TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040626
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147546
出願日
2023-09-12
発明の名称
下穴加工用ドリル
出願人
株式会社MSTコーポレーション
代理人
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250317BHJP(工作機械;他に分類されない金属加工)
要約
【課題】寸法精度と形状精度に優れた下穴をあけることができる下穴加工用ドリルを提供する。
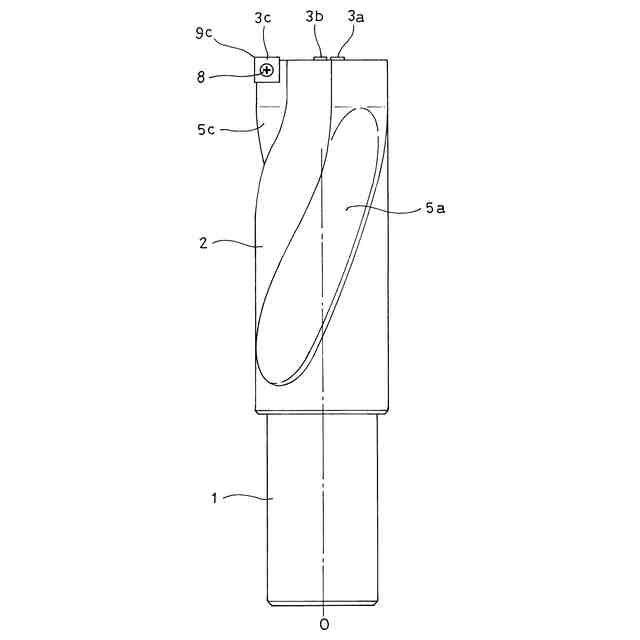
【解決手段】軸線Oまわりに回転されるドリル本体2と、ドリル本体2の軸方向前端に取り付けられた3枚のインサートチップ3a,3b,3cとを有し、3枚のインサートチップ3a,3b,3cが、軸線Oに最も近い径方向位置に配置される内径側インサート3aと、軸線Oから最も遠い径方向位置に配置される外径側インサート3cと、内径側インサート3aと外径側インサート3cの中間の径方向位置に配置される中間インサート3bとからなり、内径側インサート3aと中間インサート3bと外径側インサート3cとが互いに周方向に間隔をおいて配置されている下穴加工用ドリル。
【選択図】図1
特許請求の範囲
【請求項1】
軸線(O)まわりに回転されるドリル本体(2)と、
前記ドリル本体(2)の軸方向前端に取り付けられた3枚のインサートチップ(3a,3b,3c)とを有し、
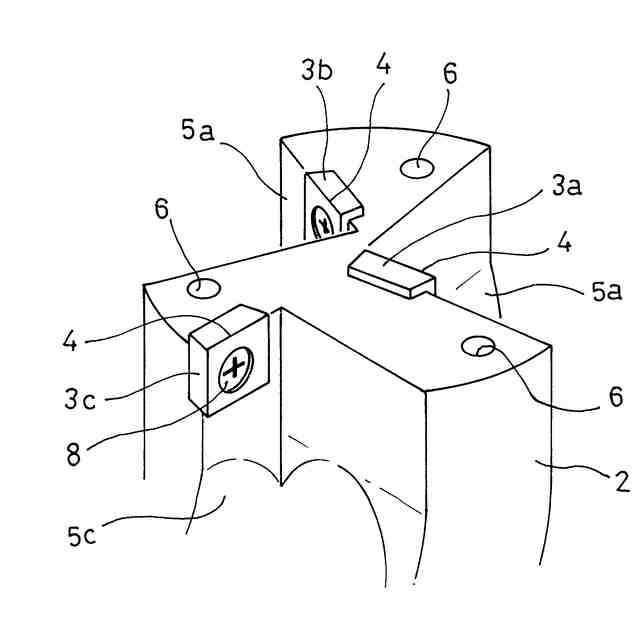
前記3枚のインサートチップ(3a,3b,3c)には、それぞれ径方向に延びる切れ刃(4)が形成され、
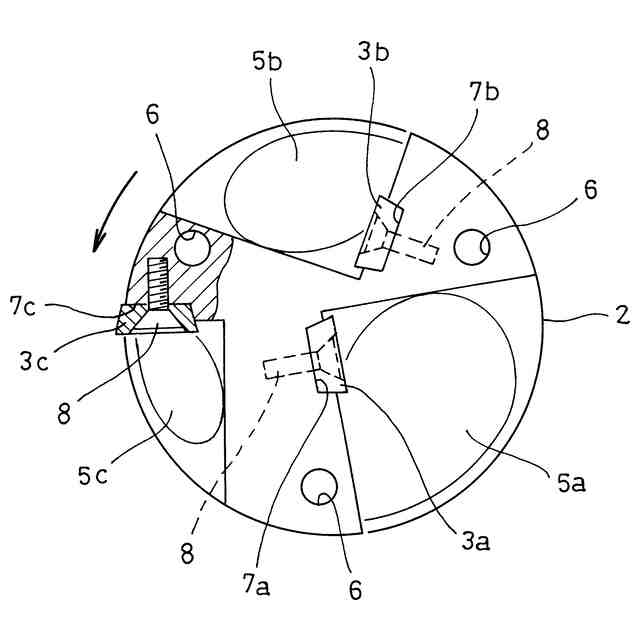
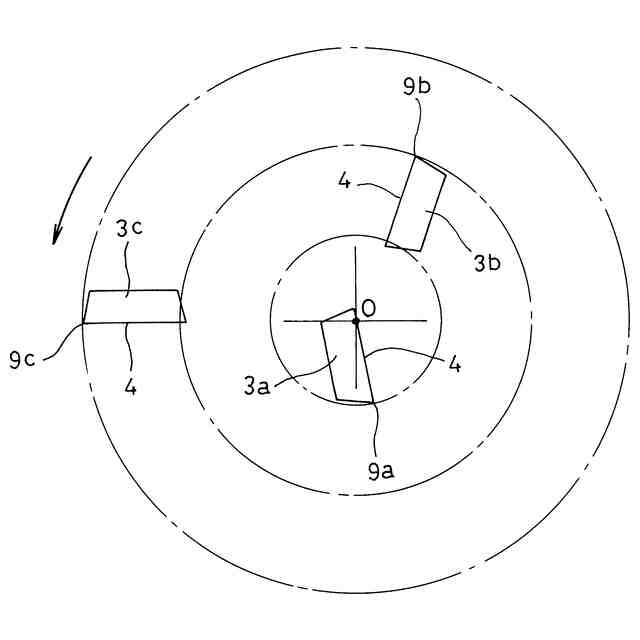
前記3枚のインサートチップ(3a,3b,3c)が、前記軸線(O)に最も近い径方向位置に配置される内径側インサート(3a)と、前記軸線(O)から最も遠い径方向位置に配置される外径側インサート(3c)と、前記内径側インサート(3a)と前記外径側インサート(3c)の中間の径方向位置に配置される中間インサート(3b)とからなり、
前記内径側インサート(3a)と前記中間インサート(3b)と前記外径側インサート(3c)とが互いに周方向に間隔をおいて配置されている、下穴加工用ドリル。
続きを表示(約 930 文字)
【請求項2】
