TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043135
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023150468
出願日
2023-09-15
発明の名称
積層造形方法
出願人
大陽日酸株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
9/04 20060101AFI20250321BHJP(工作機械;他に分類されない金属加工)
要約
【課題】造形を止めることなく溶着ビードの高さを均一化させることが可能な積層造形方法を提供することにある。
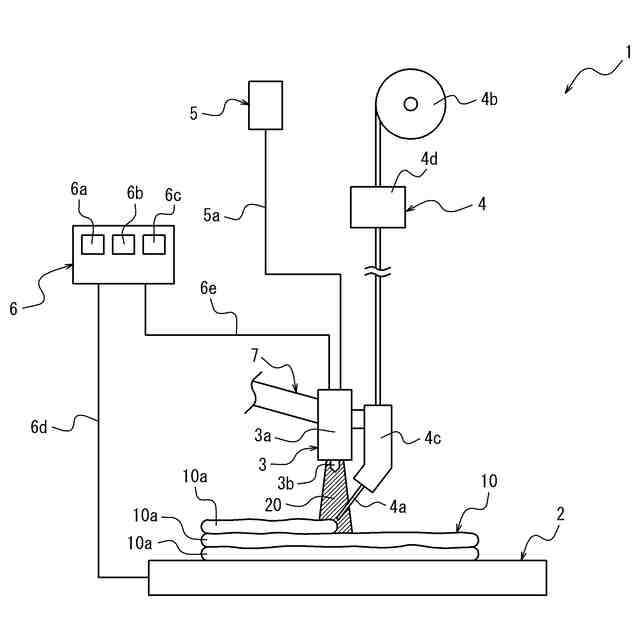
【解決手段】アーク熱源を用いて金属ワイヤ4aを溶融させた溶融金属を積層して造形物10を造形する積層造形方法であって、アーク熱源の電流及び電圧の何れか一方の実測値を監視し、実測値の変動に合わせて、アーク熱源の電流及び電圧の何れか他方の指令値を変化させる制御を行うことを特徴とする積層造形方法。
【選択図】図6
特許請求の範囲
【請求項1】
アーク熱源を用いて金属ワイヤを溶融させた溶融金属を積層して造形物を造形する積層造形方法であって、
前記アーク熱源の電流及び電圧の何れか一方の実測値を監視し、
前記実測値の変動に合わせて、前記アーク熱源の電流及び電圧の何れか他方の指令値を変化させる制御を行うことを特徴とする積層造形方法。
続きを表示(約 760 文字)
【請求項2】
前記アーク熱源が定電流特性の場合、前記アーク熱源の電圧実測値を監視し、前記電圧実測値の変動に合わせて電流指令値を変化させる制御を行うことを特徴とする、請求項1に記載の積層造形方法。
【請求項3】
前記アーク熱源が定電圧特性の場合、前記アーク熱源の電流実測値を監視し、前記電流実測値の変動に合わせて電圧指令値を変化させる制御を行うことを特徴とする、請求項1に記載の積層造形方法。
【請求項4】
比例制御または積分制御を含むフィードバック制御を行うことを特徴とする、請求項2または3に記載の積層造形方法。
【請求項5】
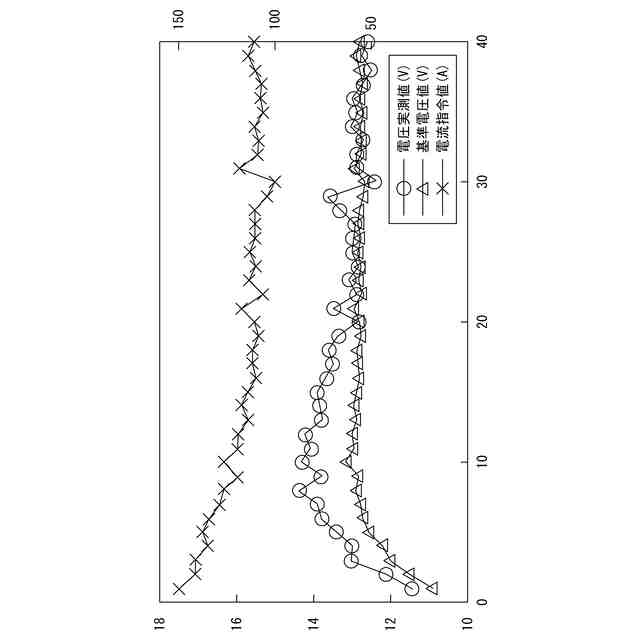
基準電圧値-電圧実測値を電圧値偏差とした、以下の(1)~(3)の何れかの計算式に基づいて前記電流指令値を変化させることを特徴とする、請求項2に記載の積層造形方法。
(1)電流指令値=基準電流値+(3~25)×(電圧値偏差)
(2)電流指令値=基準電流値+(0.05~10.00)×(電圧値偏差の積分)
(3)電流指令値=基準電流値+(3~25)×(電圧値偏差)+(0.05~10.00)×(電圧値偏差の積分)
【請求項6】
基準電流値-電流実測値を電流値偏差とした、以下の(1)~(3)の何れかの計算式に基づいて前記電圧指令値を変化させることを特徴とする、請求項3に記載の積層造形方法。
