TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038561
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145252
出願日
2023-09-07
発明の名称
ペレタイザ
出願人
株式会社タナカ
代理人
弁理士法人有古特許事務所
主分類
B29B
9/06 20060101AFI20250312BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 ストランドが軟質性材料で形成されてあっても、供給されるストランドをスムーズに引き込むことができるとともに、運転開始時にストランドの先端部分を容易にセットすることができるペレタイザを提供する。
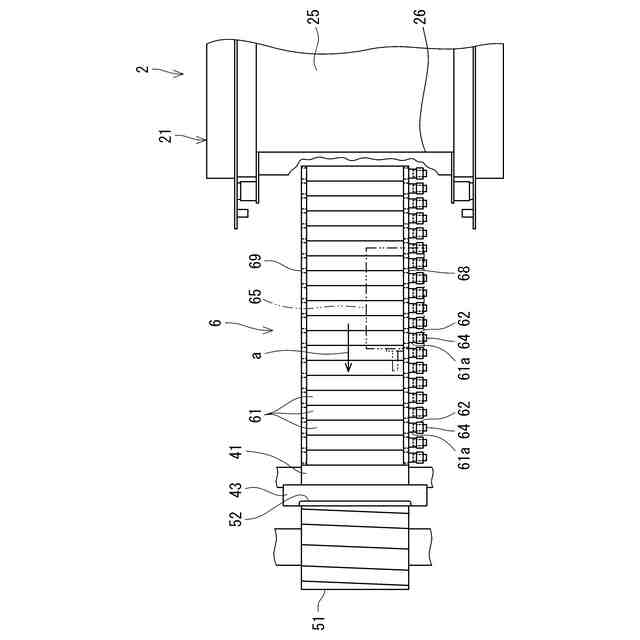
【解決手段】 第1ローラ41と第2ローラ42とを有し、押出機から押し出されてストランド冷却装置2によって冷却されながら搬送されてくる複数本のストランドを引き込むストランド引込装置4と、ストランド引込装置4によって引き込まれた複数本のストランドを粒状に切断する切断装置5と、ストランド冷却装置2とストランド引込装置4との間に、ストランド冷却装置2によって搬送されてくるストランドを第1ローラ41および第2ローラ42の間に向けて搬送するように設置され、複数の駆動ローラと、モータによる回転動力を磁力によって非接触で複数の駆動ローラへ伝達する非接触動力伝達装置と、を有する駆動ローラコンベア6と、を備える。
【選択図】 図2
特許請求の範囲
【請求項1】
所定方向に回転する第1ローラと、当該第1ローラの上方に対向して配置された第2ローラとを有し、押出機から押し出されてストランド冷却装置によって冷却されながら搬送されてくる複数本のストランドを前記第1ローラと前記第2ローラとの間に挟持して引き込むストランド引込装置と、
前記ストランド引込装置によって引き込まれた前記複数本のストランドを粒状に切断する切断装置と、
前記ストランド冷却装置と前記ストランド引込装置との間に、前記ストランド冷却装置によって搬送されてくる前記ストランドを前記第1ローラおよび前記第2ローラの間に向けて搬送するように設置され、前記ストランドの搬送方向に並んで配置されて回転駆動する複数の駆動ローラと、モータによる回転動力を磁力によって非接触で前記複数の駆動ローラへ伝達する非接触動力伝達装置と、を有する駆動ローラコンベアと、
を備えたペレタイザ。
続きを表示(約 360 文字)
【請求項2】
前記非接触動力伝達装置は、
前記複数の駆動ローラの各々の回転軸に固定され、直線状に並んで配置される複数の第1のマグネットギアと、
軸方向が前記複数の第1のマグネットギアの配列方向と平行となるように配置され、前記モータによって回転駆動される駆動軸と、
前記第1のマグネットギアと非接触かつ近接した位置において前記駆動軸に固定され、前記第1のマグネットギアとともに前記駆動軸の回転動力を前記駆動ローラに伝達する第2のマグネットギアと、を有する、
請求項1に記載のペレタイザ。
【請求項3】
前記第2のマグネットギアは、前記複数の第1のマグネットギアの各々に対応して前記駆動軸に軸方向に並んで複数設けられている、
請求項2に記載のペレタイザ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ひも状の樹脂であるストランドを粒状に切断するペレタイザ(ストランドカッターともいう)に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
