TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025044576
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152233
出願日
2023-09-20
発明の名称
配管カバー
出願人
川上産業株式会社
代理人
弁理士法人平和国際特許事務所
主分類
B29C
48/25 20190101AFI20250326BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】断熱材の劣化を抑制しながら配管のヒータの断熱効果を奏し、また、成形材料を短時間で交換可能な配管カバーを提供する。
【解決手段】
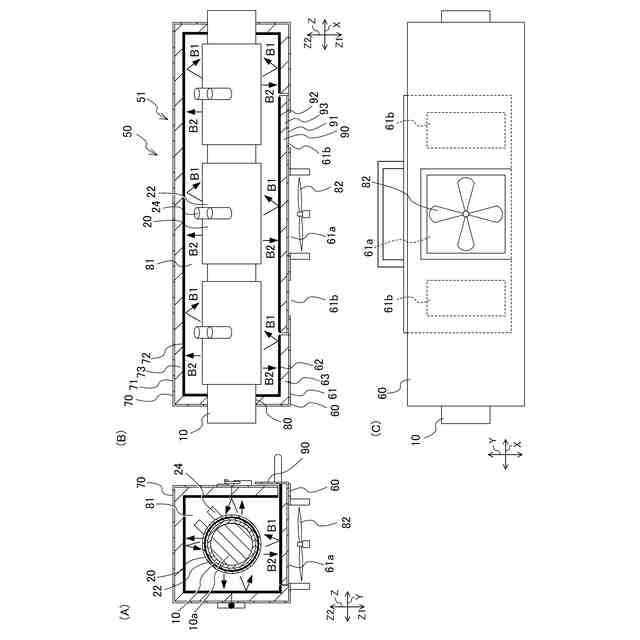
配管カバー50は、内部に部屋部81を形成し、部屋部81の内側面がヒータ20との間に隙間を有し、ヒータ20を覆い、吸気口61a及び排気口61bを備えるケース部51と、吸気口61aから部屋部81内に空気を送風し、空気を部屋部81内で対流させて、排気口61bから排出させる送風機82とを備える。
【選択図】図4
特許請求の範囲
【請求項1】
成形材料の溶融部及びダイスの間に設けられ、溶融された成形材料をダイスに向けて運び、加熱部を備える配管の配管カバーであって、
内部に部屋部を形成し、前記部屋部の内側面が前記加熱部との間に隙間を有し、前記加熱部を覆い、吸気口及び排気口を備えるケース部と、
前記吸気口から部屋部内に空気を送風し、空気を部屋部内で対流させて、前記排気口から排出させる送風部とを備える
ことを特徴とする配管カバー。
続きを表示(約 580 文字)
【請求項2】
前記ケース部は、
この配管カバーの外郭を形成する外側部と、
前記部屋部の内側面を形成し、前記加熱部が発する熱を前記内側面が輻射する内側部と、
前記外側部及び前記内側部の間に配置された断熱材とを備える
ことを特徴とする請求項1に記載の配管カバー。
【請求項3】
前記ケース部は、
前記配管に沿った方向である配管方向に長細い形状であり、
前記配管方向の両側の側壁に設けられ、前記配管に沿った方向に貫通し、前記配管が挿通される挿通穴と、
開閉可能に結合される第1ケース部、第2ケース部とを備え、
前記配管が前記挿通穴に挿通されることにより、前記配管に保持され、
前記第1ケース部、前記第2ケース部は、
閉状態にさることにより前記挿通穴を形成する切り欠きを備える
ことを特徴とする請求項1又は2に記載の配管カバー。
【請求項4】
前記吸気口及び前記排気口を開閉する開閉部材を備え、
前記開閉部材は、前記吸気口及び前記排気口を閉じた状態で、
