TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042993
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023150250
出願日
2023-09-15
発明の名称
ドリル
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250321BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切刃付近における硬質皮膜の耐摩耗性を確保しつつ、切屑排出性を向上させたドリルを提供する。
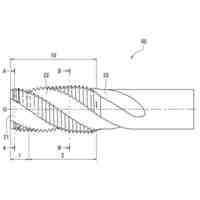
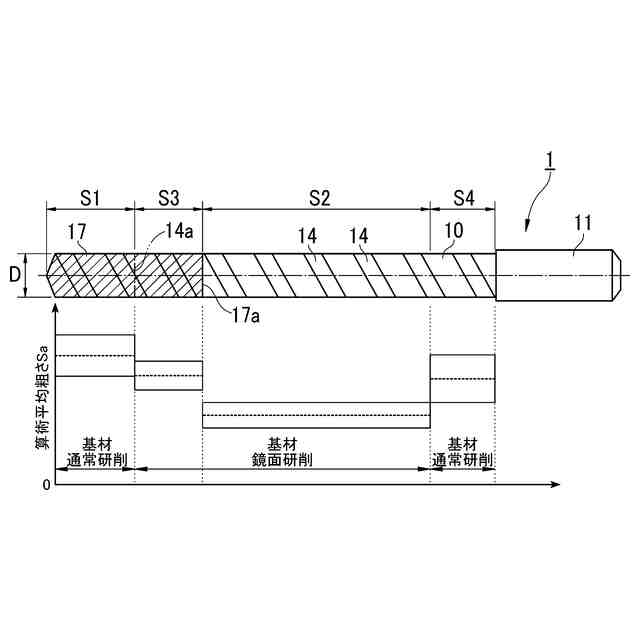
【解決手段】中心軸周りに回転される軸状の工具本体を備え、工具本体の外周に形成される切屑排出溝と、工具本体の先端逃げ面と切屑排出溝と交差稜線部に形成される切刃とを有するドリル。工具本体は、基材と、基材の先端から所定長さの領域に形成される硬質皮膜と、を有する。切屑排出溝は、中心軸方向において、工具本体の先端から順に、第1の面粗度を有する第1区間と、第1区間よりも後端側に位置し、第1の面粗度より小さい第2の面粗度を有する第2区間と、を有する。第1区間は、少なくとも工具径Dの0.5倍の長さを有する。第1区間には硬質皮膜が形成される一方、第2区間には硬質皮膜が形成されていない。
【選択図】図4
特許請求の範囲
【請求項1】
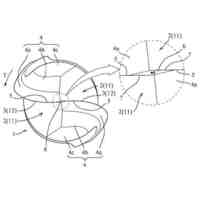
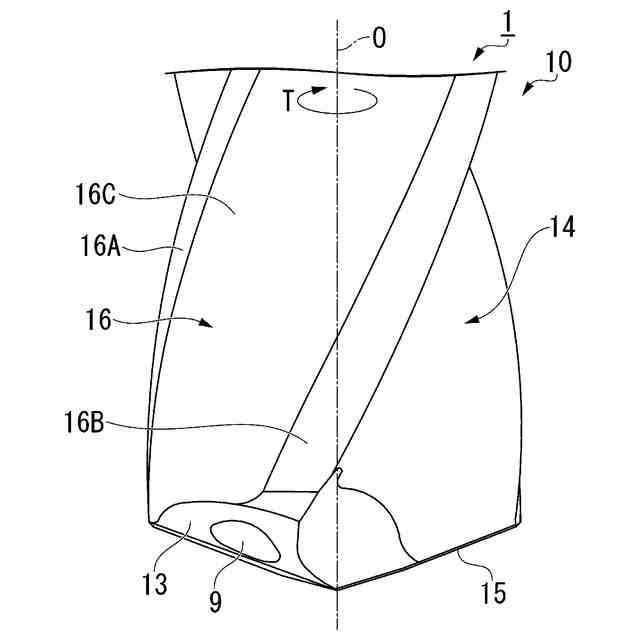
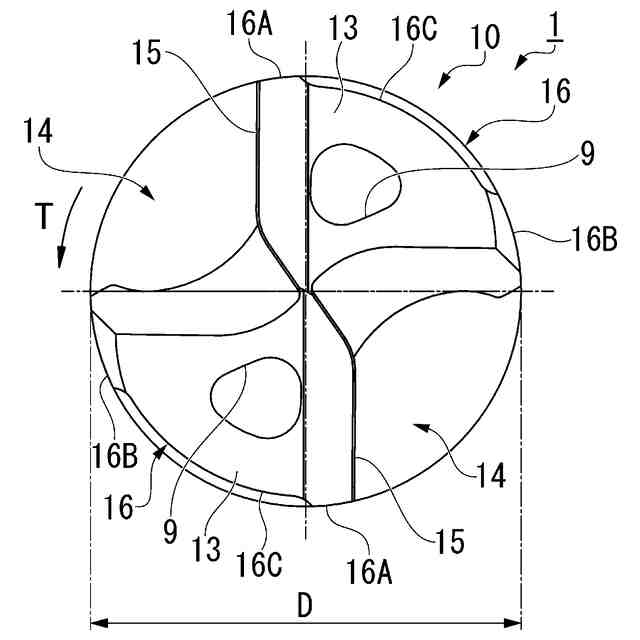
中心軸周りに回転される軸状の工具本体を備え、前記工具本体の外周に形成される切屑排出溝と、前記工具本体の先端逃げ面と前記切屑排出溝と交差稜線部に形成される切刃とを有するドリルであって、
前記工具本体は、基材と、前記基材の先端から所定長さの領域に形成される硬質皮膜と、を有し、
前記切屑排出溝は、中心軸方向において、前記工具本体の先端から順に、第1の面粗度を有する第1区間と、前記第1区間よりも後端側に位置し、前記第1の面粗度より小さい第2の面粗度を有する第2区間と、を有しており、
前記第1区間は、少なくとも工具径Dの0.5倍の長さを有し、
前記第1区間には前記硬質皮膜が形成される一方、前記第2区間には前記硬質皮膜が形成されていない、
ドリル。
続きを表示(約 660 文字)
【請求項2】
前記第2区間における前記基材の面粗度は、前記第1区間における前記基材の面粗度よりも小さい、
請求項1に記載のドリル。
【請求項3】
前記第1区間では、方向性のある筋目を有する前記硬質皮膜の表面が露出し、
前記第2区間では、鏡面研削された基材の平滑な表面が露出している、
請求項1に記載のドリル。
【請求項4】
前記第1区間と前記第2区間との間に、第3区間を有し、
前記第3区間は、前記第1の面粗度よりも小さく、前記第2の面粗度よりも大きい第3の面粗度を有し、
前記第3区間には前記硬質皮膜が形成されている、
請求項1に記載のドリル。
【請求項5】
