TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041391
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148658
出願日
2023-09-13
発明の名称
工作機械の加工実績表示方法及び加工実績表示装置
出願人
株式会社牧野フライス製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/4063 20060101AFI20250318BHJP(制御;調整)
要約
【課題】加工工程毎又は加工工程の工具毎の加工時間実績と、標準加工時間とを一覧表示して、オペレータが加工の遅れ又は進みの要因を容易に分析することができる工作機械の加工実績表示方法及び加工実績表示装置を提供する。
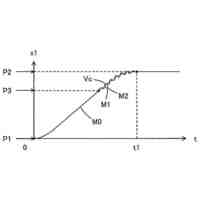
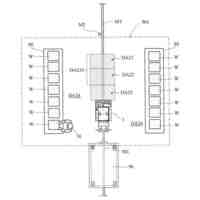
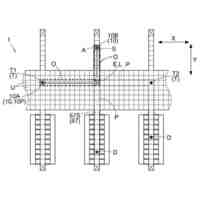
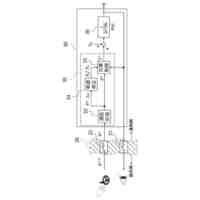
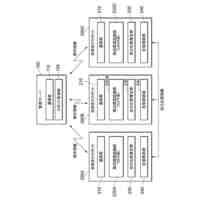
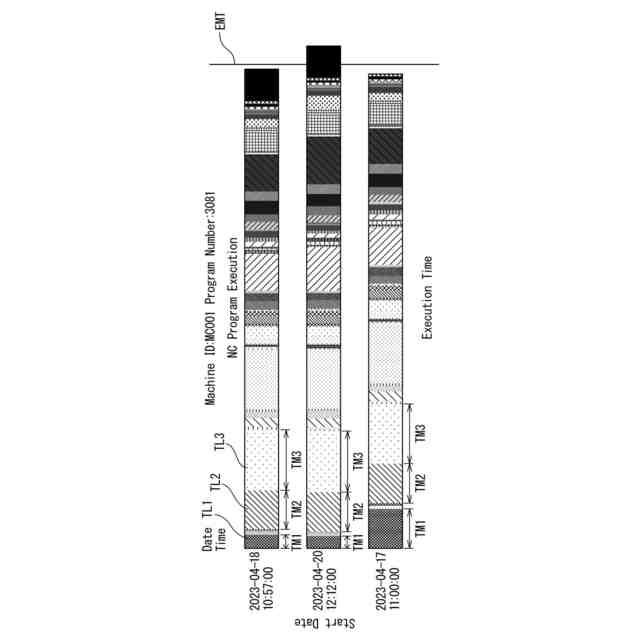
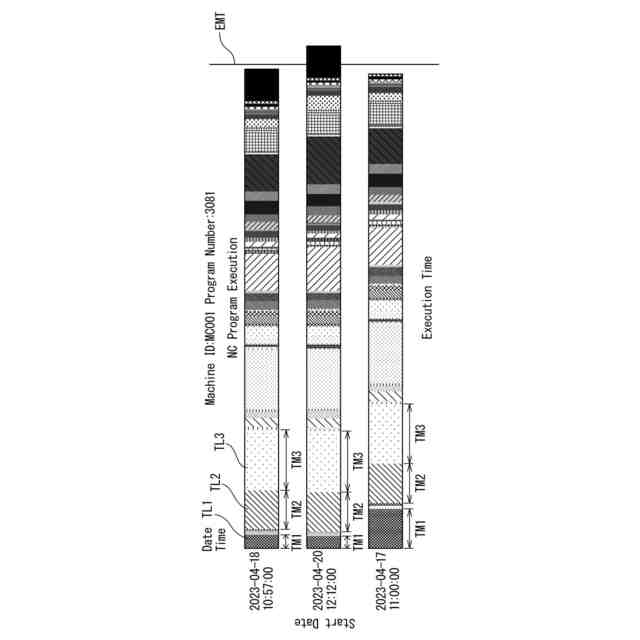
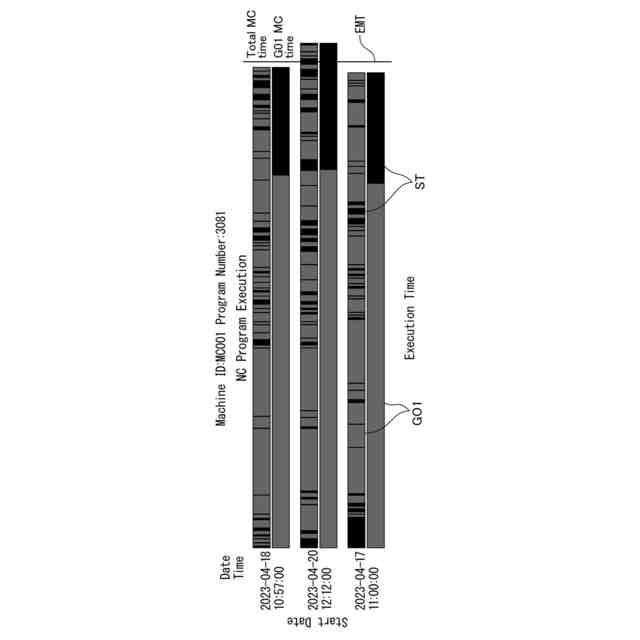
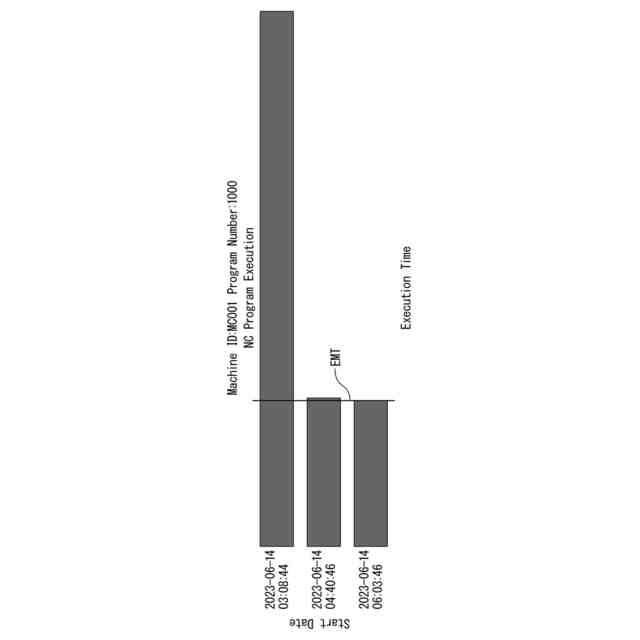
【解決手段】1台又は複数台のマシニングセンタ26A、26Bを用い、各工作機械が複数の工具TLを順次交換して加工を行う1つ又は複数の加工工程を経てワークWの加工を完了する工作機械の加工実績表示方法は、各加工工程において、工具TL毎の加工時間TM1、TM2、TM3を計測すると共に記録し、少なくとも1台の工作機械の少なくとも1つの加工工程において、記録した加工時間TM1、TM2、TM3を工具TL毎に識別可能なグラフに時系列で累積表示し、予め設定した標準加工時間EMTをグラフと同一の時間軸で表示する、ことを特徴とする。
【選択図】図4
特許請求の範囲
【請求項1】
1台又は複数台の工作機械を用い、各前記工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程を経てワークの加工を完了する工作機械の加工実績表示方法であって、
各前記加工工程において、前記工具毎の加工時間を計測すると共に記録し、
少なくとも1台の前記工作機械の少なくとも1つの前記加工工程において、記録した前記加工時間を前記工具毎に識別可能なグラフに時系列で累積表示し、
