TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025041192
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148335
出願日
2023-09-13
発明の名称
3次元造形装置
出願人
株式会社SCREENホールディングス
代理人
個人
,
個人
,
個人
主分類
B29C
64/393 20170101AFI20250318BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】造形物を精度良く形成する。
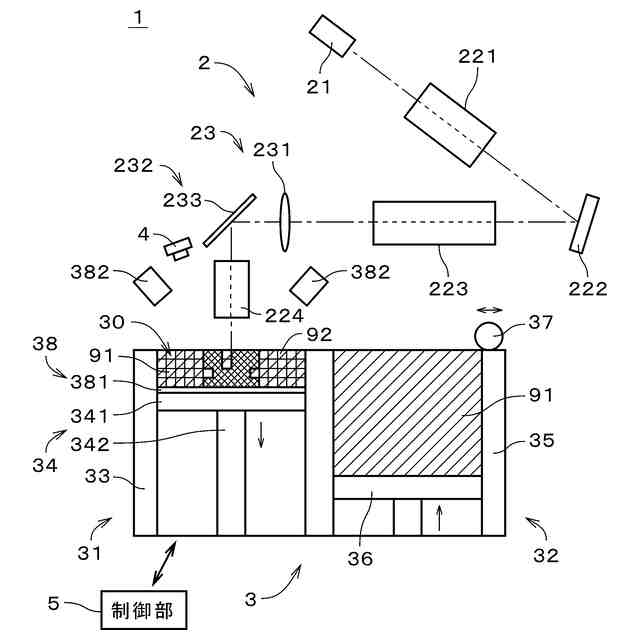
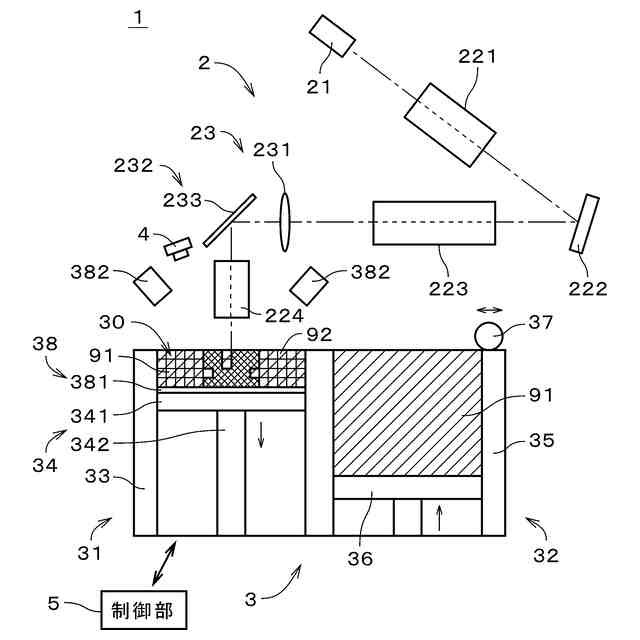
【解決手段】3次元造形装置1は、材料保持部3と、光学ヘッド2と、制御部5とを備える。制御部5による制御は、第1描画モードと、第2描画モードとの間で切り替え可能である。第1描画モードでは、描画対象層92において設計データにて描画が指示されている描画領域の各位置に対して、光ビームの走査が1回のみ行われる。第2描画モードでは、光ビームの1回の走査において描画領域の各位置に対して付与される光量が第1描画モードよりも小さい状態で、描画領域の各位置に対して光ビームの走査が複数回行われる。これにより、造形物を精度良く形成することができる。
【選択図】図1
特許請求の範囲
【請求項1】
3次元造形装置であって、
粉末状の造形材料を保持するステージ、および、前記ステージ上に前記造形材料を供給する材料供給部を有する材料保持部と、
前記ステージ上に保持された前記造形材料上にて光ビームを変調しつつ走査する光学ヘッドと、
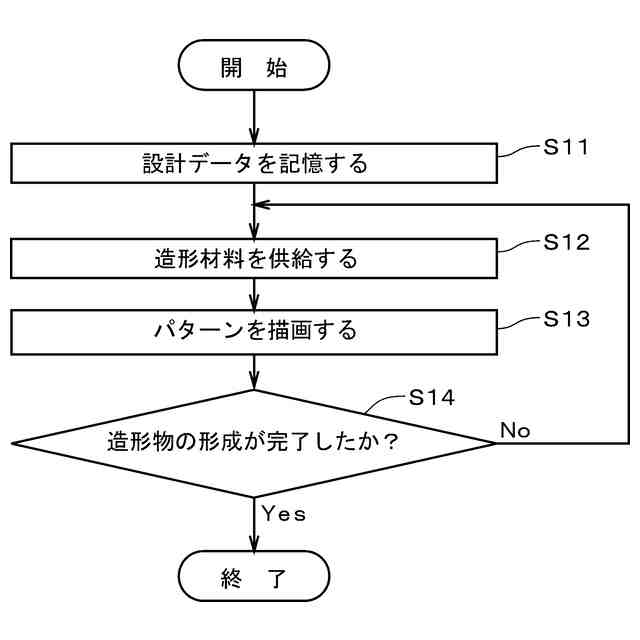
造形物の設計データに基づいて前記材料保持部および前記光学ヘッドを制御することにより、前記ステージ上に前記造形材料を供給し、供給された前記造形材料の表層である描画対象層上にて、前記光ビームを走査して、光が照射された領域の造形材料を溶融させてパターンを描画することを繰り返させる制御部と、
を備え、
前記制御部による制御は、
前記描画対象層において前記設計データにて描画が指示されている描画領域の各位置に対して、前記光ビームの走査が1回のみ行われる第1描画モードと、
前記光ビームの1回の走査において前記描画領域の各位置に対して付与される光量が前記第1描画モードよりも小さい状態で、前記描画領域の各位置に対して前記光ビームの走査が複数回行われる第2描画モードと、
の間で切り替え可能である3次元造形装置。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の3次元造形装置であって、
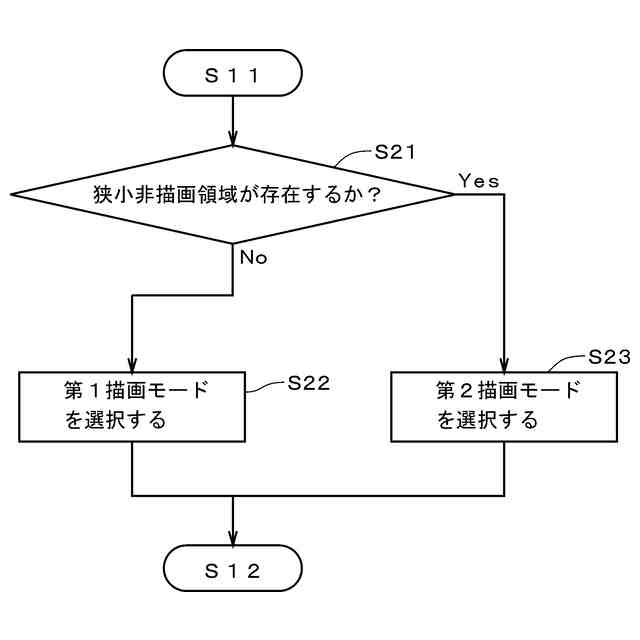
前記設計データにて描画が指示されていない非描画領域が、所定の閾値以下の幅を有する狭小非描画領域を含む場合、前記制御部により前記第2描画モードが選択される3次元造形装置。
