TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042598
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2024154029
出願日
2024-09-06
発明の名称
シールされたクーラントチューブを備えるツールホルダ
出願人
フランツ・ハイマー・マシーネンバウ・カーゲー
代理人
個人
,
個人
,
個人
,
個人
主分類
B23Q
3/12 20060101AFI20250319BHJP(工作機械;他に分類されない金属加工)
要約
【課題】シールされたクーラントチューブを備えるツールホルダを提供する。
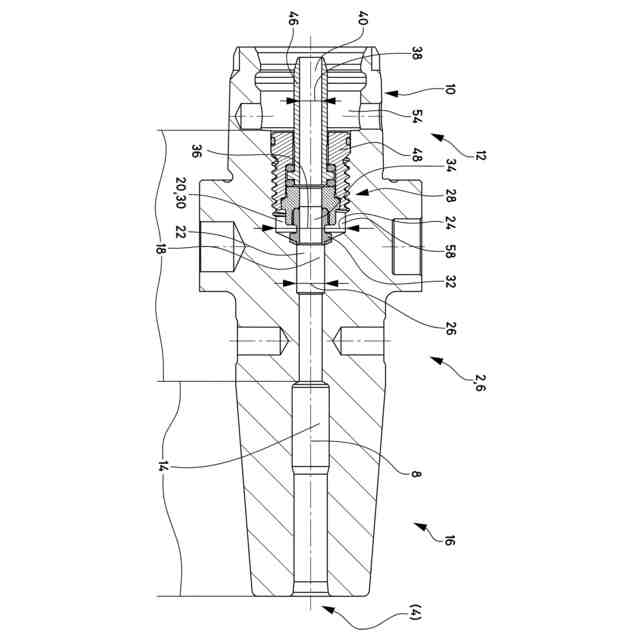
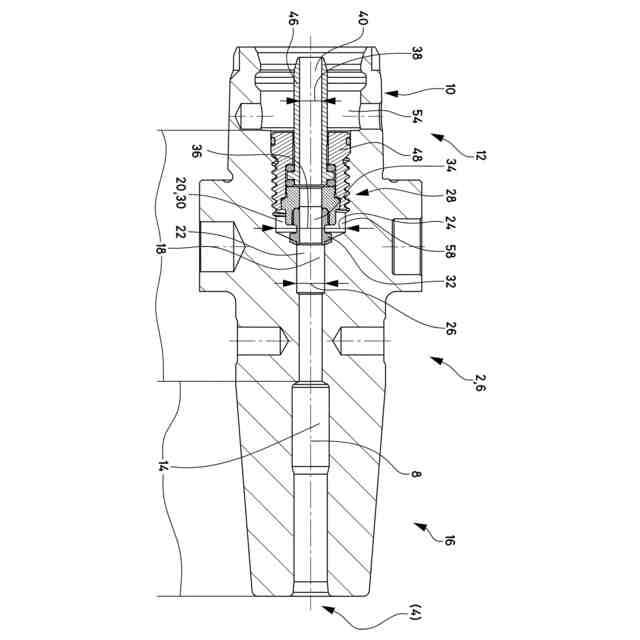
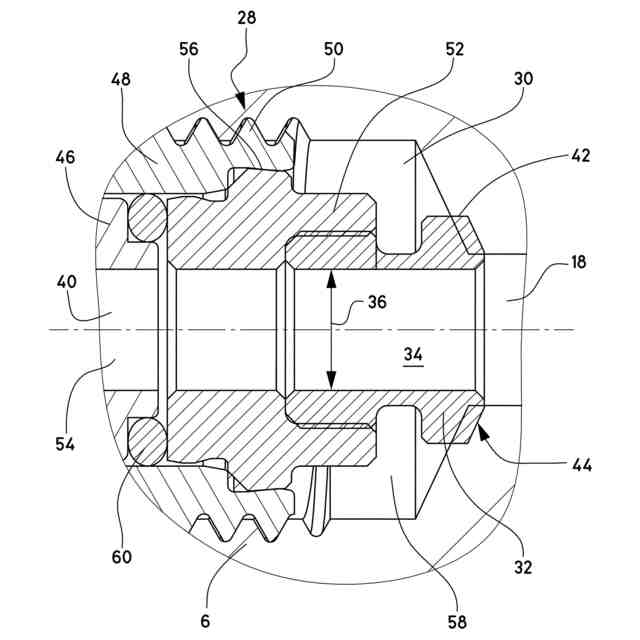
【解決手段】ツールホルダは、受容区間14の方向に、クーラントチューブ28とクーラントボア18のより小径の第二の領域22との間で、受容本体部6に、又はより大径の第一の領域20にキャビティ30が形成される。クーラントの流れ、及びしたがってツールの冷却を改善するために、ツールホルダにおいて、そこを通ってクーラントが流れることができ、クーラントの流れをキャビティに対してシールするブリッジ要素32が、キャビティ内のクーラントチューブとより小径の第二の領域のインタフェース側の端との間に配置されるようになされる。
【選択図】図1
特許請求の範囲
【請求項1】
ツール(4)、特に回転ツール(4)を、特に圧力嵌めにより保持するためのツールホルダ(2)であって、受容本体部(6)であって、回転軸(8)と、工作機械の作動スピンドル内に前記ツールホルダ(2)を受けるための後部(12)におけるインタフェース(10)と、前記ツール(4)、特に前記回転ツール(4)を、特に圧力嵌めによって保持するための前部(16)における受容区間(14)と、前記インタフェース(10)と前記受容区間(14)との間に前記回転軸(8)に沿って配置され、それによってクーラントを前記インタフェース(10)から前記受容区間(14)へと前記回転軸(8)に沿って輸送でき、前記回転軸(8)の方向に前記受容区間(14)に向かって、隣接する第二の領域(22)を有する第一の領域(20)を有し、前記第一の領域(20)の直径(24)は前記第二の領域(22)の直径(26)に対して拡張されているクーラントボア(18)と、前記クーラントボア(18)のより大径(24)の前記第一の領域(20)内に配置されたクーラントチューブ(28)とを有する受容本体部(6)を有し、前記受容区間(14)の方向に、前記クーラントチューブ(28)と前記クーラントボア(18)のより小径(26)の前記第二の領域(22)との間で、前記受容本体部(6)の中、又はより大径(24)の前記第一の領域(20)内にキャビティ(30)が形成され、