予め設定した標準加工時間を前記グラフと同一の時間軸で表示する、
ことを特徴とした工作機械の加工実績表示方法。
続きを表示(約 1,200 文字)
【請求項2】
少なくとも1台の前記工作機械の少なくとも1つの前記加工工程において、記録した前記加工時間を前記工具毎に識別可能に時系列で累積表示した前記グラフと並べて、別の開始時刻の前記加工工程における前記加工時間を前記工具毎に識別可能に時系列で累積表示した別の前記グラフを表示する、請求項1に記載の工作機械の加工実績表示方法。
【請求項3】
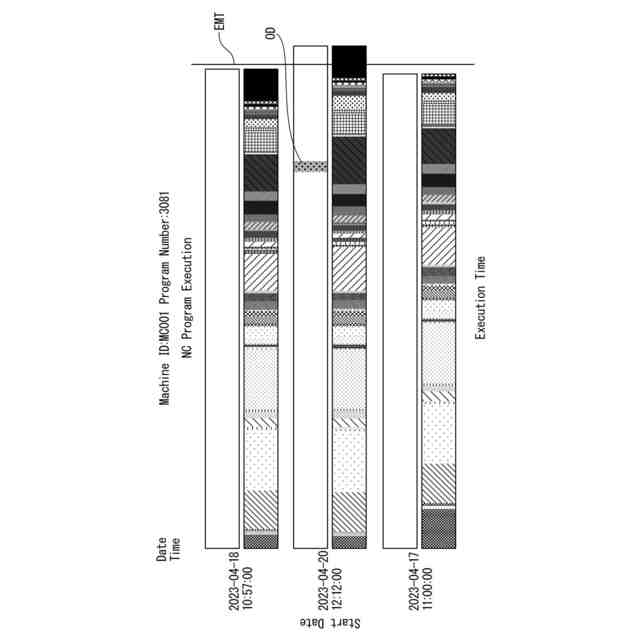
少なくとも1台の前記工作機械の少なくとも1つの前記加工工程において、記録した前記加工時間を前記工具毎に識別可能に時系列で累積表示した前記グラフと並べて、送り速度のオーバライドの変化の有無を時系列で累積表示した別の前記グラフを表示する、請求項1に記載の工作機械の加工実績表示方法。
【請求項4】
加工を完了した各前記ワークについて、記録した前記工具毎の前記加工時間を累積して総加工時間を算出し、
前記総加工時間が予め設定した標準加工時間の範囲内であった第1グループと、前記総加工時間が予め設定した前記標準加工時間の範囲よりも短時間であった第2グループと、前記総加工時間が予め設定した前記標準加工時間の範囲よりも長時間であった第3グループと、に分類し、
分類した前記第1グループ、前記第2グループ及び前記第3グループをそれぞれ表す第1の記号、第2の記号及び第3の記号を、前記ワークのワーク分類番号に対応させて表示する、請求項1に記載の工作機械の加工実績表示方法。
【請求項5】
1台又は複数台の工作機械を用い、各前記工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程を経てワークの加工を完了する工作機械の加工実績表示方法であって、
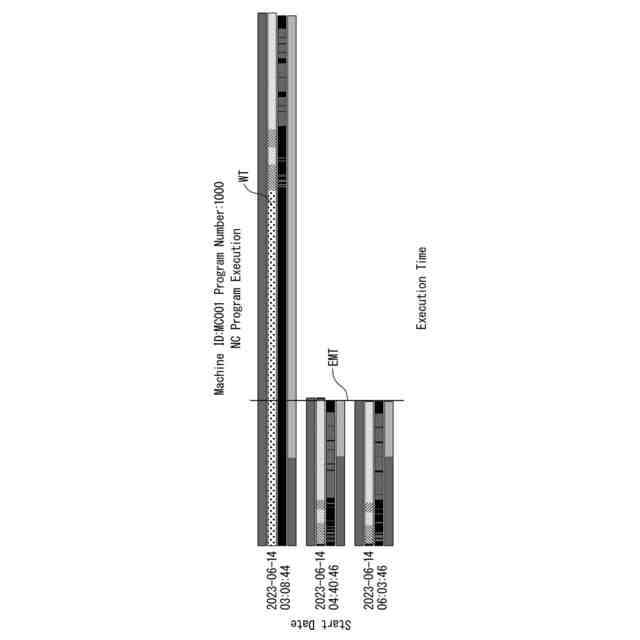
各前記加工工程において、前記工具毎の加工時間のうち切削時間と非切削時間とを別個に計測すると共に記録し、
少なくとも1台の前記工作機械の少なくとも1つの前記加工工程において、記録した前記切削時間及び前記非切削時間を前記工具毎に識別可能なグラフに時系列で累積表示すると共に、前記切削時間だけの累積時間及び前記非切削時間だけの累積時間に分解したグラフを並べて表示し、
予め設定した標準加工時間を前記グラフと同一の時間軸で表示する、
ことを特徴とした工作機械の加工実績表示方法。
【請求項6】
1台又は複数台の工作機械を用い、各前記工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程を経てワークの加工を完了する工作機械の加工実績表示装置であって、
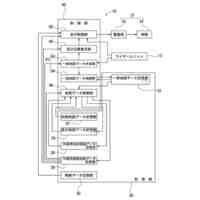
