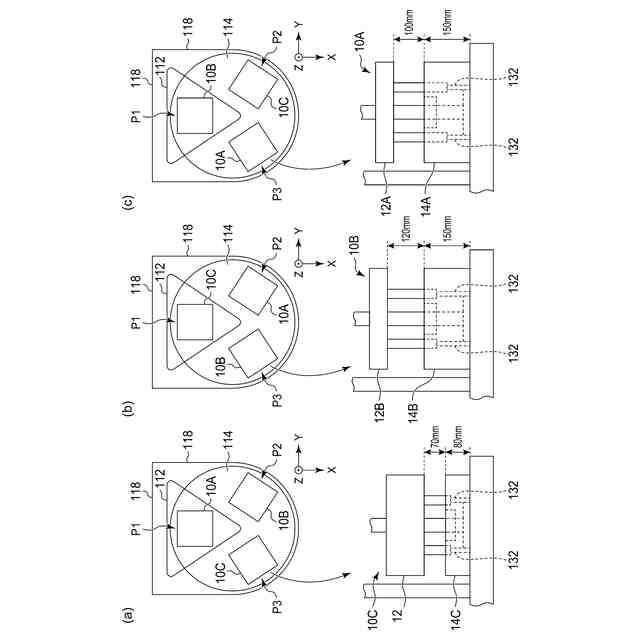
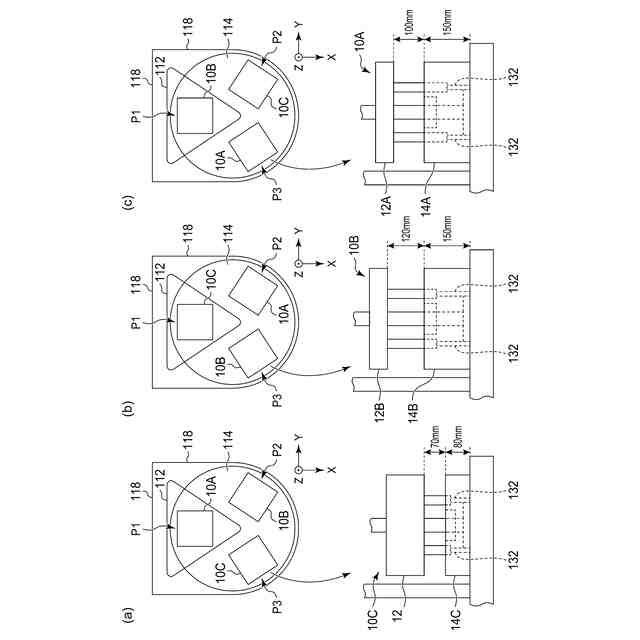
【解決手段】射出成形機の制御装置は、それぞれ固定金型および可動金型を含む複数の金型装置が回転テーブル114に搭載され、回転テーブル114の間欠回転によって複数の金型装置のそれぞれを射出位置と取出位置に順次配置し、射出位置においては、金型装置を型締めして射出を行い、取出位置においては、型開閉ロッド132で可動金型を押すことにより金型装置を開き、金型装置から成形品を取り出す射出成形機の制御装置であって、型開閉ロッド132の動作を動作設定情報にしたがって制御する制御部を備え、動作設定情報は、金型装置ごとに、独立に設定可能である。
【選択図】図6
特許請求の範囲
【請求項1】
それぞれ固定金型および可動金型を含む複数の金型装置が回転テーブルに搭載され、前記回転テーブルの間欠回転によって複数の金型装置のそれぞれを射出位置と取出位置に順次配置し、射出位置においては、金型装置を型締めして射出を行い、取出位置においては、型開閉ロッドで可動金型を押すことにより金型装置を開き、金型装置から成形品を取り出す射出成形機の制御装置であって、
前記型開閉ロッドの動作を動作設定情報にしたがって制御する制御部を備え、
前記動作設定情報は、金型装置ごとに、独立に設定可能である射出成形機の制御装置。
続きを表示(約 300 文字)
【請求項2】
前記動作設定情報は、金型装置ごと、かつ、成形条件ごとに、独立に設定可能である請求項1に記載の射出成形機の制御装置。
【請求項3】
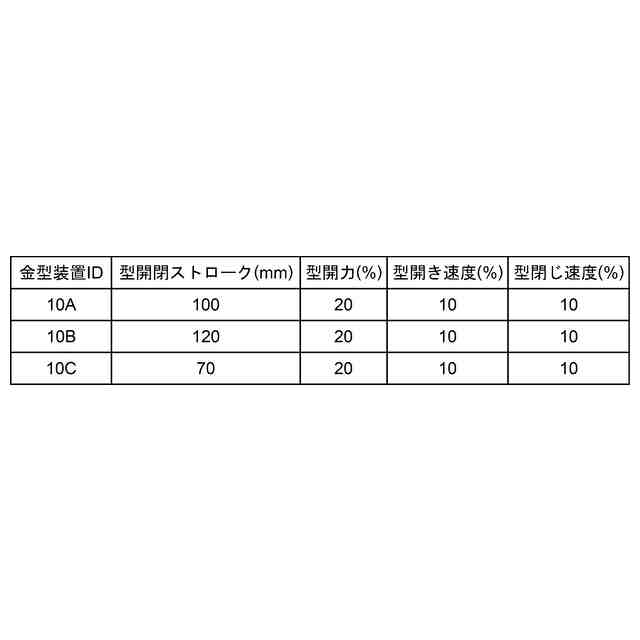
前記動作設定情報は、型開閉ストローク、型開力、型開き速度または型閉じ速度である、請求項1に記載の射出成形機の制御装置。
【請求項4】
前記制御部は、金型装置ごとの動作設定情報を記憶する記憶部を備える請求項1に記載の射出成形機の制御装置。
【請求項5】
前記制御部は、金型装置ごとの動作設定情報を設定するための設定画面を所定の表示部に表示する表制御部を備える請求項1に記載の射出成形機の制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機の制御装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1は、複数の金型装置が回転テーブルに搭載され、回転テーブルの間欠回転によって複数の金型装置のそれぞれを射出位置、冷却位置、取出位置に順次配置させる射出成形機を開示する。この射出成形機によれば、射出位置における金型装置の型締めおよび金型装置への成形材料の射出と、冷却位置における金型装置の冷却と、取出位置における成形品の取り出しと、を同時進行で行うことが可能であり、成形サイクルを短縮できる。