前記部屋部の内側面の一部を形成する内側面形成部と、
前記内側面形成部よりも外側に配置された断熱材とを備える
ことを特徴とする請求項1又は2に記載の配管カバー。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形機の配管をカバーする配管カバーに関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、成形機の配管のヒータには、ヒータの熱を外部に逃がさないために、断熱材が巻かれていた(例えば、特許文献1)。
しかし、従来の構成では、断熱材は、長期間高温にさらされるために劣化しやすかった。
また、成形機の成形材料を交換する際には、配管及びその内部の成形材料を冷却する必要がある。
しかし、従来の構成では、断熱材は、容易に取り外すことができない態様でヒータに巻かれている。このため、従来の構成では、断熱材が巻かれた状態でヒータが自然に冷えるまで待つ必要があったため、配管等の冷却に長時間を要していた。
【先行技術文献】
【特許文献】
【0003】
特開2009-287667号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、断熱材の劣化を抑制しながら配管のヒータの断熱効果を奏し、また、成形材料を短時間で交換可能な配管カバーを提供することである。
【課題を解決するための手段】
【0005】
本発明の一形態は、例えば、成形材料の溶融部及びダイスの間に設けられ、溶融された成形材料をダイスに向けて運び、加熱部を備える配管の配管カバーであって、内部に部屋部を形成し、前記部屋部の内側面が前記加熱部との間に隙間を有し、前記加熱部を覆い、吸気口及び排気口を備えるケース部と、前記吸気口から部屋部内に空気を送風し、空気を部屋部内で対流させて、前記排気口から排出させる送風部とを備えることを特徴とする配管カバーである。
【図面の簡単な説明】
【0006】
実施形態の成形機1の概略を説明する図である。
実施形態の配管10近傍の斜視図である。
実施形態の下ケース部60及びシャッター90の分解斜視図である。
実施形態の成形時における配管カバー50近傍の構成を、3方向から見た模式図である。
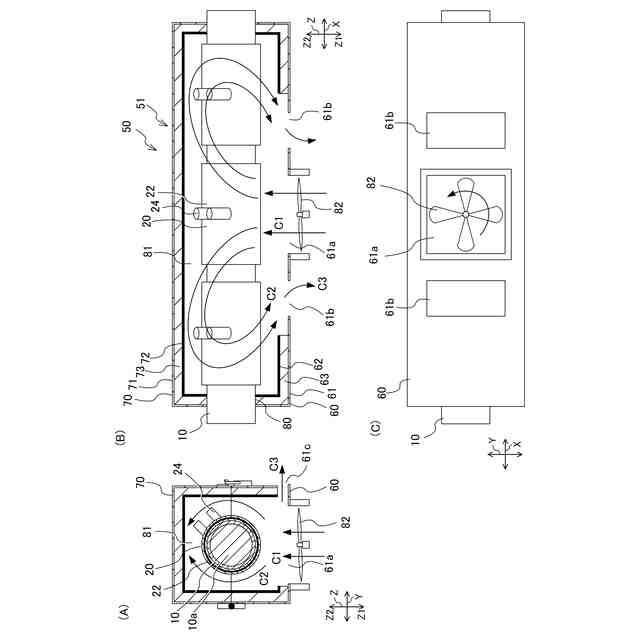
実施形態の冷却動作時における配管カバー50近傍の構成を、3方向から見た模式図である。
【発明を実施するための形態】
【0007】
(実施形態)
以下、図面等を参照して、本発明の実施形態について説明する。
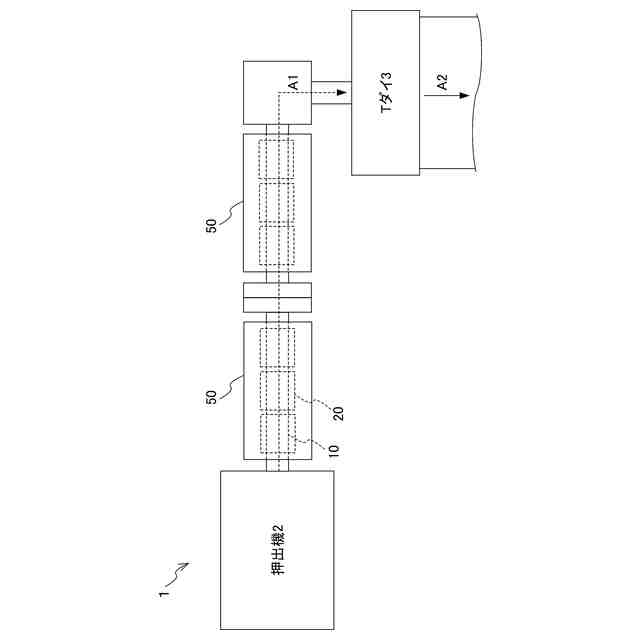