各前記加工工程において、前記工具毎の加工時間を計測すると共に記録する計測記録部と、
少なくとも1台の前記工作機械の少なくとも1つの前記加工工程において、記録した前記加工時間を前記工具毎に識別可能なグラフに時系列で累積表示すると共に、予め設定した標準加工時間を前記グラフと同一の時間軸で表示する表示部と、
を備える工作機械の加工実績表示装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の加工実績表示方法及び加工実績表示装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
工作機械の生産性の因子の一つである加工時間は様々な条件で変化する、すなわち、加工時間が進む又は遅れる。例えば、1つの加工プログラムで同じワークを何十個、何百個と加工する場合、加工プログラムを初めて実行する加工サイクルの初期段階では、加工プログラムの要所ごとにオペレータコール指令を書き込んでおき、オペレータが、その度に加工を中断させて、加工状態や加工寸法を確認したり、加工プログラムを部分的に修正したりすることがある。また、ワークを一定数加工することによって加工サイクルが安定期に入ったとしても、例えば、突発的に過負荷や異常振動のアラームによって工作機械が停止し、オペレータが介在して運転モードを手動に切り換えて復旧させる場合もある。アラームがない場合であっても、工作機械の自動機能で送り速度や主軸回転速度にオーバライドが掛かり、減速して問題を解決させることもある。このため、計画している標準加工時間と実際の加工時間との間に差が生じる場合がある。
【0003】
これに関して、特許文献1には、工具毎の時間を測定することに着目し、工具毎のサイクルタイム、工具毎の切削時間を把握して作業改善のための自動運転時間の検証をする工作機械の制御装置が開示されている。これによって、工作機械が正常の範囲で稼動しているか、どの工具のサイクルタイムが基準値より長くなっているか、どの工具の切削時間に問題があるのか、等を一覧して把握することができる。しかしながら、工作機械の生産性をより定量的に評価及び分析するためには、加工工程毎に標準的な加工時間と実際の加工時間とを対比できることが望ましい。
【先行技術文献】
【特許文献】
【0004】
特許第4312047号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記事情に鑑み、加工工程毎又は加工工程の工具毎の加工時間実績と、標準加工時間とを一覧表示して、オペレータが加工の遅れ又は進みの要因を容易に分析することができる工作機械の加工実績表示方法及び加工実績表示装置の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明の一の態様によれば、1台又は複数台の工作機械を用い、各工