軸方向から見て、前記内径側インサート(3a)の前記切れ刃(4)の径方向外端(9a)と前記中間インサート(3b)の前記切れ刃(4)の径方向外端(9b)との間の前記軸線(O)を中心とする中心角、前記中間インサート(3b)の前記切れ刃(4)の径方向外端(9b)と前記外径側インサート(3c)の前記切れ刃(4)の径方向外端(9c)との間の前記軸線(O)を中心とする中心角、前記外径側インサート(3c)の前記切れ刃(4)の径方向外端(9c)と前記内径側インサート(3a)の前記切れ刃(4)の径方向外端(9a)との間の前記軸線(O)を中心とする中心角の3つの中心角がそれぞれ90°以上150°以下の範囲に設定されている請求項1に記載の下穴加工用ドリル。
【請求項3】
3本の切り屑排出溝(5a,5b,5c)が前記ドリル本体(2)の外周に周方向に間隔をおいて形成され、
前記3本の切り屑排出溝(5a,5b,5c)のうちの第1の切り屑排出溝(5a)の軸方向前端部に形成された回転方向前方を向く内径側インサート座(7a)に、前記内径側インサート(3a)が取り付けられ、
前記3本の切り屑排出溝(5a,5b,5c)のうちの第2の切り屑排出溝(5b)の軸方向前端部に形成された回転方向前方を向く中間インサート座(7b)に、前記中間インサート(3b)が取り付けられ、
前記3本の切り屑排出溝(5a,5b,5c)のうちの第3の切り屑排出溝(5c)の軸方向前端部に形成された回転方向前方を向く外径側インサート座(7c)に、前記外径側インサート(3c)が取り付けられている請求項1または2に記載の下穴加工用ドリル。
【請求項4】
前記外径側インサート(3c)に形成された前記切れ刃(4)の径方向外端(9c)の回転軌跡の直径が30mm以上に設定されている請求項1または2に記載の下穴加工用ドリル。
【請求項5】
前記ドリル本体(2)に、ドリル本体(2)の内部を軸方向に延びて前記ドリル本体(2)の軸方向前端に開口するクーラント穴(6)が形成されている請求項1または2に記載の下穴加工用ドリル。
発明の詳細な説明
【技術分野】
【0001】
この発明は、寸法精度と形状精度に優れた下穴をあけることができる下穴加工用ドリルに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
一般に、高い仕上げ精度をもつ円筒状の穴をワークに形成する場合、まず、ドリルでワークに下穴(仕上げ加工前の穴)をあけ、次に、その下穴の内面に中仕上げ加工と仕上げ加工とを順に行なうことで、所定の仕上げ寸法(目標寸法)に仕上げることが多い。
【0003】
ここで、中仕上げ加工は、その後の仕上げ加工を精度よく行なうために、仕上げ加工の取り代(切り込み深さ)を残して穴の内面を削る加工である。すなわち、ドリルで形成した下穴は、通常、穴の内面の寸法精度や形状精度が低いため、ドリルで形成した下穴の内面にそのまま仕上げ加工を行なったのでは、穴の内面の取り代が一定せず、穴を精度よく仕上げることができない。そのため、仕上げ加工における穴の内面の取り代を一定させて穴を精度よく仕上げるため、仕上げ加工の前に中仕上げ加工(例えばバランスカットボーリングバーを用いた中ぐり加工)が行なわれる。
【0004】