【先行技術文献】
【特許文献】
【0003】
特開2022-117246号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明はこうした状況においてなされたものであり、そのある態様の例示的な目的のひとつは、射出成形機の商品価値を高める技術を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明のある態様の射出成形機の制御装置は、それぞれ固定金型および可動金型を含む複数の金型装置が回転テーブルに搭載され、回転テーブルの間欠回転によって複数の金型装置のそれぞれを射出位置と取出位置に順次配置し、射出位置においては、金型装置を型締めして射出を行い、取出位置においては、型開閉ロッドで可動金型を押すことにより金型装置を開き、金型装置から成形品を取り出す射出成形機の制御装置であって、型開閉ロッドの動作を動作設定情報にしたがって制御する制御部を備え、動作設定情報は、金型装置ごとに、独立に設定可能である。
【0006】
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
【発明の効果】
【0007】
本発明によれば、射出成形機の商品価値を高める技術を提供することができる。
【図面の簡単な説明】
【0008】
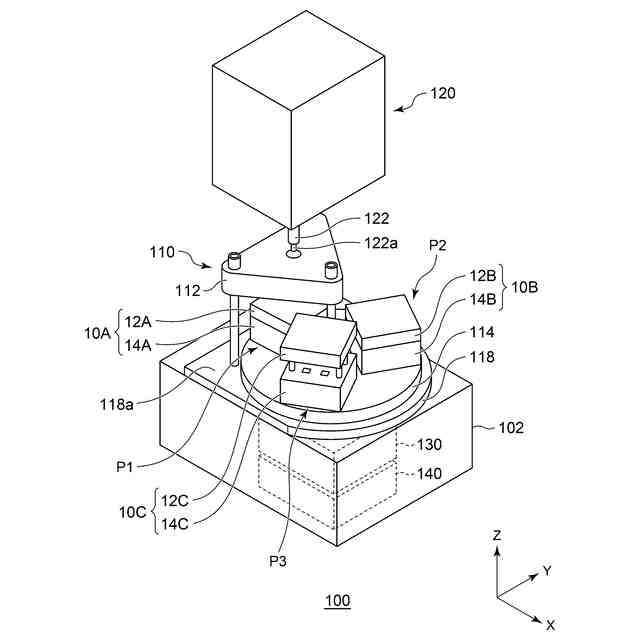
実施の形態に係る射出成形機の斜視図である。
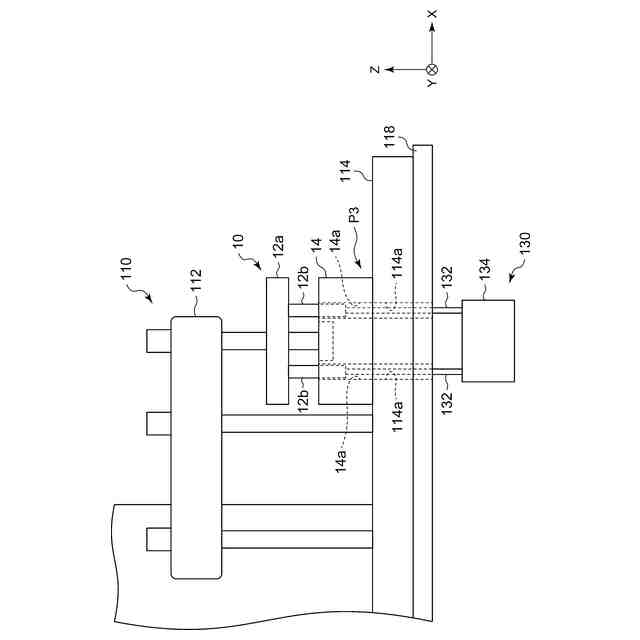
図1の第3位置に配置された金型装置を開閉装置により型開きする様子を示す図である。
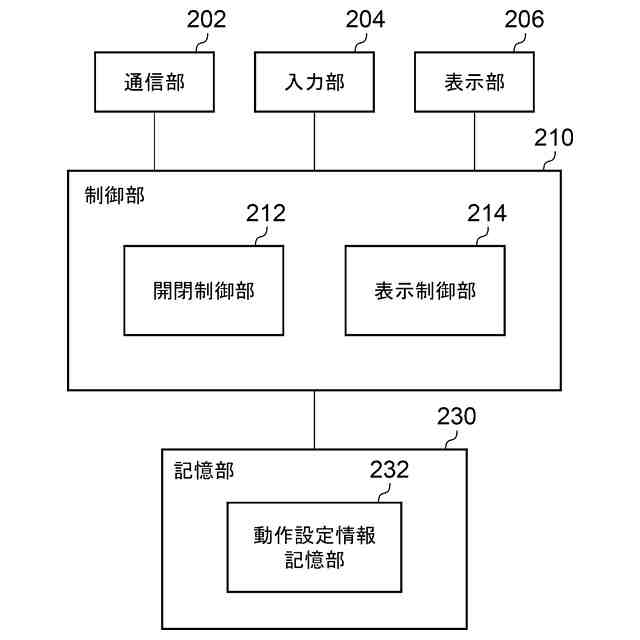
図1の制御装置200の機能ブロックを示す図である。
図3の動作設定情報記憶部のデータ構造の一例を示す図である。
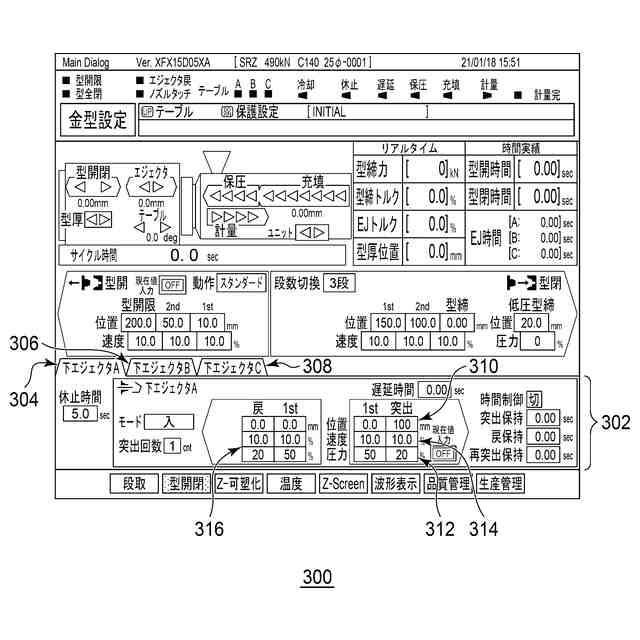
図3の表示制御部が表示部に表示した設定画面を示す図である。
図6(a)~(c)は、射出成形機の動作を時系列で説明する図である。その周辺を示す図である。
【発明を実施するための形態】
【0009】
