TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025040822
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147864
出願日
2023-09-12
発明の名称
射出成形機、射出成形機の制御方法、射出成形機の制御プログラム
出願人
株式会社日本製鋼所
代理人
個人
,
弁理士法人i.PARTNERS特許事務所
主分類
B29C
45/78 20060101AFI20250317BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】機械学習を用いた被温度調節部の効率的な温度制御を行うことができる技術を提供する。
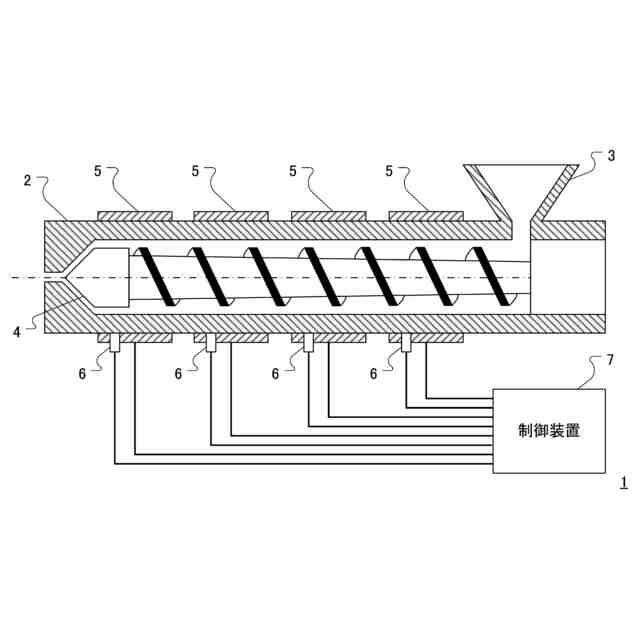
【解決手段】以下を含む、射出成形機1:ヒータ5;ヒータ5を制御する制御装置7;およびヒータ5により温度調節される被温度調節部。制御装置7は、被温度調節部の測定温度及び設定目標温度に基づいて、制御偏差を算出する機能;制御偏差に基づく機械学習の結果としてヒータ5の操作量を算出する第1の制御則、および、機械学習を用いずに制御偏差に基づいてヒータ5の操作量を算出する第2の制御則を実行可能な機能;および第1の制御則又は第2の制御則のいずれか一方を実行するために選択する機能を有する。
【選択図】図1
特許請求の範囲
【請求項1】
以下を含む、射出成形機:
温度調節装置;
前記温度調節装置を制御する制御装置;および
前記温度調節装置により温度調節される被温度調節部、
ここで、前記制御装置は、
前記被温度調節部の測定温度及び設定目標温度に基づいて、制御偏差を算出する機能;
前記制御偏差に基づく機械学習の結果として前記温度調節装置の操作量を算出する第1の制御則、および、機械学習を用いずに前記制御偏差に基づいて前記温度調節装置の操作量を算出する第2の制御則を実行可能な機能;および
前記第1の制御則又は前記第2の制御則のいずれか一方を実行するために選択する機能
を有する。
続きを表示(約 1,000 文字)
【請求項2】
前記制御装置は、前記温度調節装置が、前記第1の制御則又は前記第2の制御則のうちのいずれを用いて制御されているのかを報知する機能
を更に有する請求項1記載の射出成形機。
【請求項3】
前記射出成形機はディスプレイを有し、
前記制御装置は、前記ディスプレイに、前記第1及び第2の制御則のうち、どちらを用いて制御されているのかを示す画面を表示する
請求項2記載の射出成形機。
【請求項4】
前記制御装置は、前記第1の制御則が用いられていることを示す情報を前記画面に表示し、前記第1の制御則から前記第2の制御則に切り替えられた場合、該情報を前記第2の制御則が用いられていることを示す情報に切り替える
請求項3記載の射出成形機。
【請求項5】
前記制御装置は、前記第1の制御則から前記第2の制御則に切り替えられるまでの時間を前記画面にカウントダウン表示する
請求項3記載の射出成形機。
【請求項6】
前記制御装置は、前記第1の制御則から前記第2の制御則に切り替えられるまでの時間を点滅表示する
請求項5記載の射出成形機。
【請求項7】
前記制御装置は、前記第1の制御則から前記第2の制御則に切り替えられるまでの時間を前記画面に表示されている文字の色とは異なる色で表示する
請求項5記載の射出成形機。
【請求項8】
前記制御装置は、前記第1の制御則が用いられている場合と、前記第2の制御則が用いられている場合とで、前記画面の文字、枠、及び背景の少なくともいずれかの色を変更する
請求項3記載の射出成形機。
【請求項9】
前記温度調節装置は複数前記射出成形機に設けられ、
前記制御装置は、複数の前記温度調節装置毎に、前記第1の制御則から前記第2の制御則に切り替えられたことを報知する
請求項2記載の射出成形機。
【請求項10】
前記射出成形機はディスプレイを有し、
前記制御装置は、前記ディスプレイに、それぞれ複数の前記温度調節装置を固有に示すボタンを選択可能に表示し、該複数のボタンのいずれかが選択された場合、選択されたボタンに対応する前記温度調節装置が前記第1及び第2の制御則のいずれを用いて制御されているのかを示す画面を表示する
請求項9記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、射出成形機、当該射出成形機の制御方法及びそのプログラムに関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
