TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025049756
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023158137
出願日
2023-09-22
発明の名称
ヘッドチップ、液体噴射ヘッド、液体噴射記録装置及びヘッドチップの製造方法
出願人
エスアイアイ・プリンテック株式会社
代理人
個人
,
個人
,
個人
主分類
B41J
2/14 20060101AFI20250327BHJP(印刷;線画機;タイプライター;スタンプ)
要約
【課題】製造効率の向上を図った上で、吐出速度のばらつきを抑制できるヘッドチップ、液体噴射ヘッド、液体噴射記録装置及びヘッドチップの製造方法を提供する。
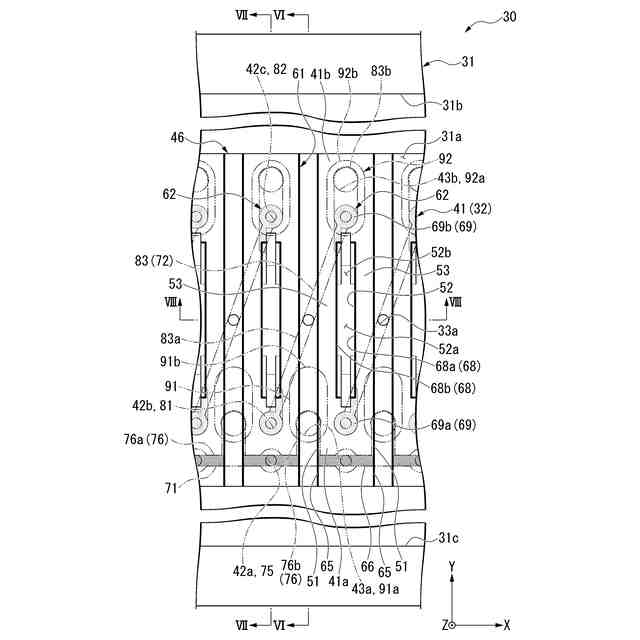
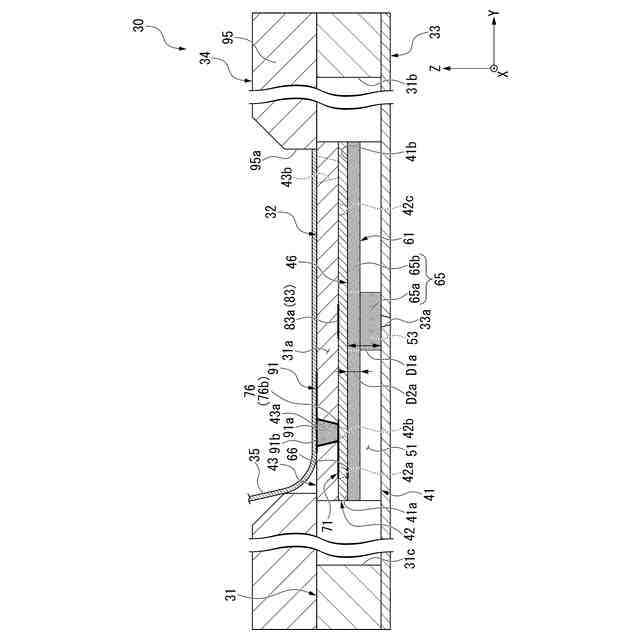
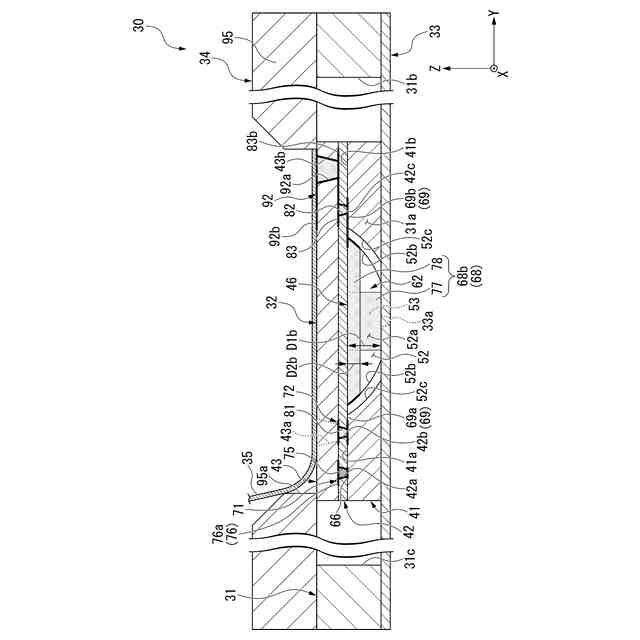
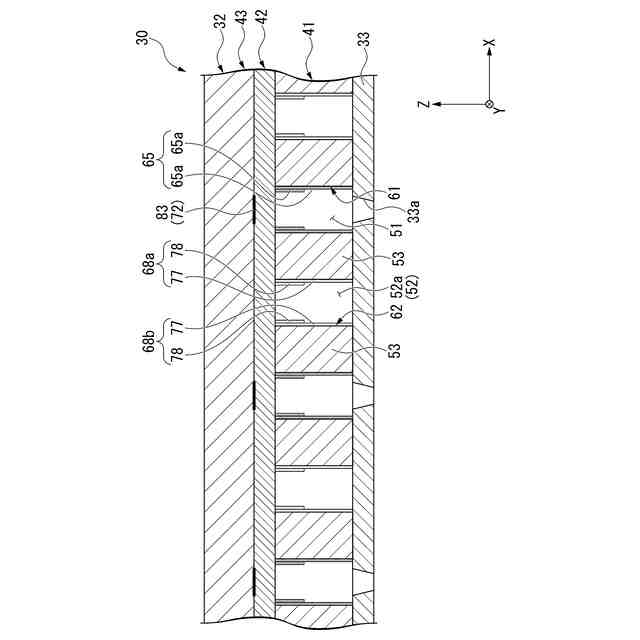
【解決手段】本開示の一態様に係るヘッドチップは、第1開口部及び第2開口部を有するチャネルが形成されたアクチュエータプレートを備えている。アクチュエータプレートには、チャネルの内面に形成された駆動電極と、アクチュエータプレートの第1面に形成されるとともに、第1開口部の開口縁を通じて駆動電極に接続された駆動配線と、が形成されている。駆動電極は、第1開口部の開口縁から厚さ方向に延びるとともに、第1方向の寸法が第2開口部よりも小さい第1電極と、第1電極と一部が重なった状態で、第1開口部の開口縁から厚さ方向に延びるとともに、厚さ方向の寸法が前記第1電極よりも小さく、第1方向の寸法が前記第1電極よりも大きい第2電極と、を備えている。
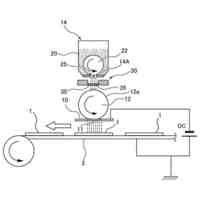
【選択図】図4
特許請求の範囲
【請求項1】
厚さ方向の第1側を向く第1面上で開口する第1開口部、及び前記厚さ方向における第1側と反対側である第2側を向く第2面上で開口するとともに、前記厚さ方向に交差する第1方向の長さが前記第1開口部よりも短い第2開口部を有し、前記厚さ方向に交差する第1方向に延びるチャネルが形成されたアクチュエータプレートを備え、
前記アクチュエータプレートには、
前記チャネルの内面に形成された駆動電極と、
前記アクチュエータプレートの前記第1面に形成されるとともに、前記第1開口部の開口縁を通じて前記駆動電極に接続された駆動配線と、が形成され、
前記駆動電極は、
前記第1開口部の開口縁から前記厚さ方向に延びるとともに、前記第1方向の寸法が前記第2開口部よりも小さい第1電極と、
