TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025031324
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023137478
出願日
2023-08-25
発明の名称
竪型射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/06 20060101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】サイクル当たりの所要時間を短縮する。
【解決手段】竪型射出成形機1は各々が下金型M1と上金型M2とを有する複数の金型A,Bを装着可能である。竪型射出成形機1は複数の下金型M1を装着可能なテーブル21と、テーブル21の上方に位置し射出材料を射出する射出装置5と、金型A,Bの開閉装置34と、を有している。テーブル21は、複数の金型A,Bが射出冷却ゾーンZ1と冷却取出ゾーンZ2とを順次通るように移動可能である。射出冷却ゾーンZ1では、射出装置5から射出材料が射出され、射出された射出材料が冷却され、冷却取出ゾーンZ2では、射出された射出材料が冷却され、成形品が取り出される。開閉装置34は冷却取出ゾーンZ2に移送された金型A,Bを開閉する。
【選択図】図1A
特許請求の範囲
【請求項1】
各々が下金型と上金型とを有する複数の金型を装着可能な竪型射出成形機であって、
複数の前記下金型を装着可能なテーブルと、前記テーブルの上方に位置し射出材料を射出する射出装置と、前記金型の開閉装置と、を有し、
前記テーブルは、前記複数の金型が射出冷却ゾーンと冷却取出ゾーンとを順次通るように移動可能であり、
前記射出冷却ゾーンでは、前記射出装置から前記射出材料が射出され、射出された前記射出材料が冷却され、
前記冷却取出ゾーンでは、射出された前記射出材料が冷却され、成形品が取り出され、
前記開閉装置は前記冷却取出ゾーンに移送された前記金型を開閉する、竪型射出成形機。
続きを表示(約 810 文字)
【請求項2】
前記テーブルを移動可能に支持する支持台を有し、前記開閉装置は前記支持台に設けられている、請求項1に記載の竪型射出成形機。
【請求項3】
前記開閉装置は前記上金型を着脱可能に保持するクランプ機構を有する、請求項2に記載の竪型射出成形機。
【請求項4】
前記クランプ機構は、前記金型を開く前に前記上金型を保持し、前記金型を閉じた後前記金型が前記射出冷却ゾーンに向けて移送される前に前記上金型の保持を解除する、請求項3に記載の竪型射出成形機。
【請求項5】
前記開閉装置は、前記クランプ機構を保持する保持部と、前記保持部に接続された油圧シリンダと、を有し、前記油圧シリンダは前記保持部を昇降させることによって前記金型を開閉する、請求項3に記載の竪型射出成形機。
【請求項6】
前記開閉装置は前記金型の締付機構を有する、請求項3に記載の竪型射出成形機。
【請求項7】
前記開閉装置は前記テーブルに設けられている、請求項1に記載の竪型射出成形機。
【請求項8】
前記開閉装置は、前記上金型を保持する保持部と、前記保持部に接続された油圧シリンダとを有し、前記油圧シリンダは前記保持部を昇降させることによって前記金型を開閉する、請求項7に記載の竪型射出成形機。
【請求項9】
前記射出冷却ゾーンに設けられた前記金型の締付機構を有し、前記締付機構は前記保持部を押すことによって前記金型を締め付ける、請求項8に記載の竪型射出成形機。
【請求項10】
