TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025040562
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147437
出願日
2023-09-12
発明の名称
金型装置
出願人
愛三工業株式会社
代理人
弁理士法人岡田国際特許事務所
主分類
B29C
45/26 20060101AFI20250317BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】中子を移動させる駆動装置を省略できるようにして、金型の軽量化を図る。
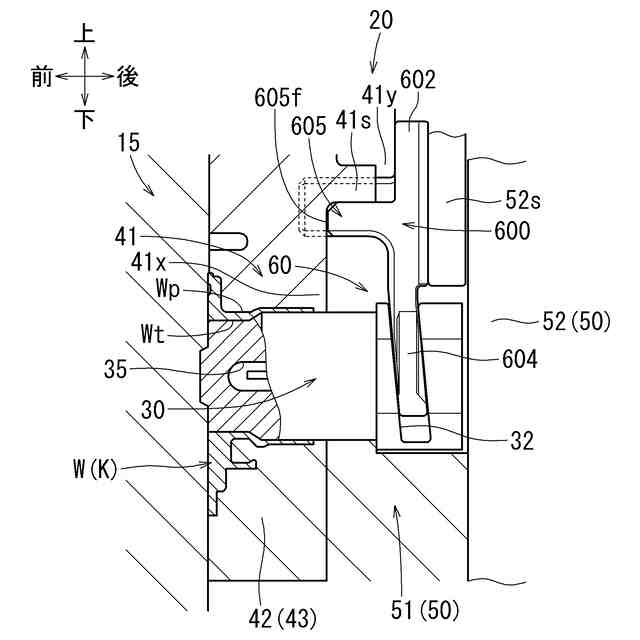
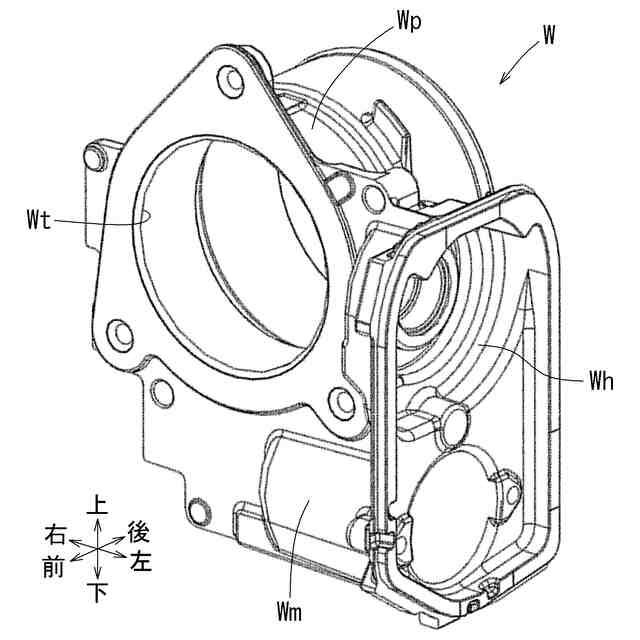
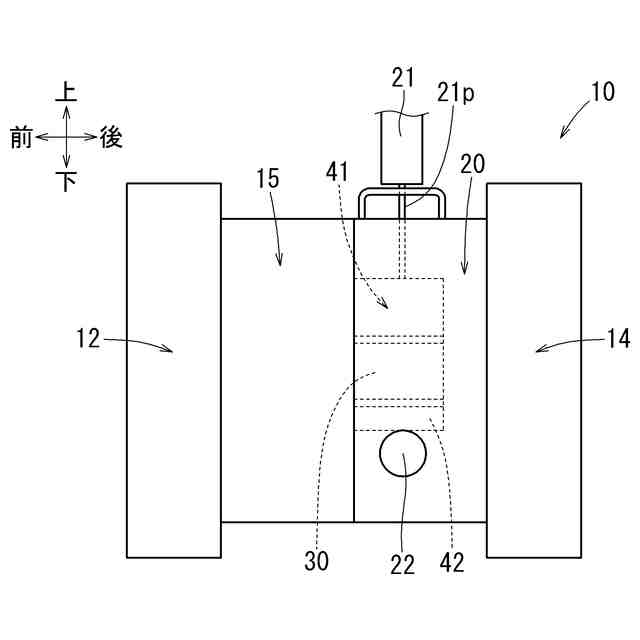
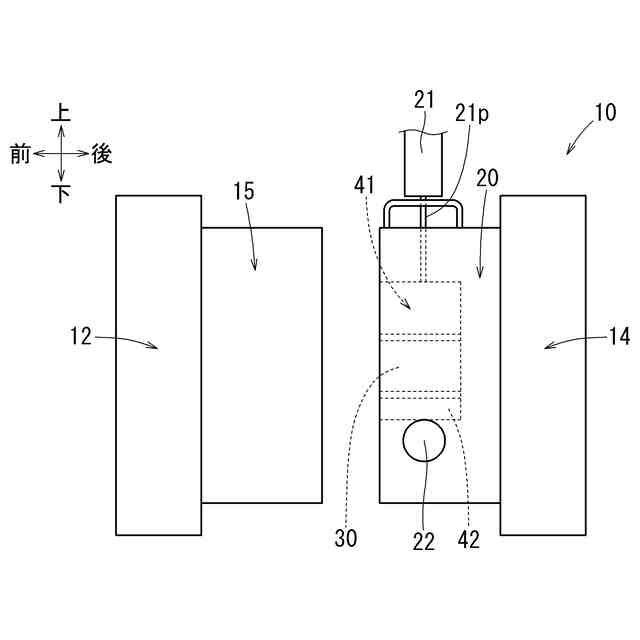
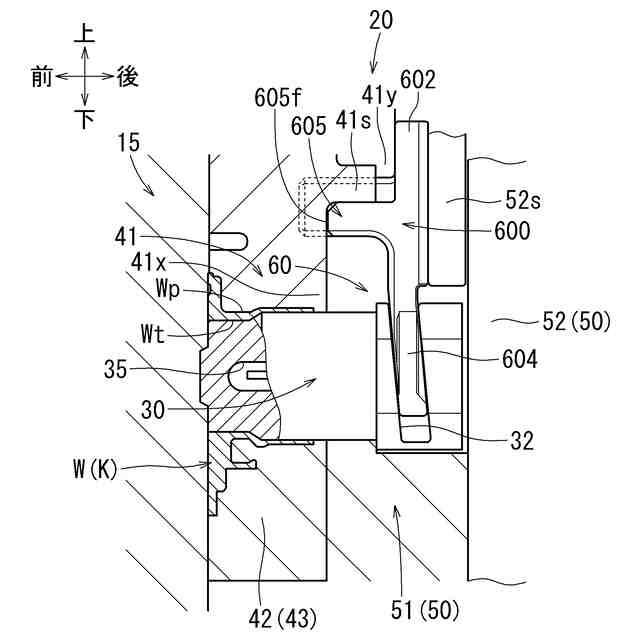
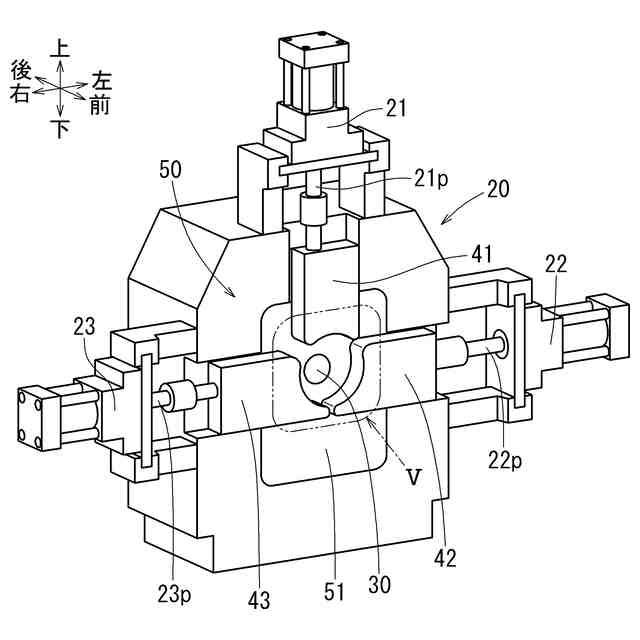
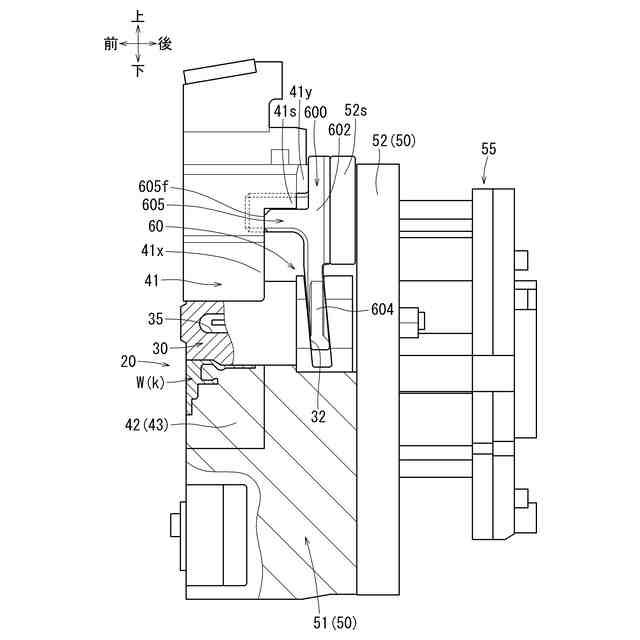
【解決手段】孔Wtを備える製品Wを型成形するための金型装置であって、製品Wの孔Wtを形成するための軸状中子30と、軸状中子30の周囲に設けられており、製品Wの孔Wtの周囲の壁部Wpを形成するための複数の分割型41,42,43と、型締め、型開き時に分割型41,42,43を軸状中子30の軸心と交差する方向に移動させる駆動装置と、型締め、型開き時に駆動装置によって分割型41が移動する力を利用して、軸状中子30を軸方向に移動させる連動機構60とを有する。
【選択図】図4
特許請求の範囲
【請求項1】
孔を備える製品を型成形するための金型装置であって、
前記製品の孔を形成するための軸状中子と、
前記軸状中子の周囲に設けられており、前記製品の孔の周囲の壁部を形成するための複数の分割型と、
型締め、型開き時に前記分割型を前記軸状中子の軸心と交差する方向に移動させる駆動装置と、
型締め、型開き時に前記駆動装置によって前記分割型が移動する力を利用して、前記軸状中子を軸方向に移動させる連動機構と、
を有する金型装置。
続きを表示(約 850 文字)
【請求項2】
請求項1に記載された金型装置であって、
前記連動機構は、