以下、各図面に示される同一または同等の構成要素、部材、工程には、同一の符号を付するものとし、適宜重複した説明は省略する。また、各図面における部材の寸法は、理解を容易にするために適宜拡大、縮小して示される。また、各図面において実施の形態を説明する上で重要ではない部材の一部は省略して表示する。
【0010】
図1は、実施の形態に係る射出成形機100の斜視図である。本明細書において、X軸方向、Y軸方向およびZ軸方向は互いに垂直な方向である。X軸方向およびY軸方向は水平方向を表し、Z軸方向は鉛直方向を表す。型締装置110が竪型である場合、Z軸方向が型締方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
吹出しノズル
4か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
プリプレグテープ
6か月前
CKD株式会社
型用台車
3か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
19日前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
株式会社シロハチ
真空チャンバ
5か月前
帝人株式会社
成形体の製造方法
9か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
株式会社FTS
成形装置
3か月前
東レ株式会社
一体化成形品の製造方法
7か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社不二越
射出成形機
7日前
株式会社不二越
射出成形機
1日前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社FTS
セパレータ
2か月前
株式会社リコー
画像形成システム
4か月前
株式会社不二越
射出成形機
2日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
日東工業株式会社
インサート成形機
4か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
株式会社リコー
シート処理システム
8か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
小林工業株式会社
振動溶着機
9か月前
KTX株式会社
シェル型の作製方法
9か月前
株式会社リコー
シート処理システム
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