近年、機械学習を用いて射出成形機のヒータ等の温度調節装置の温度をAI(Artificial intelligence)制御する試みがなされている。しかしながら、機械学習を用いたAI制御では、外乱をも学習してしまう問題がある。例えば、射出成形時において温度が乱高下する等の強い外乱が生じる。そのため、学習結果であるパラメータに当該外乱の影響が取り込まれ、結果的にパラメータが外乱に起因して変化することとなる。このように、AIは外乱の有無に関わらず学習を行うため、パラメータが変化することにより温度変化の仕方が変化することとなり、結果として温度制御が定まらなくなる。温度制御が定まらない状態では、成形品の品質がばらつく可能性がある。
【先行技術文献】
【特許文献】
【0003】
特開2022-67240号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の実施形態が解決しようとする課題は、機械学習を用いた被温度調節部の効率的な温度制御を行うことができる技術を提供することである。
【課題を解決するための手段】
【0005】
一実施形態は、射出成形機であって、被温度調節部の測定温度及び設定目標温度に基づいて、制御偏差を算出する機能、前記制御偏差に基づく機械学習の結果として前記温度調節装置の操作量を算出する第1の制御則、および、機械学習を用いずに前記制御偏差に基づいて前記温度調節装置の操作量を算出する第2の制御則を実行可能な機能、および前記第1の制御則又は前記第2の制御則のいずれか一方を実行するために選択する機能を有する制御装置を備える。
【図面の簡単な説明】
【0006】
第1の実施形態に係る射出成形機を模式的に示す概略縦断面図である。
第1の実施形態に係る射出成形機のヒータを対象とするフィードバック制御に関する制御系を説明するためのブロック図である。
第1の実施形態に係る制御装置による強化学習を説明するためのブロック図である。
第1の実施形態に係る状態価値テーブルを示す図である。
第1の実施形態に係る制御装置のハードウェア構成を示すブロック図である。
第1の実施形態に係る制御装置の機能構成を示すブロック図である。
第1の実施形態に係る学習フィードバック制御処理を示すフローチャートである。
第1の実施形態に係る操作量算出処理を示すフローチャートである。
第1の実施形態に係る強化学習処理を示すフローチャートである。
第1の実施形態に係る学習パラメータ更新処理を示すフローチャートである。
第1の実施形態に係る学習停止用操作量算出処理を示すフローチャートである。
第1の実施形態に係るフィルタ目標温度を説明するための図である。
第1の実施形態に係るフィルタ目標温度の効果を説明するための図である。
第1の実施形態に係るフィルタ目標温度算出処理を示すフローチャートである。
比較例に係る強化学習を用いた1回目のフィードバック制御の結果として得られる、パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
比較例に係る強化学習を用いた10回目のフィードバック制御の結果として得られる、パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
比較例に係る強化学習を用いたn回目のフィードバック制御の結果として得られる、パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
第1の実施形態に係る1回目の学習フィードバック制御処理の結果として得られる、学習パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
第1の実施形態に係る10回目の学習フィードバック制御処理の結果として得られる、学習パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
第1の実施形態に係るn回目の学習フィードバック制御処理の結果として得られる、学習パラメータθの大きさと経過時間との関係及び測定温度と経過時間との関係を説明するための図である。
第1の実施形態に係るユーザ報知処理を示すフローチャートである。
第1の実施形態に係るAI制御中にディスプレイに表示される画面を模式的に示す模式図である。
第1の実施形態に係る制御切替のカウントダウンがディスプレイに表示される画面を模式的に示す模式図である。
第1の実施形態に係る標準PID制御中にディスプレイに表示される画面を模式的に示す模式図である。
第1の実施形態の応用例に係る各ヒータの制御状況がディスプレイに表示される画面を模式的に示す模式図である。
射出成形時に外乱として生じる測定温度の乱高下を説明するための図である。
射出成形時に外乱が生じた場合のパラメータの変動を説明するための図である。
第1の実施形態に係る学習フィードバック制御処理において、射出成形時に外乱が生じた場合のパラメータの変動を説明するための図である。
第1の実施形態の応用例に係るタイバー及び金型を示す概略縦断面図である。