前記第1区間と前記第2区間との間に、第3区間を有し、
前記第3区間は、前記第1の面粗度よりも小さく、前記第2の面粗度よりも大きい第3の面粗度を有し、
前記第3区間には前記硬質皮膜が形成されていない、
請求項1に記載のドリル。
【請求項6】
前記第2区間および前記第3区間における前記基材の面粗度は、前記第1区間における前記基材の面粗度よりも小さい、
請求項4または5に記載のドリル。
【請求項7】
前記第1区間では、方向性のある筋目を有する前記硬質皮膜の表面が露出し、
前記第2区間では、鏡面研削された基材の平滑な表面が露出している、
請求項4または5に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドリルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、切屑排出溝内に設けられた硬質皮膜の表面を平滑化することにより切屑排出性を高めたドリルが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6828824号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
切屑排出溝の内面を平滑化することで、切屑詰まりを抑制できる。しかし、切刃に連なるすくい面の硬質皮膜の表面を研磨すると、硬質皮膜の耐摩耗性が低下してしまう。また、硬質皮膜の表面はもともと面粗度が大きいため、硬質皮膜の表面を平滑化したとしても、切屑排出溝が長い場合には良好な切屑排出性が得られにくい課題があった。
【0005】
本発明は、切刃付近における硬質皮膜の耐摩耗性を確保しつつ、切屑排出性を向上させたドリルを提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
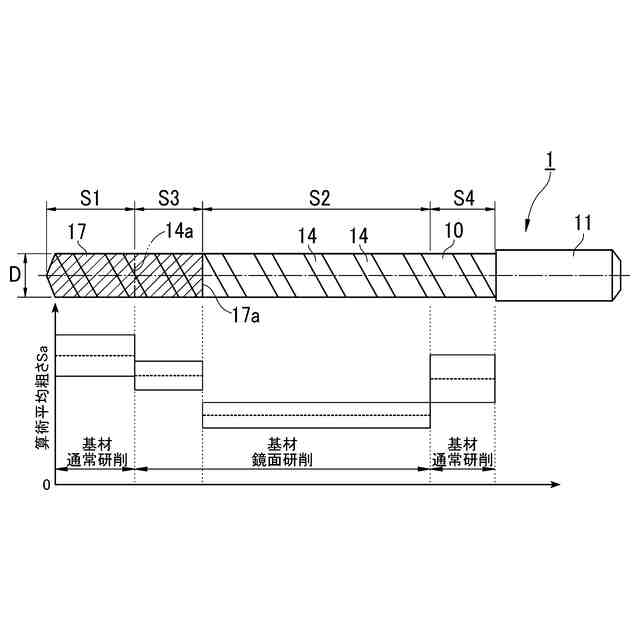
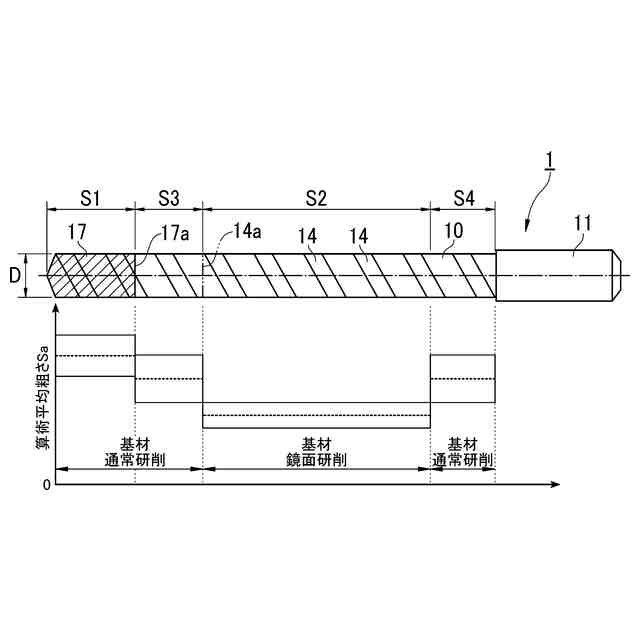
本発明の一態様によれば、中心軸周りに回転される軸状の工具本体を備え、前記工具本体の外周に形成される切屑排出溝と、前記工具本体の先端逃げ面と前記切屑排出溝と交差稜線部に形成される切刃とを有するドリルが提供される。前記工具本体は、基材と、前記基材の先端から所定長さの領域に形成される硬質皮膜と、を有する。前記切屑排出溝は、中心軸方向において、前記工具本体の先端から順に、第1の面粗度を有する第1区間と、前記第1区間よりも後端側に位置し、前記第1の面粗度より小さい第2の面粗度を有する第2区間と、を有する。前記第1区間は、少なくとも工具径Dの0.5倍の長さを有する。前記第1区間には前記硬質皮膜が形成される一方、前記第2区間には前記硬質皮膜が形成されていない。
【0007】
上記構成によれば、硬質皮膜がドリルの先端部にのみ形成され、その後方の第2区間の切屑排出溝内には、面粗度の小さい基材表面が露出している。これにより、第2区間の切屑排出溝内を移動する切屑を円滑に後端側へ移動させることができる。切屑排出溝内の全体に硬質皮膜が形成されている構成や、後方側の切屑排出溝内に通常研削の基材表面が露出されている構成と比較して、切屑排出性を向上させることができる。