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程を経てワークの加工を完了する工作機械の加工実績表示方法であって、各加工工程において、工具毎の加工時間を計測すると共に記録し、少なくとも1台の工作機械の少なくとも1つの加工工程において、記録した加工時間を工具毎に識別可能なグラフに時系列で累積表示し、予め設定した標準加工時間をグラフと同一の時間軸で表示する、工作機械の加工実績表示方法が提供される。
【0007】
さらに、本発明の一の態様によれば、1台又は複数台の工作機械を用い、各工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程を経てワークの加工を完了する工作機械の加工実績表示方法であって、各加工工程において、工具毎の加工時間のうち切削時間と非切削時間とを別個に計測すると共に記録し、少なくとも1台の工作機械の少なくとも1つの加工工程において、記録した切削時間及び非切削時間を工具毎に識別可能なグラフに時系列で累積表示すると共に、切削時間だけの累積時間及び非切削時間だけの累積時間に分解したグラフを並べて表示し、予め設定した標準加工時間をグラフと同一の時間軸で表示する、工作機械の加工実績表示方法が提供される。
【0008】
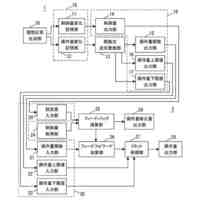
また、本発明の一の態様によれば、1台又は複数台の工作機械を用い、各工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程を経てワークの加工を完了する工作機械の加工実績表示装置であって、各加工工程において、工具毎の加工時間を計測すると共に記録する計測記録部と、少なくとも1台の工作機械の少なくとも1つの加工工程において、記録した加工時間を工具毎に識別可能なグラフに時系列で累積表示すると共に、予め設定した標準加工時間をグラフと同一の時間軸で表示する表示部と、を備える工作機械の加工実績表示装置が提供される。
【発明の効果】
【0009】
本発明の一の態様に係る工作機械の加工実績表示方法によると、1台又は複数台の工作機械を用い、各工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程において、工具毎の加工時間を計測すると共に記録する。さらに、少なくとも1台の工作機械の少なくとも1つの加工工程において、記録した加工時間を工具毎に識別可能なグラフに時系列で累積表示し、予め設定した標準加工時間をグラフと同一の時間軸で表示することができる。このため、加工工程毎又は加工工程の工具毎の加工時間実績と、標準加工時間とを一覧表示することができる。これによって、オペレータが加工の遅れ又は進みの要因を容易に分析することができる。
【0010】