その中をクーラントが流れることができ、前記クーラントの流れを前記キャビティ(30)に対してシールするブリッジ要素(32)が前記キャビティ(30)内の前記クーラントチューブ(28)とより小径(26)の前記第二の領域(22)のインタフェース側の端(44)との間に配置される、ツールホルダ(2)。
続きを表示(約 1,300 文字)
【請求項2】
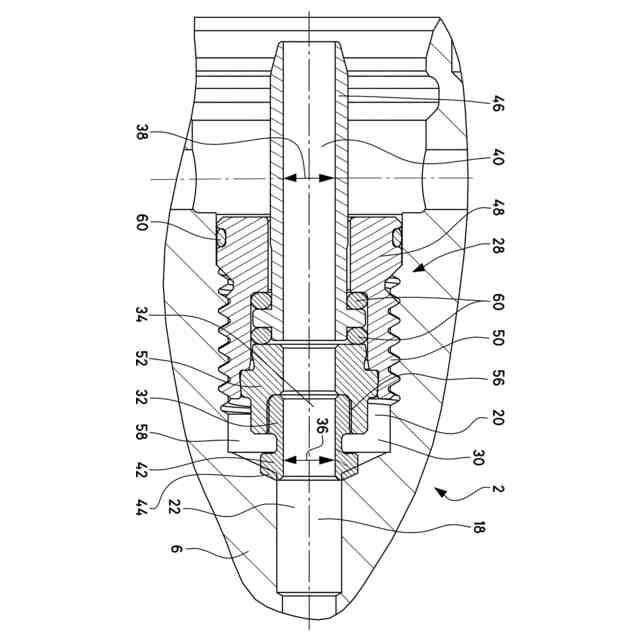
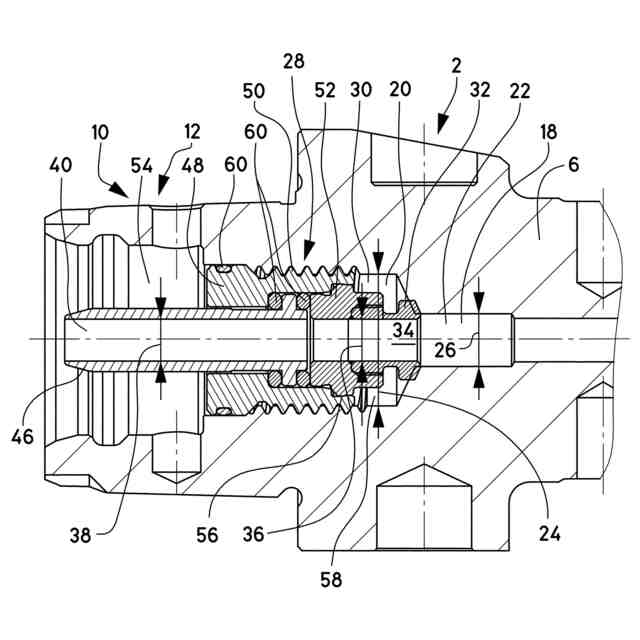
前記ブリッジ要素(32)の内部ボア(34)は、前記クーラントチューブ(28)の内部ボア(40)の直径(38)と、及び/又は前記クーラントボア(18)のより小径(26)の前記第二の領域(22)の直径(26)と実質的に同じ直径(36)を有する、
請求項1に記載のツールホルダ(2)。
【請求項3】
前記ブリッジ要素(32)の内部ボア(34)の直径(36)は、前記回転軸(8)に沿って前記インタフェース(10)から前記受容区間(14)に向かって、特に連続的に変化し、特に前記ブリッジ要素(32)の前記内部ボア(34)のその受容区間端における前記直径(36)は、前記クーラントボア(18)のより小径(26)の前記第二の領域(22)の直径(26)と実質的に同じである、
請求項1又は2に記載のツールホルダ(2)。
【請求項4】
前記ブリッジ要素(32)は、前側シーリングフランジ(42)を有する実質的に中空の円筒形であり、これはより小径(26)の前記第二の領域(22)の前記インタフェース側の端(44)と密着している、
請求項1~3の何れか1項に記載のツールホルダ(2)。
【請求項5】
前記クーラントチューブ(28)は、前記クーラントボア(18)のより大径(24)の前記第一の領域(20)にねじ込まれて配置され、特に、前記クーラントチューブ(28)は、前記クーラントボア(18)のより大径(24)の前記第一の領域(20)に所定の最大ねじ込み深さまでねじ込まれて配置される、
請求項1~4の何れか1項に記載のツールホルダ(2)。
【請求項6】
前記クーラントチューブ(28)は、少なくとも1つのフィードチューブ(46)、特に雄ねじ(50)を有するねじ山付きブッシュ(48)、及びフランジ要素(52)により多部品で設計される、
請求項1~5の何れか1項に記載のツールホルダ(2)。
【請求項7】
前記ブリッジ要素(32)は、前記クーラントチューブ(28)の前記フランジ要素(52)に螺合され、又は圧迫されて保持される、
請求項1~6の何れか1項に記載のツールホルダ(2)。
【請求項8】