図1は、実施形態の成形機1の概略を説明する図である。
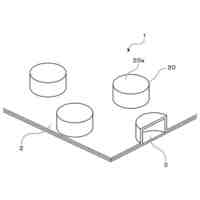
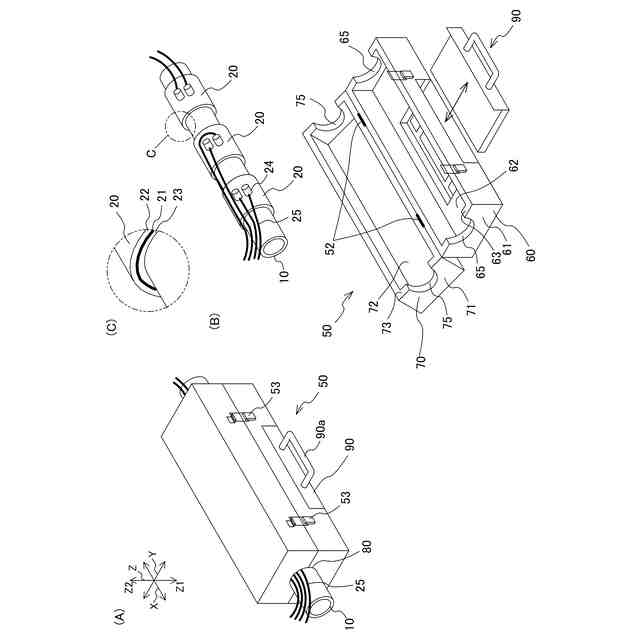
図2は、実施形態の配管10近傍の斜視図である。
図2(A)は、配管カバー50を配管10に取り付けた状態を示す図である。
図2(B)は、配管カバー50を開状態にして、配管10から取り外した状態、シャッター90を引き出した状態を示す図である。
図2(C)は、図2(B)の二点鎖線部Cの拡大図であり、ヒータ20の層構成を説明する図である。
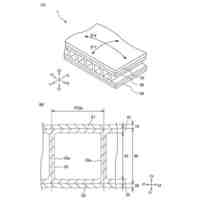
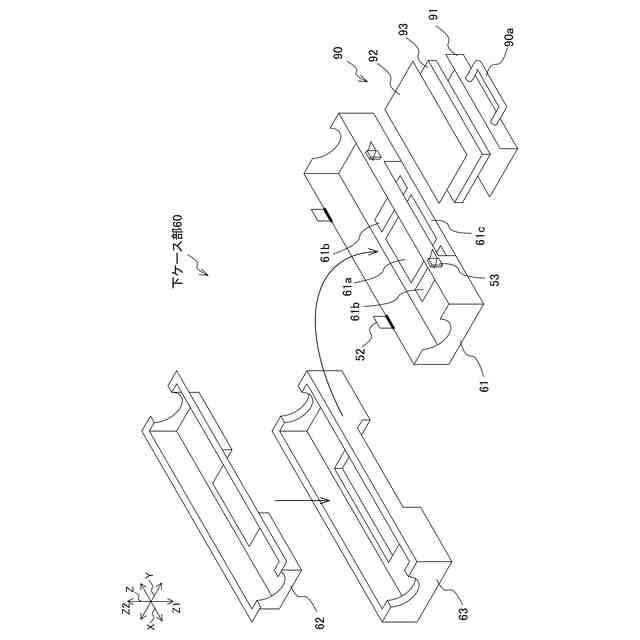
図3は、実施形態の下ケース部60及びシャッター90の分解斜視図である。
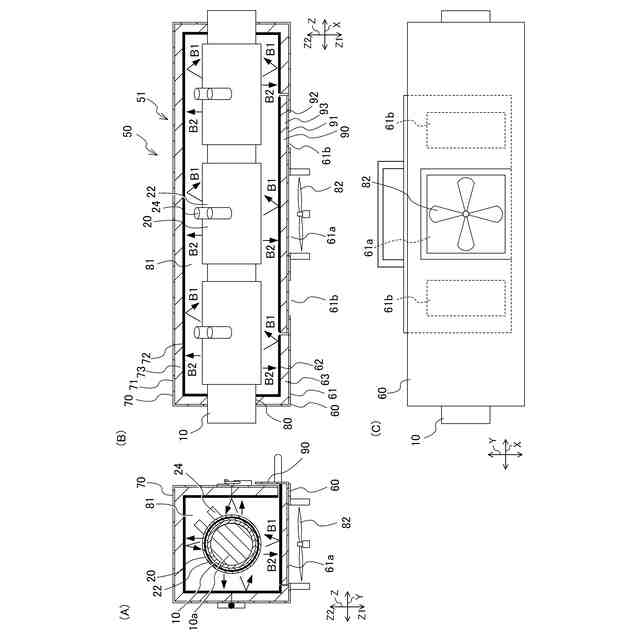
図4は、実施形態の成形時における配管カバー50近傍の構成を、3方向から見た模式図である。
図4(A)は、配管カバー50近傍を、長手方向X(成形機1側)から見た縦断面図である。
図4(B)は、配管カバー50近傍を、配管カバー50の中心軸を通る断面で切断した縦断面図である。
図4(C)は、配管カバー50近傍を、下側Z1から見た図である。
なお、図4は、ヒータ20のケーブル25の図示を省略した。
【0008】
実施形態、図面では、XYZ直交座標系を設けて説明する。この座標系は、図2(A)の状態を基準に、長手方向X(配管10に沿った方向)、前後方向Y、鉛直方向Z(下側Z1、上側Z2)を表す。なお、実施形態では、方向の説明をする際は、適宜、配管カバー50の組立状態における方向を説明する。
【0009】
図1に示すように、成形機1は、樹脂フィルムの押し出し成形に用いられる装置である。
成形機1は、押出機2(溶融部)、Tダイ3(ダイス)、配管10、ヒータ20(加熱部)、配管カバー50を備える。
押出機2は、樹脂(成形材料)を溶融する装置である。
Tダイ3は、溶融樹脂をシート状にした樹脂フィルムを、外部に送出する装置である(矢印A2参照)。
配管10は、押出機2及びTダイ3間を接続する管である。配管10は、アダプタとも称される。配管10は、1つのみが設けられていてもよく、また、押出機2及びTダイ3間の距離等に応じて、2以上が接続されていてもよい。図1は、2つの配管10が接続された例である。
押出機2で溶融した樹脂は、配管10内部を通って、Tダイ3へと送られる(矢印A1参照)。
【0010】