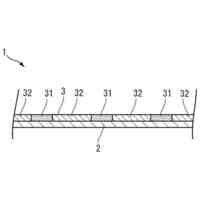
樹脂製品の原材料となるペレットの製造方法の一つにストランドカット法がある。これは、押出機で樹脂材料と添加剤とを混錬して溶融し、押出機の先端に取り付けた多孔ダイから溶融樹脂をひも状の樹脂(ストランド)に成形して押し出し、このストランドを冷却しながらペレタイザへ搬送し、ペレタイザによってストランドを粒状のペレットに切断する方法である(例えば、特許文献1、2参照)。
【0003】
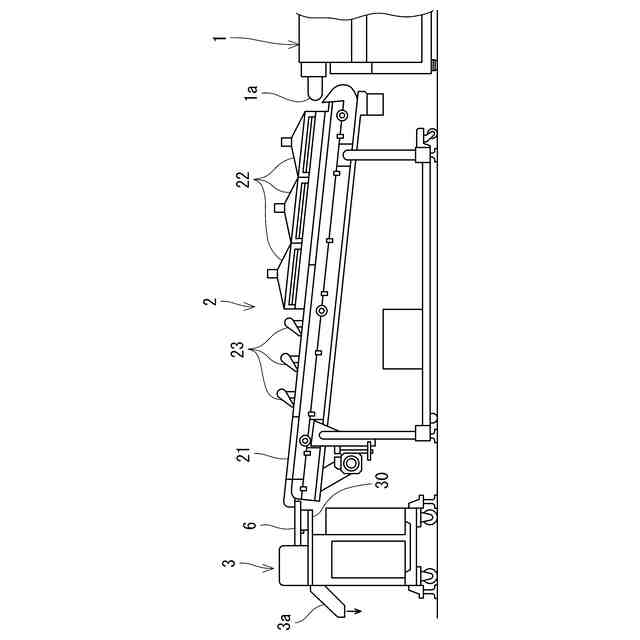
この場合、ペレタイザと押出機との間には、押出機から押し出された複数本のストランドを冷却してペレタイザへ供給するための装置(以下、ストランド冷却装置という)が設置されている。このストランド冷却装置の一例としては、例えば、メッシュベルトを用いたコンベアに、このコンベアの上流側(押出機側)のコンベア上に冷却水を噴射する水冷装置を設け、下流側のコンベア上に冷却風を噴射する空冷装置を設けた構成のものがある(例えば、特許文献1の図1等参照)。この場合、押出機から押し出されるストランドをコンベアに載せてペレタイザへ向けて搬送し、この搬送中に、コンベアの上流側において水冷装置によってコンベア上のストランドに冷却水を噴射し、下流側において空冷装置によってストランドに冷却風を噴射する。これにより、ストランドは、表面が固化状態に冷却されてからペレタイザに到達する。
【0004】
また、ストランド冷却装置の他の例としては、ストランドを冷却するための冷却液を保持した水槽を有し、水槽内に冷却液の液中でストランドをガイドする複数のガイドローラが設けられた構成のものがある(例えば、特許文献2の図8等参照)。この場合、押出機から押し出された複数本のストランドは、水槽内の冷却液の液中を複数のガイドローラにガイドされてペレタイザへ向けて搬送される。ストランドは、冷却液の液中を通ることにより表面が固化状態に冷却されてから、ペレタイザに到達する。
【0005】
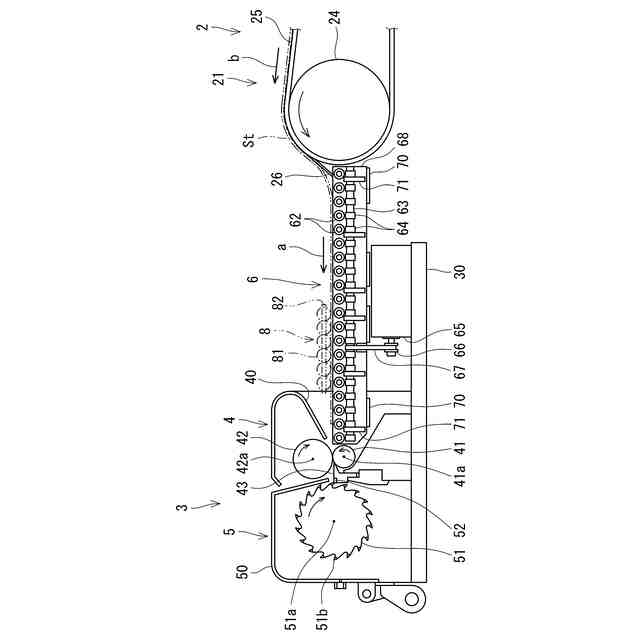
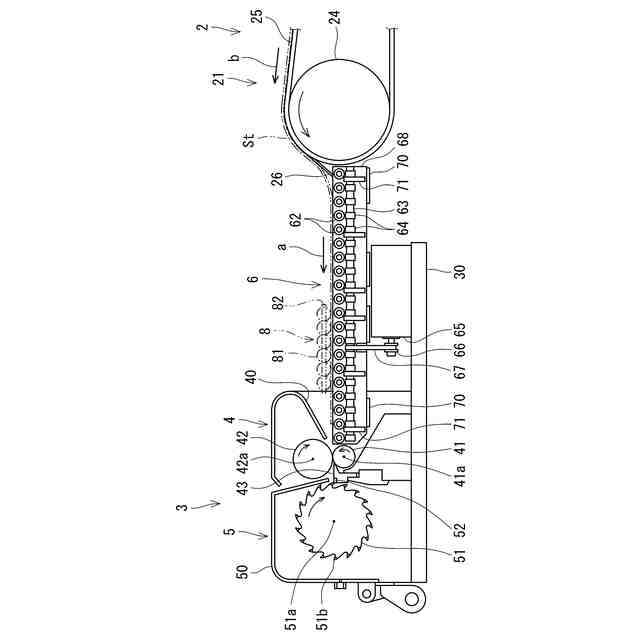
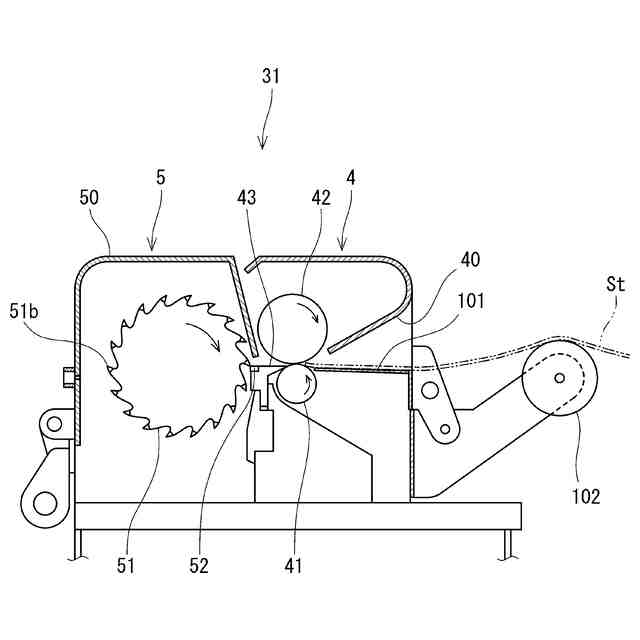
図4は、従来例のペレタイザの要部の内部構造の概略を示す側面図である。図4に示すペレタイザ31は、複数本のストランドStを引き込んで切断装置5へ送り出すストランド引込装置4と、ストランド引込装置4から送り出されるストランドStを所定の長さに切断(剪断)する切断装置5等を備えている。ストランド引込装置4および切断装置5にはそれぞれ安全カバー40,50が備えられている。
【0006】
ストランド引込装置4は、第1ローラ41と、所定範囲内において上下方向に変位可能である第2ローラ42とを備えている。第2ローラ42は第1ローラ41の上方に対向して配置され、第1ローラ41とは逆方向に回転する。第1ローラ41は、モータ駆動によって回転する。第2ローラ42は、モータ駆動によって回転するものであってもよいし、第1ローラ41の回転に応じて従動するものであってもよい。
【0007】
ペレタイザ31の前段には、前述のストランド冷却装置が設置されており、ストランド冷却装置から送られてきたストランドStは、第1ローラ41と第2ローラ42との間に挟持され、第1,第2ローラ41,42の回転によって引き込まれてストランド摺接台43上を滑って切断装置5へ送られる。この際、ストランド冷却装置から送られてきたストランドStは、回転自在なローラ102上を通ってから、第1及び第2ローラ41,42の手前に設置されたステンレス製のシュート板101上を滑って移送されて第1,第2ローラ41,42の間を通過して切断装置5へ送られる。