また、先端部の第1区間では、硬質皮膜が形成され、面粗度が大きくなっている。平滑化処理された硬質皮膜は、部分的に除去されたり、薄くなったりしているため、大きな負荷のかかるすくい面などにおいて硬質皮膜の摩耗が生じやすくなる。本構成では第1区間の硬質皮膜の表面は面粗度が大きい状態であるため、切刃周辺で摩耗が生じにくい。
【0008】
前記第2区間における前記基材の面粗度は、前記第1区間における前記基材の面粗度よりも小さい構成としてもよい。基材の面粗度によって区間同士の面粗度を異ならせてもよい。第2区間における面粗度をより低減できるため、切屑排出性が高くなる。
【0009】
前記第1区間では、方向性のある筋目を有する前記硬質皮膜の表面が露出し、前記第2区間では、鏡面研削された基材の平滑な表面が露出している構成としてもよい。切刃付近の硬質皮膜が筋目を有する表面形状となるので、切刃まで潤滑液を浸透させやすくなり、切刃の損傷を抑制できる。
【0010】
前記第1区間と前記第2区間との間に、第3区間を有し、前記第3区間は、前記第1の面粗度よりも小さく、前記第2の面粗度よりも大きい第3の面粗度を有し、前記第3区間には前記硬質皮膜が形成されている構成としてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
23日前
有限会社 ナプラ
金属粒子
18日前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社FUJI
チャック装置
8日前
株式会社ナベヤ
締結装置
1か月前
大和ハウス工業株式会社
溶接方法
24日前
オークマ株式会社
診断装置
29日前
津田駒工業株式会社
2連回転割出し装置
18日前
オークマ株式会社
工作機械
17日前
株式会社コスメック
クランプ装置
12日前
株式会社不二越
歯車研削盤
1か月前
オークマ株式会社
工作機械
29日前
株式会社コスメック
クランプ装置
3日前
スター精密株式会社
工作機械
23日前
オーエスジー株式会社
ドリル
4日前
トヨタ自動車株式会社
レーザ加工機
9日前
豊田鉄工株式会社
レーザー溶接装置
19日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社マキタ
ジグソー
12日前
アサダ株式会社
バンドソー装置
8日前
アサダ株式会社
バンドソー装置
8日前
株式会社恵信工業
アプセット溶接方法
11日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社プロテリアル
クラッド材の製造方法
18日前
宮川工機株式会社
プレカット加工装置
4日前
株式会社恵信工業
アプセット溶接方法
4日前
エンシュウ株式会社
摩擦撹拌接合装置
3日前
株式会社ダイヘン
サブマージアーク溶接装置
9日前
株式会社ダイヘン
2重シールドティグ溶接方法
9日前
株式会社東芝
レーザ溶接方法
10日前
株式会社不二越
管用テーパタップ
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
東レエンジニアリング株式会社
レーザ加工装置
3日前
ユニオンツール株式会社
ボールエンドミル
29日前
株式会社ダイヘン
熱加工用電源装置
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