【請求項3】
請求項1または2に記載の3次元造形装置であって、
前記第2描画モードにおける前記光ビームの光強度は、前記第1描画モードにおける前記光ビームの光強度と同じであり、
前記第2描画モードにおける前記光ビームの走査速度は、前記第1描画モードにおける前記光ビームの走査速度よりも大きい3次元造形装置。
【請求項4】
請求項3に記載の3次元造形装置であって、
前記第2描画モードにおける前記描画領域の各位置に対する前記光ビームの走査回数は2回であり、
前記第2描画モードにおける前記光ビームの走査速度は、前記第1描画モードにおける前記光ビームの走査速度の2倍である3次元造形装置。
【請求項5】
請求項1または2に記載の3次元造形装置であって、
前記第2描画モードにおける前記光ビームの走査速度は、前記第1描画モードにおける前記光ビームの走査速度と同じであり、
前記第2描画モードにおける前記光ビームの光強度は、前記第1描画モードにおける前記光ビームの光強度よりも小さい3次元造形装置。
【請求項6】
請求項1または2に記載の3次元造形装置であって、
前記第2描画モードにおける前記描画領域の各位置に対する前記光ビームの走査回数は2回であり、
前記第2描画モードにおける1回目の前記光ビームの走査にて前記描画領域の各位置に付与される光量は、前記第2描画モードにおける2回目の前記光ビームの走査にて前記描画領域の各位置に付与される光量と同じである3次元造形装置。
【請求項7】
請求項1または2に記載の3次元造形装置であって、
前記第2描画モードにおける前記描画領域の各位置に対する前記光ビームの走査回数は2回であり、
前記第2描画モードにおける1回目の前記光ビームの走査にて前記描画領域の各位置に付与される光量は、前記第2描画モードにおける2回目の前記光ビームの走査にて前記描画領域の各位置に付与される光量よりも大きい3次元造形装置。
【請求項8】
請求項1または2に記載の3次元造形装置であって、
前記光ビームは、所定の配列方向に直線状に配列された複数の光スポットにより構成されるマルチスポットビームであり、
前記マルチスポットビームは、前記配列方向に対して傾斜する所定の走査方向に走査される3次元造形装置。
【請求項9】
請求項1または2に記載の3次元造形装置であって、
前記ステージ上の前記造形材料の上面における温度分布を測定する温度測定部をさらに備え、
前記制御部は、前記温度測定部により測定された温度分布に基づいて、前記第2描画モードにおける前記光ビームの光強度または走査速度を調節する3次元造形装置。
【請求項10】
請求項1または2に記載の3次元造形装置であって、
前記造形材料は樹脂材料である3次元造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、3次元造形装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、樹脂粉末や金属粉末等の造形材料に変調されたレーザ光を照射することにより造形材料を溶融させ、その後固化させることにより3次元造形を行うSLS(Selective Laser Sintering)式の3次元造形装置が使用されている。