一方、ワークに穴をあけるドリルとして、例えば、特許文献1のものが知られている。特許文献1のドリルは、軸線まわりに回転されるドリル本体と、ドリル本体の軸方向前端に取り付けられた2枚のインサートチップとを有する。2枚のインサートチップは、軸線に近い径方向位置に配置される内径側インサートと、軸線から遠い径方向位置に配置される外径側インサートとからなり、それぞれ径方向に延びる切れ刃が形成されている。内径側インサートと外径側インサートは、軸方向から見て約180°の周方向間隔で配置されている。
【先行技術文献】
【特許文献】
【0005】
特開2018-079517号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本願の発明者は、高い仕上げ精度をもつ円筒状の穴をワークに形成するときに、従来は、ドリルであけた下穴の内面に、中仕上げ加工と仕上げ加工とを順に行なっていたところ、ドリルで下穴をあけるときに、寸法精度と形状精度に優れた下穴をあけることができれば、ドリルで下穴をあけた後、中仕上げ加工を行なわずに、そのまま仕上げ加工をすることが可能となり、加工工程を減らすことができると考えた。
【0007】
そこで、発明者は、ドリルで寸法精度と形状精度に優れた下穴をあけることを可能とするため、特許文献1のような従来のドリルであけた下穴について、穴の内面の寸法精度や形状精度が低くなる理由を検討したところ、特許文献1のドリルは、軸方向から見て約180°の周方向間隔で2枚のインサートチップが配置された構成であることから、穴あけ加工中の穴の内面によるドリル先端の支持が2点支持となり、ドリル本体の軸線の振れが生じやすく、その結果、ドリルで形成される下穴の内面の寸法精度や形状精度が低くなっていることに気づいた。また、各インサートチップで生じる切り屑が穴あけ加工中の穴から排出される際にその切り屑によって穴の内面が傷付き、下穴の内面の面粗さが悪くなるという問題もある。
【0008】
この発明が解決しようとする課題は、寸法精度と形状精度に優れた下穴をあけることができる下穴加工用ドリルを提供することである。
【課題を解決するための手段】
【0009】
この発明では、上記の課題を解決するため、以下の構成の下穴加工用ドリルを提供する。
[構成1]
軸線まわりに回転されるドリル本体と、
前記ドリル本体の軸方向前端に取り付けられた3枚のインサートチップとを有し、
前記3枚のインサートチップには、それぞれ径方向に延びる切れ刃が形成され、
前記3枚のインサートチップが、前記軸線に最も近い径方向位置に配置される内径側インサートと、前記軸線から最も遠い径方向位置に配置される外径側インサートと、前記内径側インサートと前記外径側インサートの中間の径方向位置に配置される中間インサートとからなり、
前記内径側インサートと前記中間インサートと前記外径側インサートとが互いに周方向に間隔をおいて配置されている、下穴加工用ドリル。