前記第1電極と一部が重なった状態で、前記第1開口部の開口縁から前記厚さ方向に延びるとともに、前記厚さ方向の寸法が前記第1電極よりも小さく、前記第1方向の寸法が前記第1電極よりも大きい第2電極と、を備えているヘッドチップ。
続きを表示(約 1,300 文字)
【請求項2】
前記第1電極は、前記チャネルにおける厚さ方向の全長に亘って形成されている請求項1に記載のヘッドチップ。
【請求項3】
前記第1電極の前記厚さ方向の寸法をD1、前記第2電極の前記厚さ方向の寸法をD2とすると、以下の式を満たす請求項1又は請求項2に記載のヘッドチップ。
(D1-D2)>D2
【請求項4】
前記第1電極の前記厚さ方向の寸法をD1、前記第2電極の前記厚さ方向の寸法をD2とすると、以下の式を満たす請求項1又は請求項2に記載のヘッドチップ。
(D1-D2)<D2
【請求項5】
請求項1又は請求項2に記載のヘッドチップを備えている液体噴射ヘッド。
【請求項6】
請求項5に記載の液体噴射ヘッドを備えている液体噴射記録装置。
【請求項7】
厚さ方向の第1側を向く第1面上で開口するとともに、前記厚さ方向における第1側と反対側である第2側に向かうに従い前記厚さ方向に交差する第1方向の寸法が小さい凹部が形成されたアクチュエータプレートに対し、前記凹部の内面において前記第1開口部の開口縁から前記厚さ方向に延びる第1電極を、前記第1開口部を通じて形成する第1電極形成工程と、
前記アクチュエータプレートに対し、前記凹部の内面において前記第1開口部の開口縁から前記厚さ方向に延びる第2電極を、前記第1開口部を通じて形成する第2電極形成工程と、
前記アクチュエータプレートにおける前記厚さ方向の第2側を向く第2面を研削する研削工程と、を備え、
前記研削工程では、前記凹部を前記第2面上に開口させることで、前記アクチュエータプレートを前記厚さ方向に貫通するとともに、前記第1開口部及び前記第1方向の長さが前記第1開口部よりも短い第2開口部を有するチャネルを形成し、
前記第1電極は、前記第1方向の寸法が前記第2開口部よりも小さくなっており、
前記第2電極は、前記第1電極と一部が重なった状態で、前記厚さ方向の寸法が前記第1電極よりも小さく、前記第1方向の寸法が前記第1電極よりも大きいヘッドチップの製造方法。
【請求項8】
前記第1電極形成工程は、前記第1方向から見て前記第1面の法線方向に対し斜め方向から導体を蒸着する斜め蒸着法により行われ、
前記第1電極形成工程では、前記第1電極の少なくとも一部が、前記チャネルの前記厚さ方向の寸法よりも大きくなるように、前記凹部の内面に対して蒸着を行う請求項7に記載のヘッドチップの製造方法。
【請求項9】
前記第2電極形成工程は、前記第1方向から見て前記第1面の法線方向に対し斜め方向から導体を蒸着する斜め蒸着法により行われ、
前記第2電極形成工程では、前記第2電極の全体が、前記チャネルの前記厚さ方向の寸法よりも小さくなるように、前記凹部の内面に対して蒸着を行う請求項7又は請求項8に記載のヘッドチップの製造方法。