前記クーラントチューブ(28)は、そのねじ山付きブッシュ(48)により、前記受容本体部(6)の前記内部(54)の中に、又は前記クーラントボア(18)のより大径(24)の前記第一の領域(20)の中にねじ込まれる、
請求項1~7の何れか1項に記載のツールホルダ(2)。
【請求項9】
前記フランジ要素(52)は、前記ねじ山付きブッシュ(48)の内部ボア(56)にねじ込まれ、又は押し込まれて保持される、
請求項1~8の何れか1項に記載のツールホルダ(2)。
【請求項10】
前記ブリッジ要素(32)はプラスチック若しくはゴム若しくはエラストマで製作されるか、又はそれ以外の方法で弾性を有するか、又はばね付勢されたチューブである、
請求項1~9の何れか1項に記載のツールホルダ(2)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ツール、特に回転ツールを、特に圧力嵌めにより保持するためのツールホルダ及び、特にこのようなツールホルダのためのキットに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
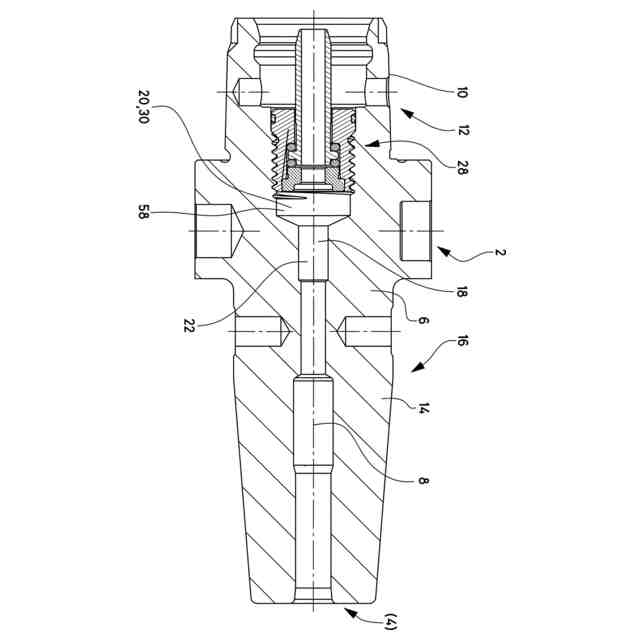
図5は、先行技術によるこのようなツールホルダを示す。
【0003】
図5に示される既知のツールホルダは、PSCツールホルダと呼ばれるもの(シュリンクフィットチャックの形態)であり、これは、したがって、後部において、又はホルダの受容本体部のスピンドルインタフェース側において、工作機械の作動スピンドル(又は、例えば、非回転式機械加工用ツールタレット)内にPSCツールホルダを受けるためのPSCインタフェース(ポリゴンシャンクテーパ、Capto、ISO 26623スピンドルインタフェース)を提供する。
【0004】
さらに、図5が示すように、PSCツールホルダの受容本体部は、回転軸と、前部において、又は受容本体部のツール側において、回転ツールを圧力嵌めにより保持するための受容開口(回転ツールはすると、ここでシュリンクフィットチャックの所定の位置に嵌る)と、PSCインタフェースと受容開口との間に回転軸に沿って配置されたクーラントボアを提供する。クーラントボアは、回転軸に沿ってPSCインタフェースから受容開口までクーラントを輸送するために使用される。
【0005】
同じく図5がさらに示すように、PSCツールホルダは、回転軸の方向に受容開口に向かって、隣接する第二の領域を有する第一の領域を提供する。第一の領域の直径は第二の領域の直径に対して拡張されている。
【0006】
PSCツールホルダの場合、クーラントチューブはクーラントボアのより大径の第一の領域に、(クーラントチューブがクーラントボアのより大径の第一の領域の中の所定の深さまでしかねじ込むことができない場合)受容開口に向かって、クーラントチューブとクーラントボアのより小径の第二の領域との間で、受容本体部又はより大径の第一の領域にキャビティが形成されるようにねじ込まれる。
