TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035598
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023142736
出願日
2023-09-04
発明の名称
射出成形機及び射出成形方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B29C
45/47 20060101AFI20250307BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂材料の計量中に樹脂の流量及び圧力を調整するスクリュインプランジャ式射出成形機を提供する。
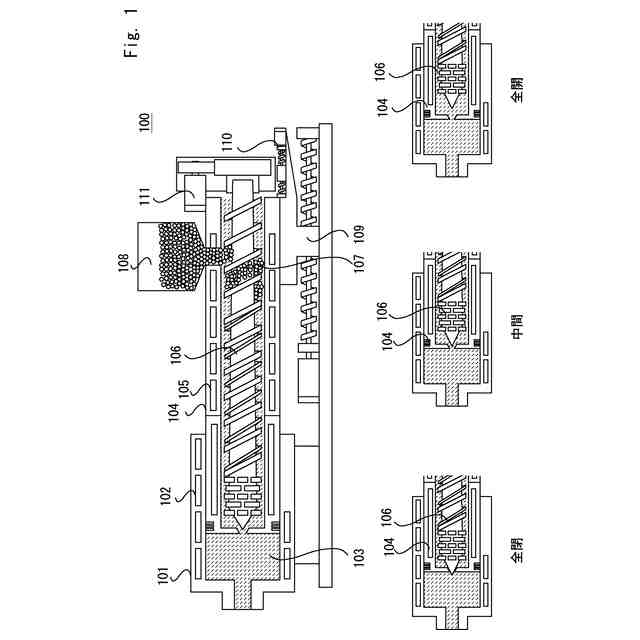
【解決手段】外周にヒータを備え、内部に溶融樹脂を貯蔵する円筒状のバレルと、外周にヒータと内部を前後進して溶融樹脂を前記バレルに送るスクリュとを備え、内部で樹脂材料を溶融し、バレルの内部を前後進してバレルの内部に貯蔵された溶融樹脂を射出する円筒状のプランジャと、制御可能にバレルに対してプランジャを前後進させる機構と、制御可能にプランジャに対してスクリュを前後進させる機構と、を備える射出成形機が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
外周にヒータを備え、内部に溶融樹脂を貯蔵する円筒形状のバレルと、
外周にヒータと内部を前後進して前記溶融樹脂を前記バレルに送るスクリュとを備え、前記内部で樹脂材料を溶融し、前記バレルの内部を前後進して前記バレルの内部に貯蔵された前記溶融樹脂を射出する円筒形状のプランジャと、
制御可能に前記バレルに対して前記プランジャを前後進させる機構と、
制御可能に前記プランジャに対して前記スクリュを前後進させる機構と、を備える射出成形機。
続きを表示(約 530 文字)
【請求項2】
前記制御可能に前記プランジャに対して前記スクリュを前後進させる機構は、モータである、請求項1に記載の射出成形機。
【請求項3】
前記制御可能に前記プランジャに対して前記スクリュを前後進させる機構は、ブレーキ機構付き油圧シリンダである、請求項1に記載の射出成形機。
【請求項4】
前記制御可能に前記プランジャに対して前記スクリュを前後進させる機構は、スクリュ長可変シリンダである、請求項1に記載の射出成形機。
【請求項5】
外周にヒータを備え、内部に溶融樹脂を貯蔵する円筒形状のバレルと、
外周にヒータと内部を前後進して前記溶融樹脂を前記バレルに送るスクリュとを備え、前記内部で樹脂材料を溶融し、前記バレルの内部を前後進して前記バレルの内部に貯蔵された前記溶融樹脂を射出する円筒形状のプランジャと、
制御可能に前記バレルに対して前記プランジャを前後進させる機構と、
を備える射出成形機による樹脂材料の射出成形方法であって、
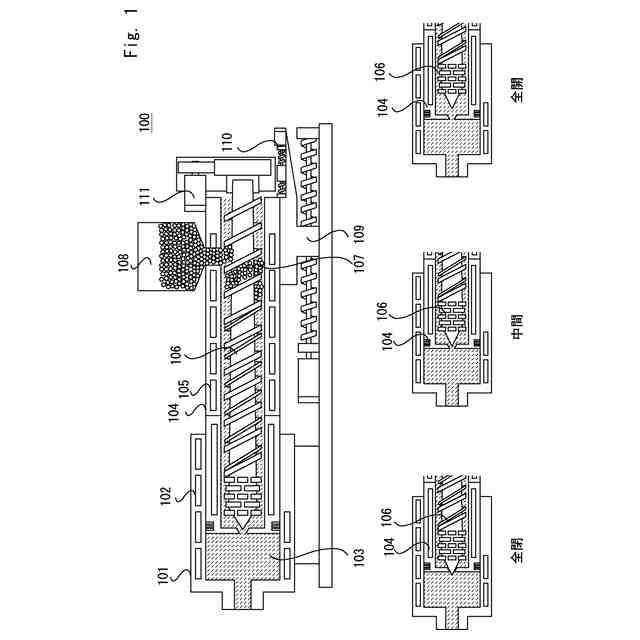
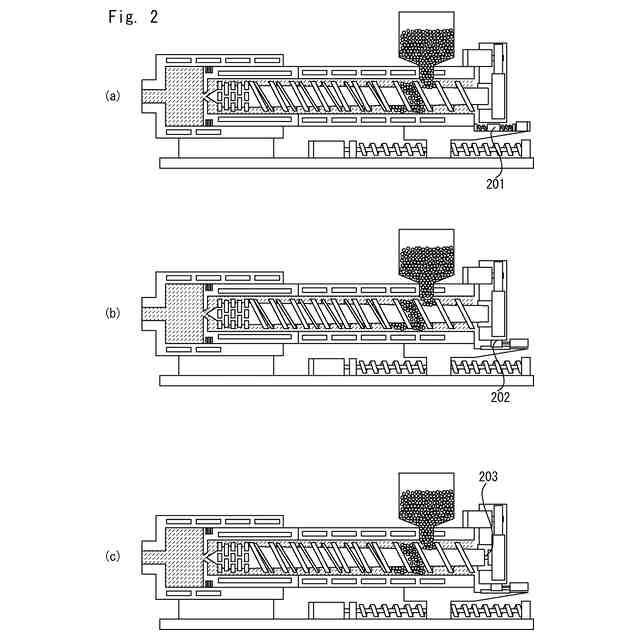
前記樹脂材料の計量中に、スクリュチェックの開度により前記スクリュの先端を通過する前記溶融樹脂の流量及び圧力を調整する、射出成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は射出成形機及び射出成形方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
溶融樹脂を適切な圧力で可塑化及び射出するために、プランジャ内の圧力を監視することがなされている。特許文献1の電動式射出装置は、電動モータ54を駆動源としてプランジャを進退移動させ、射出チャンバ内に樹脂材料を供給しつつプランジャにて樹脂材料に背圧をかけながらプランジャを後退移動させ、射出チャンバへの射出材料の充填と計量とを行う。プランジャの先端部に圧力センサをプランジャの先端部に圧力センサをプランジャと一体に後退移動する状態に設け、圧力センサによる検知圧力が設定した適切な背圧となるようにコントローラにて電動モータによるプランジャの後退方向の駆動トルクをする。
