TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036797
公報種別
公開特許公報(A)
公開日
2025-03-17
出願番号
2023143334
出願日
2023-09-05
発明の名称
高圧タンクの製造方法
出願人
本田技研工業株式会社
代理人
弁理士法人磯野国際特許商標事務所
主分類
B29C
70/32 20060101AFI20250310BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、従来と比較してより確実に補強層の破断強度を高めることができる高圧タンクの製造方法を提供する。
【解決手段】本発明は、中空のライナ2の外表面に補強層4を有する高圧タンクの製造方法であって、硬化性樹脂を含む所定張力の繊維束を前記ライナ2の前記外表面に巻き付ける巻回工程と、前記外表面に巻き付けた前記繊維束に含まれる前記硬化性樹脂を硬化させて前記補強層4を形成する補強層形成工程と、を有し、前記巻回工程は、前記補強層4の外周側にいくほど前記繊維束の張力が低減するように行われることを特徴とする。
【選択図】図5
特許請求の範囲
【請求項1】
中空のライナの外表面に補強層を有する高圧タンクの製造方法であって、
硬化性樹脂を含む所定張力の繊維束を前記ライナの前記外表面に巻き付ける巻回工程と、
前記外表面に巻き付けた前記繊維束に含まれる前記硬化性樹脂を硬化させて前記補強層を形成する補強層形成工程と、
を有し、
前記巻回工程は、前記補強層の外周側にいくほど前記繊維束の張力が低減するように行われることを特徴とする高圧タンクの製造方法。
続きを表示(約 800 文字)
【請求項2】
前記ライナは、円筒形状の胴部と、この胴部の両端にドーム部とを有して構成され、
前記繊維束の張力を低減させる前記巻回工程は、前記ライナの前記胴部のみに行われることを特徴とする請求項1に記載の高圧タンクの製造方法。
【請求項3】
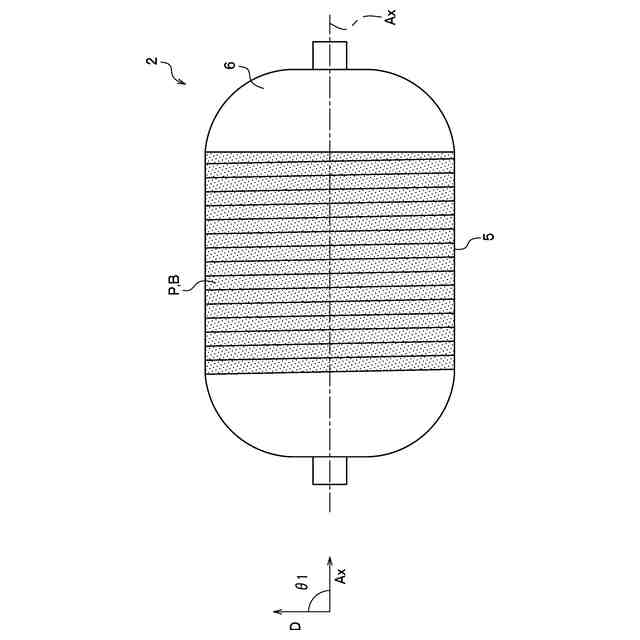