【0003】
例えば、粉末床方式の3次元造形装置では、構築プラットフォーム上に樹脂粉末を薄く層状に敷き詰め、当該樹脂粉末の層上においてレーザ光をガルバノミラー等で走査することにより、レーザ光の照射領域の粉末樹脂を溶融させる。そして、当該動作を繰り返し、溶融した樹脂粉末を積層して固化させることにより造形物が作成される。粉末床方式の3次元造形装置では、一般的に、構築プラットフォーム上の樹脂粉末を、当該樹脂粉末の融点よりも数℃~十数℃低い所定の予熱温度まで加熱し、当該予熱温度にて維持されている樹脂粉末にレーザ光が照射される(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特表2021-509094号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
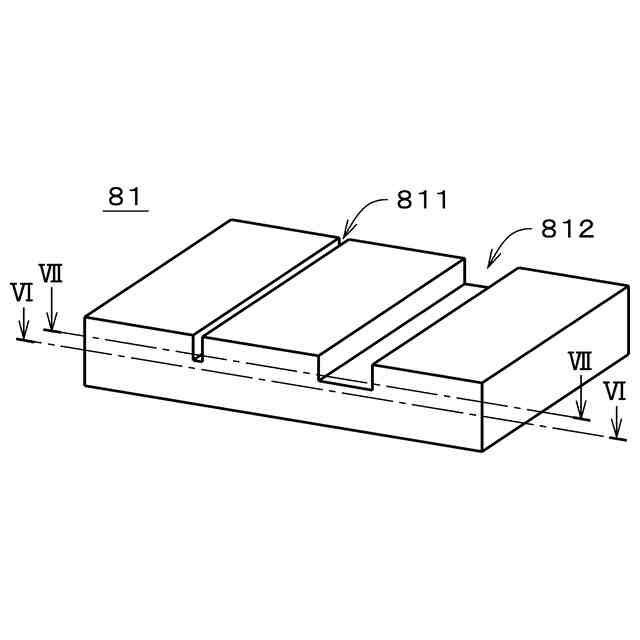
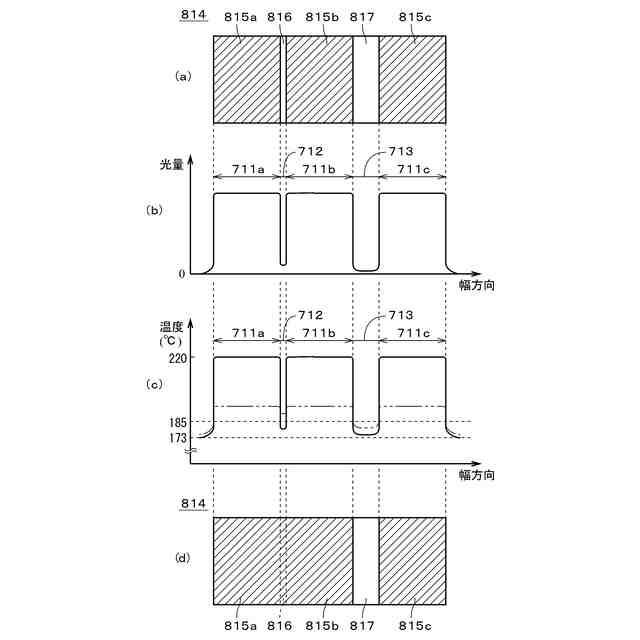
ところで、構築プラットフォーム上の樹脂粉末の層では、レーザ光の照射領域(すなわち、描画領域)の温度は上昇し、描画領域の周囲の非描画領域へと熱拡散が生じる。また、描画領域と非描画領域との境界近傍ではレーザ光の光量は漸次変化するため、非描画領域の端部における光量は0ではない。このため、2つの描画領域に挟まれた細い非描画領域等では、描画領域からの熱拡散および描画領域の端部光量の影響により、意図に反する樹脂粉末の溶融が生じ、造形物の寸法精度が低下するおそれがある。
【0006】
また、構築プラットフォームにおいて、パターンが描画された樹脂粉末の層(以下、「既描画層」とも呼ぶ。)上に新たな樹脂粉末が供給された場合、新たな樹脂粉末の層では、既描画層の描画領域および周囲の領域の直上の温度が、所定の予熱温度よりも高くなることがある。したがって、新たな樹脂粉末の層において当該描画領域の直上にレーザ光を照射した場合、レーザ光の照射領域の周囲において、意図に反する樹脂粉末の溶融が生じるおそれがある。特に、上述のように、2つの描画領域に挟まれた細い非描画領域では、意図に反する樹脂粉末の溶融が生じる可能性が高くなる。
【0007】
本発明は、上記課題に鑑みなされたものであり、造形物を精度良く形成することを目的としている。
【課題を解決するための手段】
【0008】
本発明の態様1は、3次元造形装置であって、粉末状の造形材料を保持するステージ、および、前記ステージ上に前記造形材料を供給する材料供給部を有する材料保持部と、前記ステージ上に保持された前記造形材料上にて光ビームを変調しつつ走査する光学ヘッドと、造形物の設計データに基づいて前記材料保持部および前記光学ヘッドを制御することにより、前記ステージ上に前記造形材料を供給し、供給された前記造形材料の表層である描画対象層上にて、前記光ビームを走査して、光が照射された領域の造形材料を溶融させてパターンを描画することを繰り返させる制御部と、を備える。