第1の実施形態の応用例に係る冷却装置を対象とした学習フィードバック制御処理により得られる処理結果を説明するための図である。
第1の実施形態に応用例に係るバンプレス切替を説明するための図である。
第2の実施形態に係る制御装置の機能構成を示すブロック図である。
第2の実施形態に係る操作量算出処理を示すフローチャートである。
【発明を実施するための形態】
【0007】
以下、本発明の実施形態について図面を参照しつつ説明する。なお、本明細書及び図面において、実質的に同一の機能を有する構成要素については、同一の符号が付される。
【0008】
<第1の実施形態>
(射出成形機の構成)
本実施形態に係る射出成形機の構成について説明する。図1は、本実施形態に係る射出成形機を模式的に示す概略縦断面図である。
【0009】
図1に示されるように、本実施形態に係る射出成形機1は、ペレット状の樹脂材料を溶融するために搬送方向に延在するシリンダ2を備える。シリンダ2は、温度調節対象となる被温度調節部であり、その樹脂材料の搬送方向上流側(図中右側)端部に樹脂材料が投入されるホッパ3が設けられる。シリンダ2内には、樹脂材料を溶融混練すると共に搬送方向下流側に位置するシリンダ2の先端部へ搬送する1軸又は2軸のスクリュ4が回動自在に設けられる。シリンダ2の先端部は、搬送方向上流側よりも縮径されており、不図示の金型が取り付けられている。スクリュ4が搬送方向に高速で前進することにより、シリンダ2内で溶融可塑化された樹脂材料がシリンダ2の先端部から金型に射出される。射出された樹脂材料は、金型に応じた形状のプラスチック部品となる。
【0010】
シリンダ2には、温度調節装置として、その外周を囲繞する環状のヒータ(例えばバンドヒータ)5が、搬送方向に沿って複数設けられている。複数のヒータ5は、それぞれ不図示のヒータ電源から自身に対応するSSR(Solid State Relay)を介して電力が供給される。なお、複数のヒータ5への電力供給は、SSRに限定されるものではなく、有接点リレーを介して行われるようにしてもよい。複数のヒータ5は、それぞれ電力が供給されることにより、シリンダ2における当接部分を加熱する。シリンダ2は、これら複数のヒータ5により延在方向に沿って異なる温度に加熱され得る。一般的に、搬送方向上流側から下流側にかけてシリンダ2の温度が高くなるように、複数のヒータ5のそれぞれが制御される。複数のヒータ5近傍には、それぞれ温度センサ6が対応して設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
溶融紡糸設備
9か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
プリプレグテープ
6か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
フィルムの製造方法
14日前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
個人
射出ミキシングノズル
5か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社リコー
シート剥離装置
7か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社FTS
成形装置
3か月前
株式会社シロハチ
真空チャンバ
5か月前
トヨタ自動車株式会社
射出装置
28日前
帝人株式会社
成形体の製造方法
9か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社リコー
画像形成システム
3か月前
株式会社FTS
セパレータ
2か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社不二越
射出成形機
2日前
三菱自動車工業株式会社
予熱装置
6か月前
トヨタ自動車株式会社
真空成形装置
11か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
個人
ノズルおよび熱風溶接機
2か月前
株式会社リコー
シート処理システム
7か月前
株式会社リコー
シート処理システム
7か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
トヨタ自動車株式会社
真空成形方法
10か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
KTX株式会社
シェル型の作製方法
9か月前
日東工業株式会社
インサート成形機
4か月前
小林工業株式会社
振動溶着機
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