前記巻回工程は、前記ライナの胴部に対する前記繊維束のフープ巻きにて行われることを特徴とする請求項2に記載の高圧タンクの製造方法。
【請求項4】
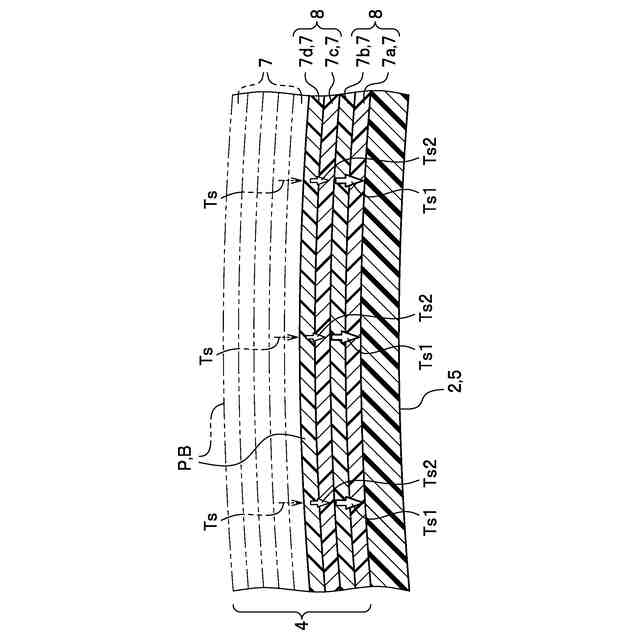
前記補強層は、前記ライナの外表面に積層された複数の単位層からなり、前記単位層は、帯状の前記繊維束が前記ライナの軸方向に並列することで形成され、
前記巻回工程は、少なくとも2つの単位層が前記補強層の層厚方向に重なり合って形成される複層ごとに前記繊維束の張力を低減させるように行われることを特徴とする請求項1に記載の高圧タンクの製造方法。
【請求項5】
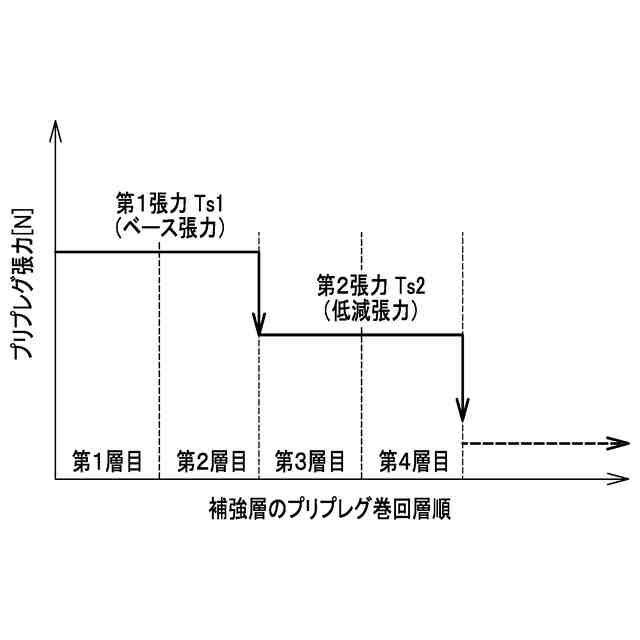
前記巻回工程は、前記繊維束の巻き始めとなるベース張力で前記ライナに対して前記繊維束を巻き付けるベース張力巻回工程と、前記ベース張力で巻き付けられた前記繊維束に対して前記ベース張力よりも低減した張力で前記繊維束を巻き付ける低減張力巻回工程と、を有し、
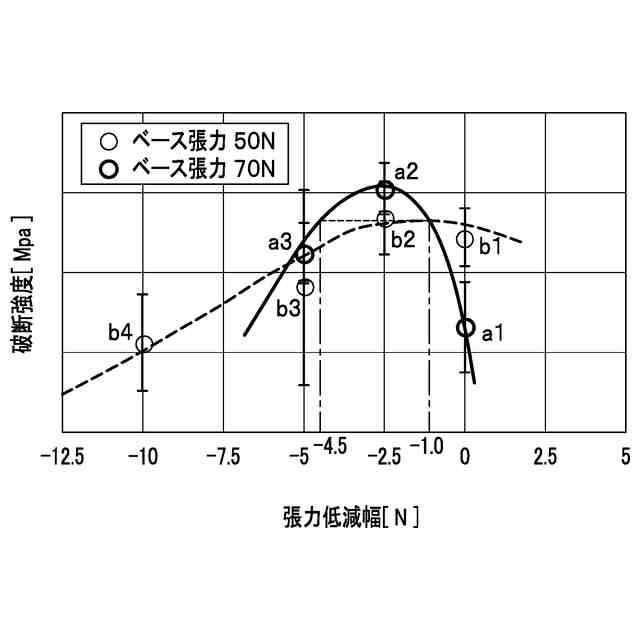
前記ベース張力に対する前記繊維束の張力低減幅は、1.00N以上、4.50N以下の範囲内で設定されることを特徴とする請求項1に記載の高圧タンクの製造方法。
【請求項6】
前記張力低減幅が1.00N以上、4.50N以下の範囲内で前記補強層の破断強度がピーク値を迎えるように前記ベース張力が設定されることを特徴とする請求項5に記載の高圧タンクの製造方法。
【請求項7】
前記巻回工程は、前記補強層の層厚方向にフープ巻きとヘリカル巻きとが組み合わされて行われることを特徴とする請求項1に記載の高圧タンクの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高圧タンクの製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、高圧タンクとしては、両端にドーム部を有する略円筒形状のライナの外側に硬化性樹脂含有の繊維が巻かれて形成された補強層を有するものが知られている(例えば、特許文献1参照)。