本発明の一の態様に係る工作機械の加工実績表示方法によると、1台又は複数台の工作機械を用い、各工作機械が複数の工具を順次交換して加工を行う1つ又は複数の加工工程において、工具毎の加工時間のうち切削時間と非切削時間とを別個に計測すると共に記録する。さらに、少なくとも1台の工作機械の少なくとも1つの加工工程において、記録した切削時間及び非切削時間を工具毎に識別可能なグラフに時系列で累積表示すると共に、切削時間だけの累積時間及び非切削時間だけの累積時間に分解したグラフを並べて表示し、予め設定した標準加工時間をグラフと同一の時間軸で表示することができる。このため、1つのワークの加工における工具毎の切削時間及び非切削時間を一覧表示することができる。これによって、オペレータが加工の遅れ又は進みの要因を容易に分析することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
無人作業システム
2か月前
村田機械株式会社
産業機械
2か月前
アズビル株式会社
制御装置
1か月前
和研工業株式会社
多連レバー機構
6日前
コフロック株式会社
流量制御装置
1か月前
トヨタ自動車株式会社
自律移動体
2か月前
株式会社丸和製作所
入力機器
1か月前
スター精密株式会社
工作機械
22日前
株式会社クボタ
作業車
2か月前
株式会社明電舎
車両
2か月前
株式会社フジキン
流量制御装置
1か月前
株式会社豊田自動織機
荷役車両
1か月前
ローム株式会社
半導体集積回路
1日前
アズビル株式会社
パラメータ調整装置
2か月前
トヨタ自動車株式会社
ロボットシステム
2か月前
株式会社ダイフク
搬送設備
2か月前
トヨタ自動車株式会社
ロボットシステム
2か月前
株式会社シンテックホズミ
搬送ロボット
1か月前
株式会社村田製作所
温度補償回路
2か月前
愛知機械テクノシステム株式会社
無人搬送車
15日前
国立大学法人広島大学
モデル誤差抑制補償器
27日前
株式会社ダイフク
物品搬送設備
2か月前
株式会社ダイフク
物品搬送設備
2か月前
株式会社ダイフク
物品搬送設備
2か月前
株式会社ダイフク
物品搬送設備
1か月前
キヤノン株式会社
情報処理装置
2か月前
旭精機工業株式会社
監視データ処理装置
2か月前
ルネサスエレクトロニクス株式会社
半導体装置
1か月前
アズビル株式会社
制御システムおよび制御方法
7日前
アズビル株式会社
制御システムおよび制御方法
7日前
アズビル株式会社
制御システムおよび制御方法
16日前
日本精工株式会社
制御装置および制御方法
13日前
トヨタ自動車株式会社
自律走行装置
27日前
ブラザー工業株式会社
数値制御装置及び工作機械
2か月前
チームラボ株式会社
走行システム及び走行路
20日前
村田機械株式会社
稼働監視システム及び稼働監視方法
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