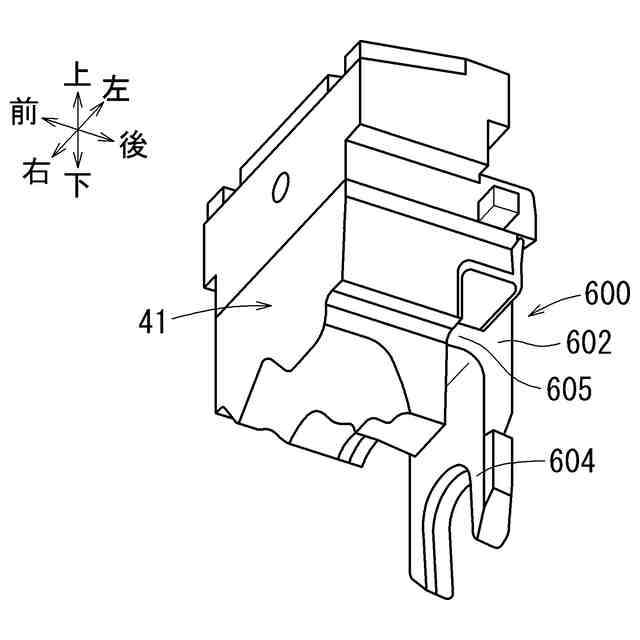
前記分割型に連結されて、前記分割型と共に移動する押圧部材と、
前記軸状中子に形成されており、前記分割型と共に移動する前記押圧部材が摺動可能な状態で篏合する溝部とを備えており、
前記押圧部材と前記溝部との相対摺動により、前記軸状中子が軸方向に移動する構成である金型装置。
【請求項3】
請求項2に記載された金型装置であって、
前記連動機構は、型開き時に前記駆動装置が前記分割型を一定寸法だけ移動させた状態から前記軸状中子を軸方向に移動させる金型装置。
【請求項4】
請求項3に記載された金型装置であって、
前記分割型と前記押圧部材とは、長孔と、その長孔に通される締結部材とを介して連結されており、型開き時に前記長孔の長さ寸法だけ前記分割型の移動に対して前記押圧部材の移動が遅れるように構成されている金型装置。
【請求項5】
請求項1に記載された金型装置であって、
前記分割型を移動可能に支持する型支持部を備えており、
前記型支持部には、前記軸状中子の内部の冷却通路に対して冷却剤を供給する冷却剤供給通路が形成されており、
前記型支持部の冷却剤供給通路と前記軸状中子の冷却通路とは、コネクタ部材を介して連通しており、
前記コネクタ部材は、前記軸状中子が前記型支持部に対して軸方向に移動が可能な状態で、前記型支持部の冷却剤供給通路と前記軸状中子の冷却通路とを連通させる金型装置。
【請求項6】
請求項4に記載された金型装置であって、
前記分割型を移動可能に支持する型支持部を備えており、
前記長孔と前記締結部材とを介して前記分割型に連結された前記押圧部材は、前記分割型と前記型支持部とに挟まれた状態で、前記型支持部に沿って摺動可能に構成されている金型装置。
発明の詳細な説明
【技術分野】
【0001】
本技術は、孔を備える製品を型成形するための金型装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
上記した金型装置に関する技術が特許文献1に記載されている。特許文献1に記載の金型装置100は、図14に示すように、固定型102と、可動型103と、製品の成形型である上下二分割式のコア105とを備えている。そして、コア105には、製品の外形を形成するための成形凹部106が設けられている。また、コア105には、製品の孔を形成するための中子108が成形凹部106の内側に出し入れ可能な状態で取り付けられている。即ち、金型装置100が図14に示すように型締めされた状態で、コア105の成形凹部106と中子108間の空間が製品を形成するためのキャビティ(図番省略)となる。