この高圧タンクの補強層は、繊維がヘリカル状に巻かれたヘリカル層と、このヘリカル層の外側で繊維がフープ状に巻かれたフープ層とを有している。また、この高圧タンクの製造方法においては、外層となるフープ層を形成する際の繊維の張力が、内層となるヘリカル層を形成する際の繊維の張力よりも大きくなるように設定されている。このような方法で製造された高圧タンクによれば、高温高湿環境下においてガスの充填と放出とを多数回繰り返して行った場合でもヘリカル層(内層)とフープ層(外層)との界面での剥離を抑制することができる。
【先行技術文献】
【特許文献】
【0003】
特開2022-30873号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の高圧タンクの製造方法(例えば、特許文献1参照)は、内層の繊維よりも外層の繊維の張力が大きくなることで内層の繊維が緩むことが考えられる。内層の繊維が緩むと補強層の破断強度は低下するおそれがある。
【0005】
本発明の課題は、従来と比較してより確実に補強層の破断強度を高めることができる高圧タンクの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
前記課題を達成した本発明の高圧タンクの製造方法は、中空のライナの外表面に補強層を有する高圧タンクの製造方法であって、硬化性樹脂を含む所定張力の繊維束を前記ライナの前記外表面に巻き付ける巻回工程と、前記外表面に巻き付けた前記繊維束に含まれる前記硬化性樹脂を硬化させて前記補強層を形成する補強層形成工程と、を有し、前記巻回工程は、前記補強層の外周側にいくほど前記繊維束の張力が低減するように行われることを特徴とする。
【発明の効果】
【0007】
本発明の高圧タンクの製造方法によれば、従来と比較してより確実に補強層の破断強度を高めることができる。
【図面の簡単な説明】
【0008】