ヒータ20は、配管10を加熱する装置である。ヒータ20は、バンドヒータ等とも称される。ヒータ20が配管10を加熱することにより、配管10内部の樹脂10a(図4(A)参照)は、溶融した状態でTダイ3へと送られる。ヒータ20は、配管10を外周面から直接包むようにして、配管10に装着される。
図2(C)に示すように、ヒータ20は、筒状の発熱体21の外周面及び内周面に、筒状の外筒部22及び内筒部23を積層した構成である。外筒部22及び内筒部23は、例えば、ステンレス等の金属板をプレス加工等して製造される。
ヒータ20は、径方向外側に突出する端子24を備える。
端子24には、外部電源からの電力を、ヒータ20に供給するためのケーブル25が接続されている。
ヒータ20の長手方向Xの長さは、例えば、120mm程度である。このため、配管10を全長(例えば、1000mm程度)に渡って加熱できるように、複数のヒータ20が長手方向Xに配置される。なお、実施形態では、隣合うヒータ20は、長手方向Xに離間して配置されることにより、配管10が部屋部81の内部に露出した例を説明するが、長手方向Xに密着して配置されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
川上産業株式会社
吸音シート
1か月前
川上産業株式会社
積層体、積層体の製造方法
1か月前
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
13日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
4か月前
個人
射出ミキシングノズル
9か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
19日前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
2か月前
個人
樹脂可塑化方法及び装置
6か月前
日機装株式会社
加圧システム
3か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社FTS
成形装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
一体化成形品の製造方法
11か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社FTS
セパレータ
5か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社コスメック
射出成形装置
1か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