【0003】
金型装置100の可動型103の下側には、その可動型103に対して離隔可能な状態で作動プレート110が重ねられており、その作動プレート110にリンク112を介して中子108が連結されている。型締め状態では、図14に示すように、コア105の成形凹部106の内側に中子108がセットされて、キャビティが形成されている。この状態で、キャビティ内に溶融樹脂が射出されることで製品が成形される。また、成形された製品を取り出す場合には、可動型103から作動プレート110が下方に離れることで、リンク112が動作し、中子108がコア105の成形凹部106から引き抜かれる。次に、型開きが行われて、コア105の成形凹部106が開かれることで、前記製品が取り出される。
【先行技術文献】
【特許文献】
【0004】
特開2002-18904号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記した金型装置100では、作動プレート110、及びリンク112を利用して中子108を移動させる構成である。即ち、上記した金型装置100では、可動型103、及びコア105の型締め、型開きをする機構(図示省略)の他に、中子108を移動させる機構を専用に設ける必要がある。このため、金型装置100が大型化する。
【0006】
本技術は、上記問題点を解決するためになされたものであり、本発明が解決しようとする課題は、中子を移動させる専用の駆動装置を省略できるようにして、金型の軽量化を図ることである。
【課題を解決するための手段】
【0007】
上記した課題は、各技術によって解決される。第1の技術は、孔を備える製品を型成形するための金型装置であって、製品の孔を形成するための軸状中子と、前記軸状中子の周囲に設けられており、前記製品の孔の周囲の壁部を形成するための複数の分割型と、型締め、型開き時に前記分割型を前記軸状中子の軸心と交差する方向に移動させる駆動装置と、型締め、型開き時に前記駆動装置によって前記分割型が移動する力を利用して、前記軸状中子を軸方向に移動させる連動機構とを有する。
【0008】
第1の技術によると、型締め、型開き時に駆動装置によって分割型が移動する力を利用して、連動機構が軸状中子を軸方向に移動させる。即ち、軸状中子を移動させるための専用の駆動装置が不要になる。このため、金型装置の軽量化を図れるようになる。
【0009】