【0007】
このようなPSCツールホルダ又は前記キャビティを形成するこのようなツールホルダの欠点は、クーラントがツールホルダを通じて輸送される場合に、キャビティ(「格納空間」)内のクーラントの乱流とバギングが発生することであり、これはさらにツールの冷却の低下につながり得る。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、先行技術で知られている上述のツールホルダを、これらがツールの冷却を改善できるような方法で改良することである。
【課題を解決するための手段】
【0009】
この目的は、それぞれの独立特許請求項の特徴を有するツールホルダとキットにより達成される。
【0010】
本発明の有利な発展型は、従属項及び下記の説明の主題であり、ツールホルダ及びキットに関する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
22日前
有限会社 ナプラ
金属粒子
17日前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
株式会社FUJI
チャック装置
7日前
大和ハウス工業株式会社
溶接方法
23日前
オークマ株式会社
診断装置
28日前
オークマ株式会社
工作機械
28日前
株式会社コスメック
クランプ装置
2日前
株式会社コスメック
クランプ装置
11日前
オークマ株式会社
工作機械
16日前
津田駒工業株式会社
2連回転割出し装置
17日前
株式会社不二越
歯車研削盤
1か月前
スター精密株式会社
工作機械
22日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
豊田鉄工株式会社
レーザー溶接装置
18日前
トヨタ自動車株式会社
レーザ加工機
8日前
オーエスジー株式会社
ドリル
3日前
エンシュウ株式会社
摩擦撹拌接合装置
2日前
株式会社ダイヘン
サブマージアーク溶接装置
8日前
株式会社マキタ
ジグソー
11日前
宮川工機株式会社
プレカット加工装置
3日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社恵信工業
アプセット溶接方法
3日前
株式会社恵信工業
アプセット溶接方法
10日前
株式会社プロテリアル
クラッド材の製造方法
17日前
アサダ株式会社
バンドソー装置
7日前
アサダ株式会社
バンドソー装置
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