【先行技術文献】
【特許文献】
【0003】
特開2005-131898号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記文献の射出成形機は、スクリュインプランジャ式射出成形機による装置ではなかった。また、上記文献の射出成形機は、計量中に圧力を調整する装置ではなかった。そこで、本開示の目的は、樹脂材料の計量中に樹脂の流量及び圧力を調整するスクリュインプランジャ式射出成形機を提供することである。
【課題を解決するための手段】
【0005】
本開示の射出成形機は、
外周にヒータを備え、内部に溶融樹脂を貯蔵する円筒形状のバレルと、
外周にヒータと内部を前後進して前記溶融樹脂を前記バレルに送るスクリュとを備え、前記内部で樹脂材料を溶融し、前記バレルの内部を前後進して前記バレルの内部に貯蔵された前記溶融樹脂を射出する円筒形状のプランジャと、
制御可能に前記バレルに対して前記プランジャを前後進させる機構と、
制御可能に前記プランジャに対して前記スクリュを前後進させる機構と、を備える射出成形機である。
【0006】
上記構成により、樹脂材料の計量中に樹脂の流量及び圧力を調整するスクリュインプランジャ式射出成形機が提供される。
【0007】
本開示の射出成形機は、
前記制御可能に前記プランジャに対して前記スクリュを前後進させる機構は、モータである、ことを特徴とする。
【0008】
上記構成により、プランジャに対してスクリュを前後進させる機構を制御可能である。
【0009】
本開示の射出成形機は、
前記制御可能に前記プランジャに対して前記スクリュを前後進させる機構は、ブレーキ機構付き油圧シリンダである、ことを特徴とする。
【0010】
上記構成により、プランジャに対してスクリュを前後進させる機構を制御可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
プリプレグテープ
6か月前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
16日前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
8か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
帝人株式会社
成形体の製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社神戸製鋼所
混練機
1か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
4日前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社FTS
セパレータ
2か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
個人
ノズルおよび熱風溶接機
2か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
トヨタ自動車株式会社
真空成形装置
11か月前
トヨタ自動車株式会社
真空成形方法
10か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
KTX株式会社
シェル型の作製方法
9か月前
日東工業株式会社
インサート成形機
4か月前
小林工業株式会社
振動溶着機
9か月前
株式会社リコー
シート処理システム
7か月前
株式会社リコー
シート処理システム
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