【0008】
切断装置5は、回転刃51と固定刃52とを備えている。固定刃52は、ストランド摺接台43の回転刃51側の端部に固定されている。回転刃51は、ドラム型カッターとして構成され、ドラムの円周方向に一定間隔で複数の刃先51bが形成されている。第1ローラ41および第2ローラ42の回転によってストランドStを固定刃52上に送り込んで、高速回転する回転刃51によってストランドStを所定長さに連続して切断することにより、粒状(円柱状)の樹脂ペレットが連続して生成される。
【先行技術文献】
【特許文献】
【0009】
特開2021-70302号公報
特開2021-130289号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記従来例のペレタイザ31では、前段のストランド冷却装置から送られてきた複数本のストランドStがステンレス製のシュート板101上を滑って移送されて、ストランド引込装置4の第1及び第2ローラ41,42の間に引き込まれる。しかしながら、ストランドStを形成する材料が、ゴムのような弾性をもつエラストマー系の材料(以下、軟質性材料という)の場合には、ストランドStのシュート板101上での滑り具合が悪く、ストランドStがシュート板101上で停滞してしまい、ストランドStをストランド引込装置4へスムーズに引き込むことができなくなる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社たなか銘産
漆塗膜形成方法、漆製品、および漆製品製造方法
8日前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
溶融紡糸設備
10か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
個人
射出ミキシングノズル
6か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
6か月前
日機装株式会社
加圧システム
2日前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社FTS
成形装置
4か月前
株式会社シロハチ
真空チャンバ
5か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社リコー
画像形成システム
4か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社神戸製鋼所
混練機
2か月前
東レ株式会社
炭素繊維シートの製造方法
8日前
株式会社不二越
射出成形機
18日前
株式会社不二越
射出成形機
17日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
23日前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社FTS
セパレータ
2か月前
トヨタ自動車株式会社
真空成形方法
11か月前
小林工業株式会社
振動溶着機
10か月前
トヨタ自動車株式会社
真空成形装置
11か月前
日東工業株式会社
インサート成形機
4か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
KTX株式会社
シェル型の作製方法
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