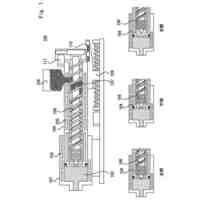
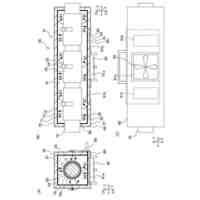
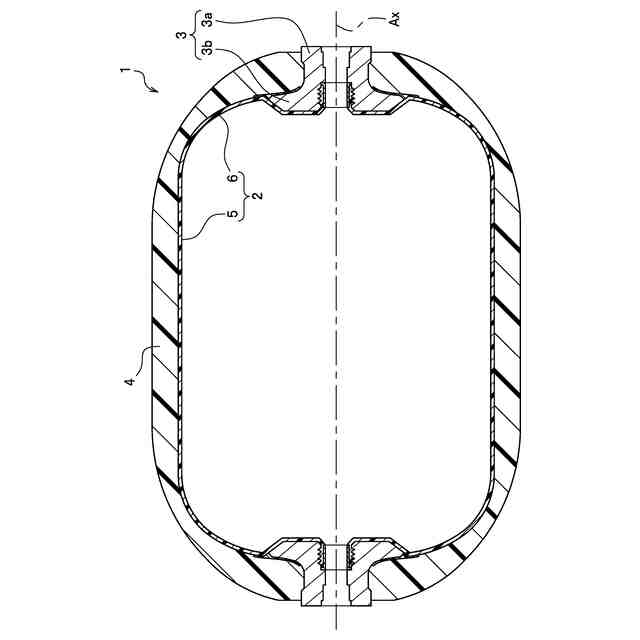
本発明の実施形態に係る製造方法によって得られる高圧タンクの縦断面図である。
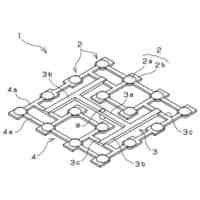
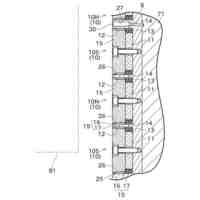
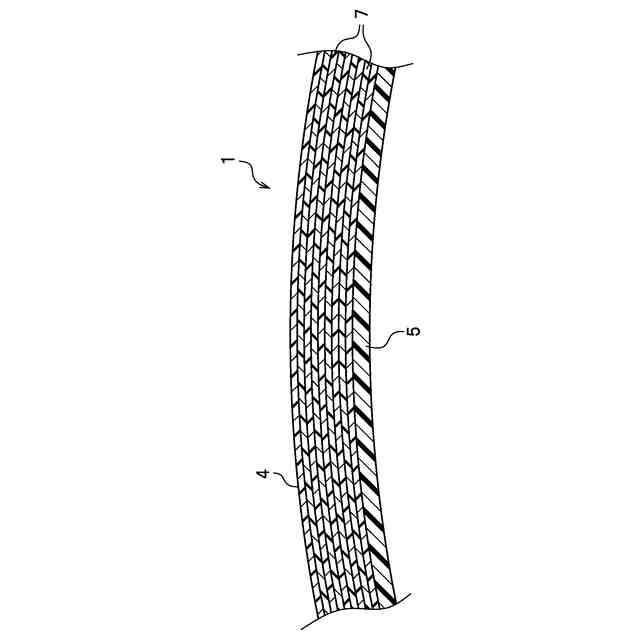
本発明の実施形態に係る製造方法によって得られる高圧タンクの部分拡大横面図である。
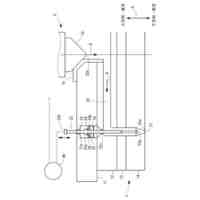
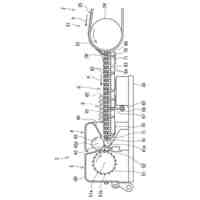
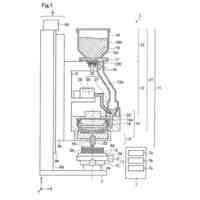
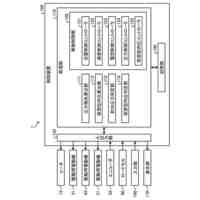
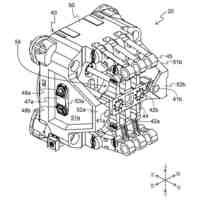
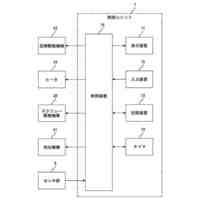
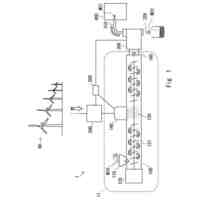
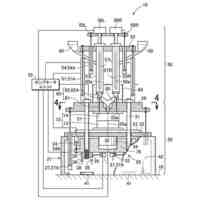
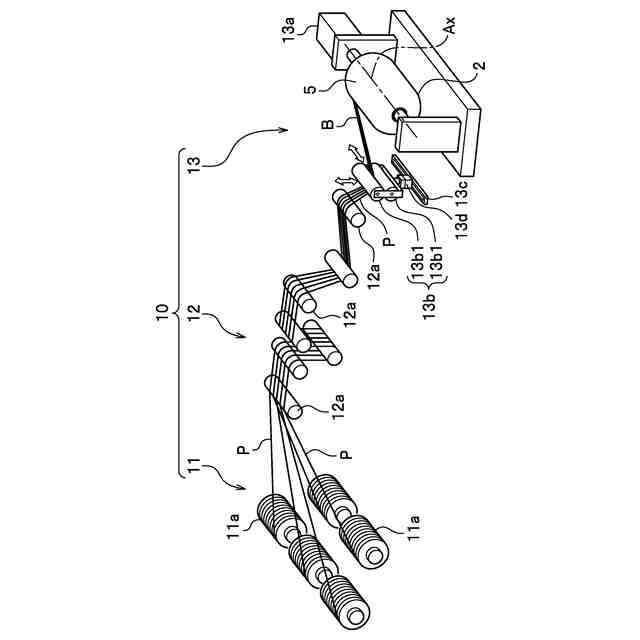
本発明の実施形態に係る製造方法で使用される高圧タンク製造装置の構成説明図である。
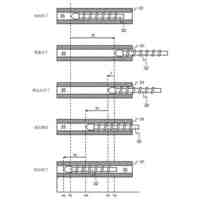
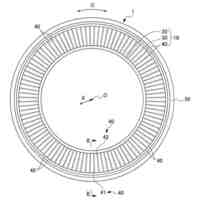
本発明の実施形態に係る製造方法で行われる繊維束のフープ巻きの説明図である。
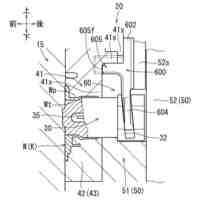