【請求項10】
前記第1電極形成工程は、前記第2電極形成工程に先立って行う請求項7又は請求項8に記載のヘッドチップの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ヘッドチップ、液体噴射ヘッド、液体噴射記録装置及びヘッドチップの製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
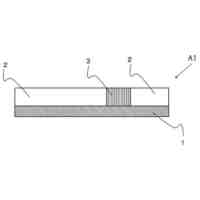
インクジェットヘッドは、ヘッドチップを通じて被記録媒体にインクを吐出する。ヘッドチップは、吐出チャネル及び非吐出チャネルが形成されたアクチュエータプレートと、アクチュエータプレートに接合されたノズルプレートと、を備えている。吐出チャネル及び非吐出チャネルは、それぞれアクチュエータプレートを厚さ方向に貫通するとともに、駆動壁を隔てて交互に配列されている。吐出チャネルの内面には、共通電極が形成されている。非吐出チャネルの内面には、個別電極が形成されている。
ヘッドチップでは、共通電極及び個別電極間に電圧を印加して駆動壁を厚み滑り変形させることで、吐出チャネル内の容積を変化させる。これにより、吐出チャネル内のインクがノズルプレートに形成されたノズル孔を通じて吐出される。
【0003】
例えば下記特許文献1には、共通電極及び個別電極を形成する方法として、アクチュエータプレートの表面側開口部及び裏面側開口部を通じて順に斜め蒸着を行う構成が開示されている(いわゆる、両面蒸着)。この構成によれば、アクチュエータプレートの厚さ方向において、各チャネルの内面全域に亘って電極材料を成膜することができる。その結果、各チャネル間での電極面積のばらつきを抑制し、吐出速度のばらつきが抑制できると考えられる。
【先行技術文献】
【特許文献】
【0004】
特開2020-75449号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した従来技術のように両面蒸着を行う構成にあっては、表面側から斜め蒸着を行った後、アクチュエータプレートの裏面を研削することで、アクチュエータプレートの裏面側開口部を開口させ、裏面側から再度斜め蒸着を行う必要がある。そのため、製造効率を向上させる点で未だ改善の余地があった。
また、アクチュエータプレートの裏面を研削する過程において、チャネルの内面に付着した電極材料がアクチュエータプレートの裏面側開口縁にバリとなって残存してしまう可能性がある。バリの残存は、アクチュエータプレートの裏面にノズルプレートを接合する際に、接合不良の要因となる。