(1)電圧指令値=基準電圧値+(0.03~0.25)×(電流値偏差)
(2)電圧指令値=基準電圧値+(0.0005~0.1000)×(電流値偏差の積分)
(3)電圧指令値=基準電圧値+(0.03~0.25)×(電流値偏差)+基準電圧値+(0.0005~0.1000)×(電流値偏差の積分)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク熱源を用いて金属ワイヤを溶融させた溶融金属を積層して造形物を造形する積層造形方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
Additive Manufacturingと称される付加製造技術がある。付加製造技術の一例として、合成樹脂、金属等の層を造形し、造形された層を積層して三次元造形物を作製する積層構造物の製造方法が知られている。
【0003】
付加製造技術による造形装置の代表例として、3Dプリンタが実用化されている。3Dプリンタは、複雑な形状の構造物を短時間で製造できるため、航空機産業、及び医療等の先端技術分野で有望な技術として注目されている。金属材料を用いた3Dプリンタは、レーザやアーク等の熱源を用いて、金属粉体や金属ワイヤを溶融させ、当該溶融金属を積層させて造形物を造形する。
【0004】
例えば特許文献1には、金型の形状を表現する形状データを生成する工程と、生成された形状データに基づいて金型を等高線に沿った積層体に分割する工程と、得られた積層体の形状データに基づいて溶加材を供給する溶接トーチの移動経路を作成する工程とを備え、溶接トーチで溶加材を溶融させつつ作成された移動経路に沿って溶接トーチを移動させることで、溶融した溶加材からなる溶着ビードを連続的に積み重ねて立体的な型素材を造形する方法が記載されている。
【0005】
また、例えば特許文献2には、先端軸にトーチを有する溶接ヘッドが設けられた溶接ロボットを使用し、溶接ロボットにより溶接ヘッドを移動させつつ溶接ヘッドから送り出した溶加材をアークにより溶融、固化させることで、溶着ビードを繰り返し積層して積層造形物を造形する方法が記載されている。
【先行技術文献】
【特許文献】
【0006】
特許第3784539号公報
特開2019-98381号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
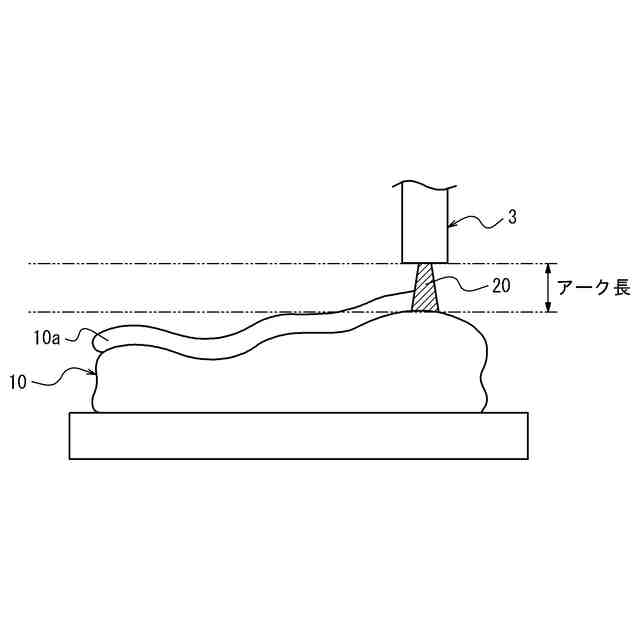
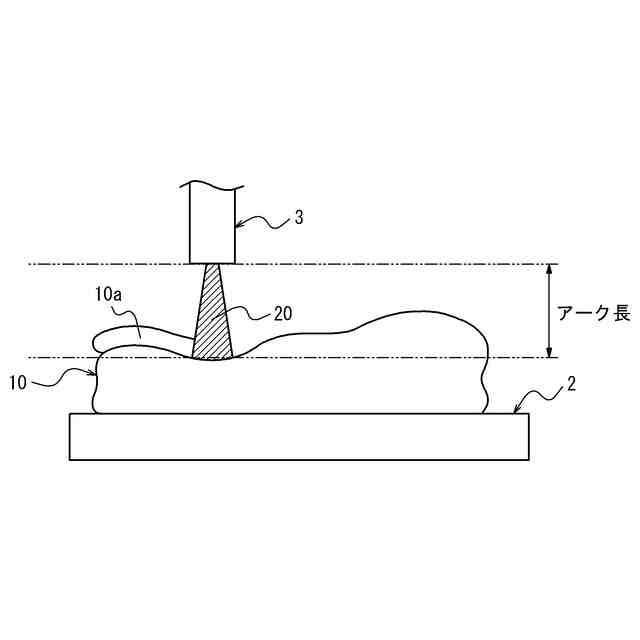
上記のような積層造形方法において、アーク熱源を用いて溶加材を溶融、固化してなる溶着ビードを複数積層することによって積層造形物の造形を行う場合、数多くの溶着ビードを繰り返し形成して積層することが必要となる。
【0008】