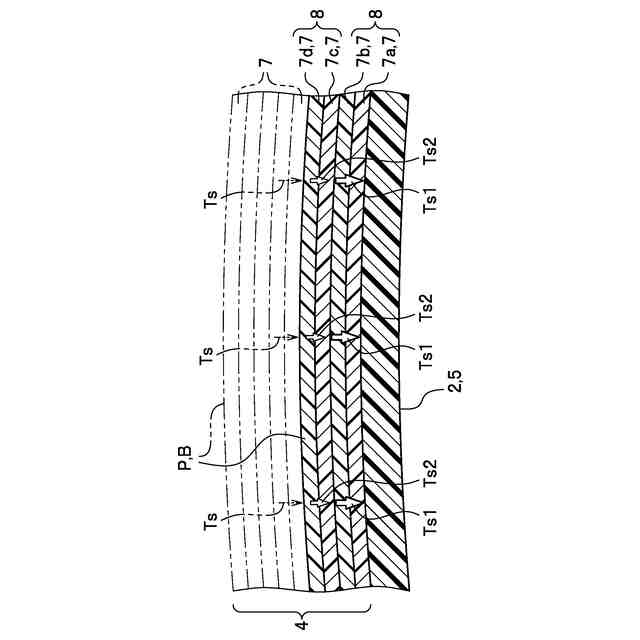
本発明の実施形態に係る製造方法で行われる繊維束の巻回工程の説明図である。
巻回工程において繊維束(プリプレグ)の張力を低減する手順を示すグラフである。
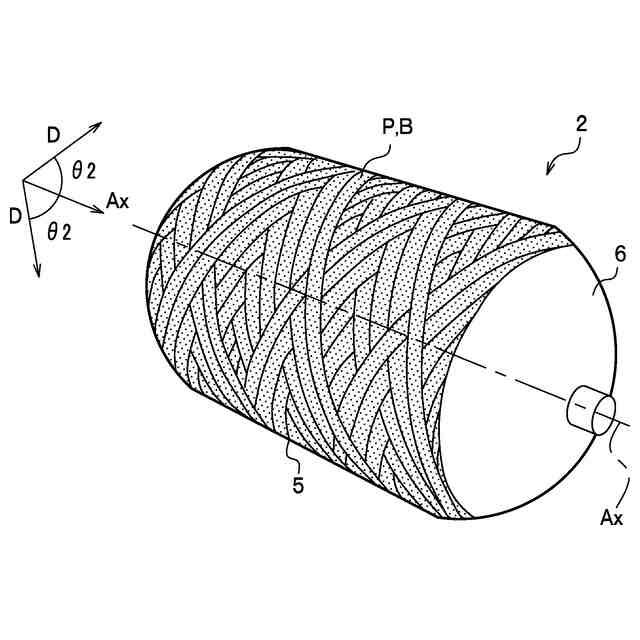
本発明の実施形態に係る製造方法で行われる繊維束の高ヘリカル巻きの説明図である。
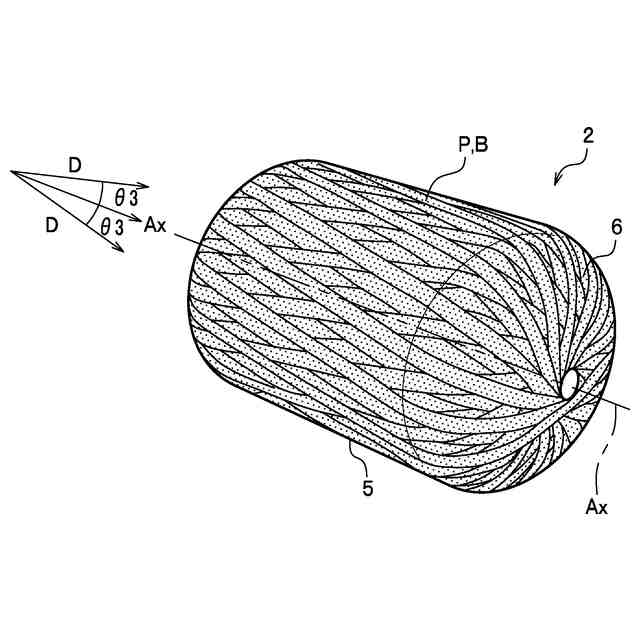
本発明の実施形態に係る製造方法で行われる繊維束の低ヘリカル巻きの説明図である。
繊維束(プリプレグ)の張力低減幅と補強層の破断強度との関係を示すグラフである。
補強層の破断強度と破断強度のバラツキとの関係を示すグラフである。
【発明を実施するための形態】
【0009】
次に、本発明を実施するための形態(実施形態)について、適宜図面を参照しながら詳細に説明する。まず、本実施形態に係る製造方法にて得られる高圧タンクの構造について説明する。
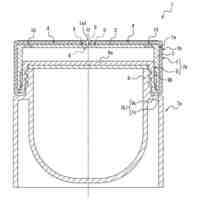
図1は、高圧タンク1の縦断面図である。図2は、高圧タンク1の部分拡大横面図である。
本実施形態の高圧タンク1は、例えば、燃料電池車に搭載され、燃料電池システムに供給するための水素ガスを貯留するものを想定している。ただし、高圧タンク1は、これに限定されるものではなく、他の高圧ガスについて使用されるものであってもよい。
【0010】
図1に示すように、高圧タンク1は、ライナ2と、このライナ2に連結される口金3と、ライナ2から口金3に亘ってこれらの外側を覆う補強層4と、を備えている。
口金3は、例えば、アルミニウム合金などの金属製材料にて形成されるものを想定している。口金3は、内側に給排孔を有する円筒状の口金本体3aと、この口金本体3aの軸方向の一端側に形成されるフランジ部3bとを有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