さらに、アクチュエータプレートの裏面側開口部を通じて斜め蒸着を行う際には、アクチュエータプレートの裏面にも電極材料が付着する。アクチュエータプレートの裏面に付着した電極材料は、アクチュエータプレートの裏面の擦過等によって電極剥がれが生じる可能性がある。
【0006】
本開示は、製造効率の向上を図った上で、吐出速度のばらつきを抑制できるヘッドチップ、液体噴射ヘッド、液体噴射記録装置及びヘッドチップの製造方法を提供する。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本開示は以下の態様を採用した。
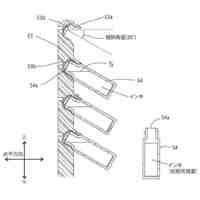
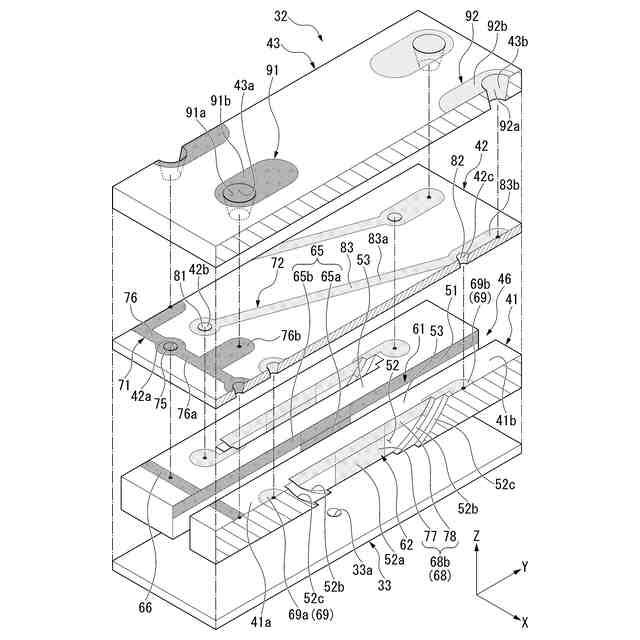
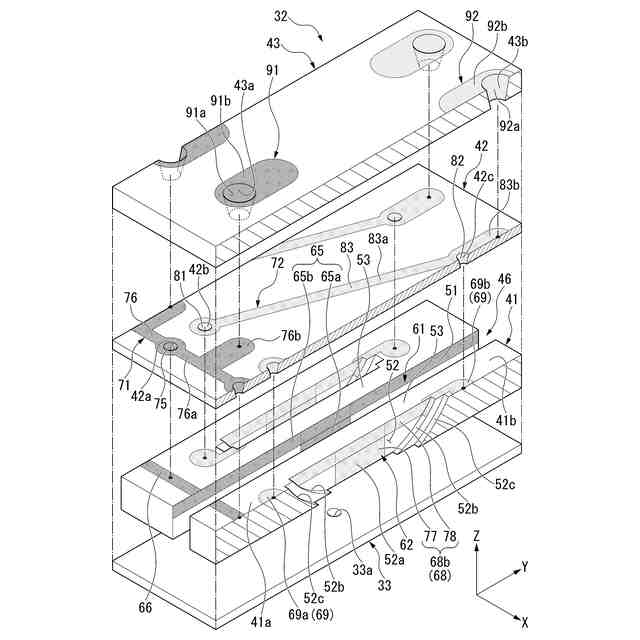
(1)本開示の一態様に係るヘッドチップは、厚さ方向の第1側を向く第1面上で開口する第1開口部、及び前記厚さ方向における第1側と反対側である第2側を向く第2面上で開口するとともに、前記厚さ方向に交差する第1方向の長さが前記第1開口部よりも短い第2開口部を有し、前記厚さ方向に交差する第1方向に延びるチャネルが形成されたアクチュエータプレートを備え、前記アクチュエータプレートには、前記チャネルの内面に形成された駆動電極と、前記アクチュエータプレートの前記第1面に形成されるとともに、前記第1開口部の開口縁を通じて前記駆動電極に接続された駆動配線と、が形成され、前記駆動電極は、前記第1開口部の開口縁から前記厚さ方向に延びるとともに、前記第1方向の寸法が前記第2開口部よりも小さい第1電極と、前記第1電極と一部が重なった状態で、前記第1開口部の開口縁から前記厚さ方向に延びるとともに、前記厚さ方向の寸法が前記第1電極よりも小さく、前記第1方向の寸法が前記第1電極よりも大きい第2電極と、を備えている。
【0008】
本態様によれば、厚さ方向の寸法が大きい第1電極について、第2電極に比べて第1方向の寸法を小さくすることで、第2開口部の開口縁(チャネル内面と第2面との境界部分)のうち、第1方向を向く部分に電極が形成されることを抑制できる。そのため、チャネル用の凹部内に、第1開口部を通じて駆動電極を形成した後、アクチュエータプレートの第2面を研削すること等によって第2開口部を開口させる際に、第2開口部の開口縁付近の電極が除去されずにバリとなって残存してしまうことを抑制できる。
その上で、第1電極に対して第1方向の寸法が大きく、厚さ方向の寸法が小さい第2電極を第1電極の一部に重ねるように形成することで、駆動電極全体での面積を確保しやすい。そのため、駆動電極による電圧印可時において、チャネルを区画する壁(駆動壁)に発生する静電容量を確保し易くなり、液体噴射時の出力を確保し易い。
【0009】
(2)上記(1)の態様に係るヘッドチップにおいて、前記第1電極は、前記チャネルにおける厚さ方向の全長に亘って形成されていることが好ましい。