前記制御部による制御は、前記描画対象層において前記設計データにて描画が指示されている描画領域の各位置に対して、前記光ビームの走査が1回のみ行われる第1描画モードと、前記光ビームの1回の走査において前記描画領域の各位置に対して付与される光量が前記第1描画モードよりも小さい状態で、前記描画領域の各位置に対して前記光ビームの走査が複数回行われる第2描画モードと、の間で切り替え可能である。
【0009】
本発明の態様2は、態様1の3次元造形装置であって、前記設計データにて描画が指示されていない非描画領域が、所定の閾値以下の幅を有する狭小非描画領域を含む場合、前記制御部により前記第2描画モードが選択される。
【0010】
本発明の態様3は、態様1または2の3次元造形装置であって、前記第2描画モードにおける前記光ビームの光強度は、前記第1描画モードにおける前記光ビームの光強度と同じである。前記第2描画モードにおける前記光ビームの走査速度は、前記第1描画モードにおける前記光ビームの走査速度よりも大きい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
プリプレグテープ
6か月前
東レ株式会社
フィルムの製造方法
14日前
個人
射出ミキシングノズル
5か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
3か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
トヨタ自動車株式会社
射出装置
28日前
株式会社リコー
シート剥離装置
7か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社FTS
成形装置
3か月前
株式会社シロハチ
真空チャンバ
5か月前
三菱自動車工業株式会社
予熱装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社FTS
セパレータ
2か月前
株式会社不二越
射出成形機
2日前
株式会社リコー
画像形成システム
3か月前
株式会社リコー
シート処理システム
7か月前
個人
ノズルおよび熱風溶接機
2か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
日東工業株式会社
インサート成形機
4か月前
株式会社リコー
シート処理システム
7か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
日本プラスト株式会社
嵌合構造
6か月前
株式会社コスメック
磁気クランプ装置
1か月前
三光合成株式会社
ガス排出供給構造体
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
5か月前
中川産業株式会社
防火板材の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