フィルムの製造方法
14日前
トヨタ自動車株式会社
射出装置
28日前
株式会社不二越
射出成形機
2日前
東海興業株式会社
通気部付き樹脂成形品
28日前
東レ株式会社
ポリエステルフィルムの製造方法
1日前
株式会社日本製鋼所
竪型射出成形機
28日前
artience株式会社
積層体の分離回収方法
22日前
株式会社東芝
成形不良検知金型
2日前
三菱重工業株式会社
接合方法
10日前
世紀株式会社
成形装置及び成形方法
10日前
個人
樹脂成形体と、及びその製造方法と、製造装置。
28日前
セイコーエプソン株式会社
セル装置
22日前
UBEマシナリー株式会社
型締装置
28日前
株式会社タナカ
ペレタイザ
16日前
セイコーエプソン株式会社
セル装置
22日前
佐藤ライト工業株式会社
レンズ成形体
23日前
トヨタ自動車株式会社
射出成形機及び射出成形方法
21日前
株式会社ブリヂストン
管理装置
18日前
株式会社吉野工業所
インサート成形品
22日前
セイコーエプソン株式会社
材料供給装置
22日前
セイコーエプソン株式会社
射出成形装置
28日前
愛三工業株式会社
金型装置
10日前
株式会社コスメック
磁気クランプ装置及び射出成形装置
8日前
芝浦機械株式会社
射出成形機
8日前
東洋機械金属株式会社
成形機
22日前
東洋機械金属株式会社
成形機
21日前
川上産業株式会社
配管カバー
2日前
東洋機械金属株式会社
型締装置
22日前
大日本印刷株式会社
樹脂体のリサイクル方法
28日前
大日本印刷株式会社
ブロー成形方法および容器
22日前
東洋機械金属株式会社
射出成形機
22日前
東洋機械金属株式会社
成形機
23日前
ポリプラスチックス株式会社
異常検出システム
22日前
株式会社日本製鋼所
押出装置、処理システムおよび処理方法
3日前
日精樹脂工業株式会社
竪型射出成形装置
3日前
TOYO TIRE株式会社
非空気圧タイヤの製造方法
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