本態様によれば、各チャネル毎での第1電極の寸法ばらつきを抑制できるので、各チャネル毎での駆動電極の面積ばらつきを抑制できる。そのため、駆動電極による電圧印可時において、各チャネルに対応する駆動壁に発生する静電容量を均一化し易くなる。その結果、噴射性能(速度)のばらつきを抑制できる。
【0010】
(3)上記(1)又は(2)の態様に係るヘッドチップにおいて、前記第1電極の前記厚さ方向の寸法をD1、前記第2電極の前記厚さ方向の寸法をD2とすると、以下の式を満たすことが好ましい。
(D1-D2)>D2
本態様によれば、各チャネル間において、第2電極の厚さ方向でのばらつきを抑制できるので、各チャネル毎での駆動電極の面積ばらつきを抑制できる。そのため、駆動電極による電圧印可時において、各チャネルに対応する駆動壁に発生する静電容量を均一化し易くなる。その結果、噴射性能(速度)のばらつきを抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
シヤチハタ株式会社
印判
2か月前
シヤチハタ株式会社
反転式印判
7か月前
三光株式会社
感熱記録材料
4か月前
独立行政法人 国立印刷局
印刷物
5か月前
株式会社リコー
液体吐出装置
3か月前
日本製紙株式会社
感熱記録体
5か月前
株式会社リコー
液体吐出装置
2か月前
株式会社リコー
液体吐出装置
3か月前
株式会社リコー
液体吐出装置
6か月前
独立行政法人 国立印刷局
記録媒体
6か月前
株式会社リコー
液体吐出装置
5か月前
株式会社リコー
液体吐出装置
5か月前
株式会社リコー
液体吐出装置
2か月前
キヤノン株式会社
画像形成装置
6か月前
フジコピアン株式会社
中間転写シート
7か月前
ブラザー工業株式会社
プリンタ
5か月前
理想科学工業株式会社
印刷装置
4か月前
ブラザー工業株式会社
プリンタ
6か月前
キヤノン株式会社
画像形成装置
6か月前
キヤノン株式会社
情報処理装置
7か月前
キヤノン株式会社
画像形成装置
3か月前
キヤノン株式会社
画像形成装置
6か月前
キヤノン株式会社
印刷制御装置
8か月前
キヤノン株式会社
画像形成装置
1か月前
キヤノン株式会社
画像形成装置
4か月前
ブラザー工業株式会社
プリンタ
4か月前
キヤノン株式会社
画像形成装置
5か月前
キヤノン株式会社
画像形成装置
5か月前
キヤノン株式会社
印刷システム
5か月前
キヤノン株式会社
画像処理装置
2か月前
ブラザー工業株式会社
プリンタ
4か月前
ブラザー工業株式会社
プリンタ
2か月前
キヤノン電子株式会社
サーマルプリンタ
4か月前
沖電気工業株式会社
画像形成装置
5か月前
三栄電機株式会社
プリンタ
4か月前
ベルク工業有限会社
静電成膜装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