【0010】
この構成を採用すると、3枚のインサートチップ(内径側インサート、中間インサート、外径側インサート)が互いに周方向に間隔をおいて配置された構成であることから、穴あけ加工中の穴の内面によるドリル先端の支持が3点支持となり、ドリル本体の軸線の振れが生じにくい。そのため、寸法精度と形状精度に優れた下穴をあけることができる。また、3枚のインサートチップ(内径側インサート、中間インサート、外径側インサート)で下穴を径方向に3分割して切削することから、各インサートチップで生じる切り屑の幅を小さく抑えることができる。そのため、各インサートチップで生じる切り屑が穴あけ加工中の穴から排出される際にその切り屑によって穴の内面が傷付きにくく、穴の内面の面粗さに優れた下穴をあけることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
23日前
株式会社FUJI
工作機械
2か月前
個人
複合金属回転式ホーン
2か月前
有限会社 ナプラ
金属粒子
18日前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社トーキン
溶接用トーチ
2か月前
株式会社FUJI
チャック装置
8日前
株式会社ナベヤ
締結装置
1か月前
株式会社ツガミ
工作機械
2か月前
株式会社不二越
歯車研削盤
1か月前
オークマ株式会社
工作機械
29日前
大和ハウス工業株式会社
溶接方法
24日前
津田駒工業株式会社
2連回転割出し装置
18日前
株式会社コスメック
クランプ装置
12日前
オークマ株式会社
工作機械
17日前
株式会社コスメック
クランプ装置
3日前
オークマ株式会社
診断装置
29日前
オーエスジー株式会社
ドリル
4日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社関本管工
エルボ管保持装置
2か月前
豊田鉄工株式会社
レーザー溶接装置
19日前
スター精密株式会社
工作機械
23日前
トヨタ自動車株式会社
レーザ加工機
9日前
株式会社ダイヘン
溶接トーチ
2か月前
宮川工機株式会社
プレカット加工装置
4日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
株式会社マキタ
ジグソー
12日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社プロテリアル
クラッド材の製造方法
18日前
株式会社恵信工業
アプセット溶接方法
11日前
株式会社恵信工業
アプセット溶接方法
4日前
アサダ株式会社
バンドソー装置
8日前
株式会社ダイヘン
サブマージアーク溶接装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