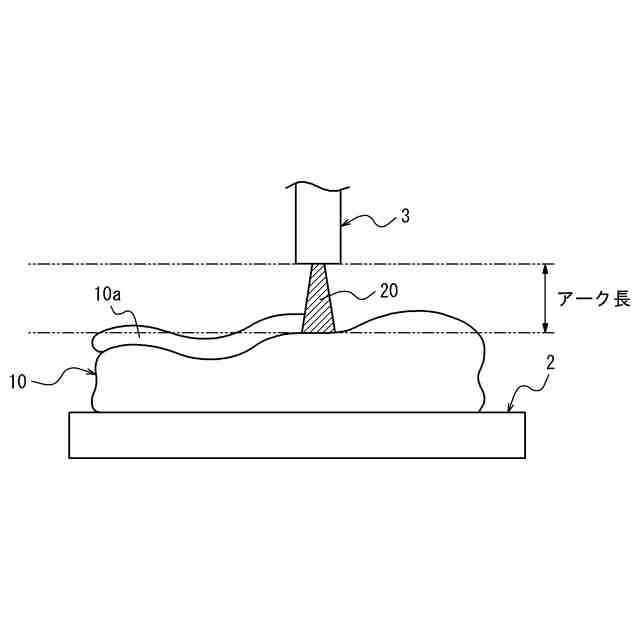
この場合、様々な外乱によって溶着ビードの積層高さが変動することは避けられず、それに伴い、次層の溶着ビードを形成する際のアーク長やチップ(電極)と母材間の距離が変動してアークが不安定となる。その結果、溶着ビードの高さが不均一となって造形物の形状が崩れたり、積層の途中で造形が停止したりする、という課題があった。
【0009】
本発明は、このような課題を鑑みてなされたものであり、その目的は、造形を止めることなく溶着ビードの高さを均一化させることが可能な積層造形方法を提供することにある。
【課題を解決するための手段】
【0010】
<1>本発明の積層造形方法は、アーク熱源を用いて金属ワイヤを溶融させた溶融金属を積層して造形物を造形する積層造形方法であって、前記アーク熱源の電流及び電圧の何れか一方の実測値を監視し、前記実測値の変動に合わせて、前記アーク熱源の電流及び電圧の何れか他方の指令値を変化させる制御を行うことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大陽日酸株式会社
排ガス除害システム
2日前
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
22日前
有限会社 ナプラ
金属粒子
17日前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
7日前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社トーキン
溶接用トーチ
2か月前
オークマ株式会社
工作機械
28日前
オークマ株式会社
診断装置
28日前
株式会社不二越
歯車研削盤
1か月前
株式会社コスメック
クランプ装置
2日前
津田駒工業株式会社
2連回転割出し装置
17日前
株式会社コスメック
クランプ装置
11日前
オークマ株式会社
工作機械
16日前
大和ハウス工業株式会社
溶接方法
23日前
スター精密株式会社
工作機械
22日前
株式会社ダイヘン
溶接トーチ
2か月前
豊田鉄工株式会社
レーザー溶接装置
18日前
オーエスジー株式会社
ドリル
3日前
株式会社ダイヘン
溶接トーチ
2か月前
トヨタ自動車株式会社
レーザ加工機
8日前
株式会社恵信工業
アプセット溶接方法
3日前
株式会社恵信工業
アプセット溶接方法
10日前
株式会社マキタ
ジグソー
11日前
株式会社プロテリアル
クラッド材の製造方法
17日前
株式会社ダイヘン
サブマージアーク溶接装置
8日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
2日前
アサダ株式会社
バンドソー装置
7日前
アサダ株式会社
バンドソー装置
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