第2の技術によると、連動機構は、分割型に連結されて、前記分割型と共に移動する押圧部材と、前記軸状中子に形成されており、前記分割型と共に移動する前記押圧部材が摺動可能な状態で篏合する溝部とを備えており、前記押圧部材と前記溝部との相対摺動により、前記軸状中子が軸方向に移動する構成である。
【0010】
第3の技術によると、連動機構は、型開き時に駆動装置が分割型を一定寸法だけ移動させた状態から軸状中子を軸方向に移動させる。即ち、成形された製品から分割型が離れた後で、製品から軸状中子が離れるようになる。このため、製品から分割型と軸状中子とが同時に離れる場合と比較して、製品に対して無理な力が加わり難くなる。これにより、製品の疵付きを抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
4か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
3か月前
日機装株式会社
加圧システム
1日前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
株式会社FTS
成形装置
3か月前
株式会社シロハチ
真空チャンバ
5か月前
帝人株式会社
成形体の製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社不二越
射出成形機
17日前
東レ株式会社
炭素繊維シートの製造方法
7日前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社不二越
射出成形機
16日前
株式会社不二越
射出成形機
22日前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社FTS
セパレータ
2か月前
株式会社リコー
画像形成システム
4か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
個人
ノズルおよび熱風溶接機
3か月前
日東工業株式会社
インサート成形機
4か月前
トヨタ自動車株式会社
真空成形方法
11か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
KTX株式会社
シェル型の作製方法
10か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