前記複数の金型は2つの金型であり、前記テーブルは前記2つの金型が前記射出冷却ゾーンと前記冷却取出ゾーンとに交互に移送されるように移動可能である、請求項1から9のいずれか1項に記載の竪型射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は竪型射出成形機に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
射出装置と型締装置が上下方向に配置され、複数の金型が搭載可能な回転式の竪型射出成形機は、小型の成形品を量産する用途などに用いられている。特許文献1には、回転テーブルの上方に射出ゾーンと2つの冷却ゾーンと製品取出しゾーンとを概ね90度間隔で配置した竪型射出成形機が開示されている。金型は射出ゾーン、2つの冷却ゾーン、製品取出しゾーンの順で移送され、冷却ゾーンで冷却された成形品が製品取出しゾーンで取り出される。
【先行技術文献】
【特許文献】
【0003】
特開2020-62850号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された竪型射出成形機では、成形品は冷却後に製品取出しゾーンに移送される。このため、移送中の時間が無駄に消費されサイクル当たりの所要時間を短縮することが難しい。
【0005】
本発明は、サイクル当たりの所要時間を短縮することが可能な竪型射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の竪型射出成形機は、複数の下金型を装着可能なテーブルと、金型の開閉装置と、を有している。テーブルは、複数の金型が射出冷却ゾーンと冷却取出ゾーンとを順次通るように移動可能である。射出冷却ゾーンでは、射出装置から射出材料が射出され、射出された射出材料が冷却され、冷却取出ゾーンでは、射出された射出材料が冷却され、成形品が取り出される。開閉装置は冷却取出ゾーンに移送された金型を開閉する。
【発明の効果】
【0007】
本発明によれば、サイクル当たりの所要時間を短縮することが可能な竪型射出成形機を提供することができる。
【図面の簡単な説明】
【0008】
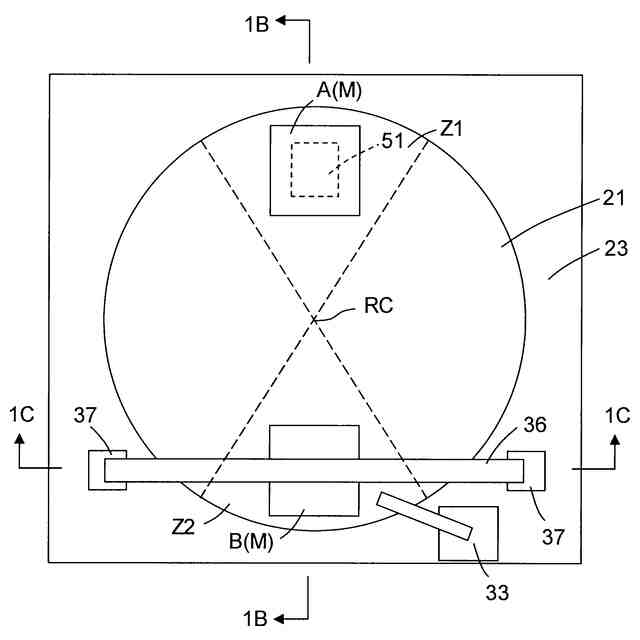
第1の実施形態に係る射出成形機のテーブルの平面図である。
図1Aの1B-1B線に沿った断面図である。
図1Aの1C-1C線に沿った断面図である。
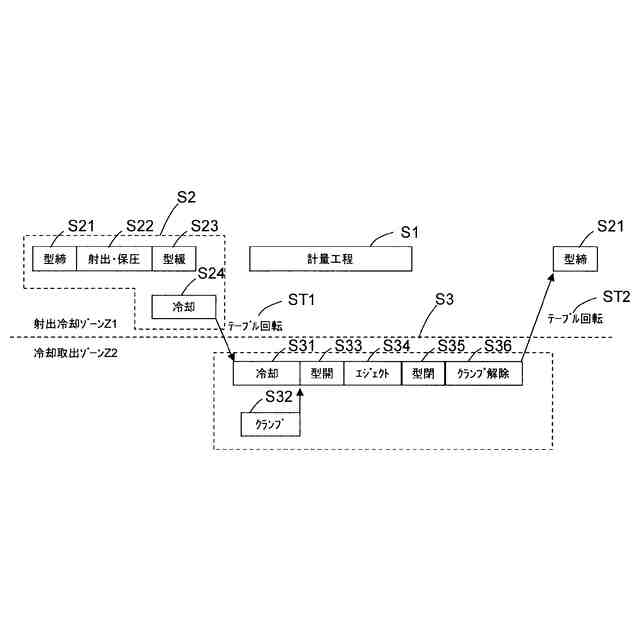
第1の実施形態における射出成形機の基本的な運転シーケンスを示す図である。
図2AのC部詳細図である。
第1の実施形態における型締工程を示す図である。
第1の実施形態における射出・保圧工程を示す図である。
第1の実施形態における型緩工程と金型の冷却工程を示す図である。
第1の実施形態における金型の冷却工程を示す図である。
第1の実施形態におけるクランプ工程と金型の冷却工程を示す図である。
第1の実施形態における型開工程とエジェクト工程を示す図である。
第1の実施形態における型閉工程を示す図である。
第1の実施形態におけるクランプ解除工程を示す図である。
比較例の射出成形機の運転方法を示す図2Aと同様の図である。
第2の実施形態に係る射出成形機のテーブルの平面図である。
図5Aの5B-5B線に沿った断面図である。
図5Aの5C-5C線に沿った断面図である。
第2の実施形態における1回の運転サイクル中の詳細な工程を示す図である。
第2の実施形態における型締工程を示す図である。
第2の実施形態における型緩工程を示す図である。
第1の変形例に係る射出成形機の部分断面図である。
第2の変形例に係る射出成形機のテーブルの平面図である。
第3の変形例に係る射出成形機のテーブルの平面図である。
【発明を実施するための形態】
【0009】
(第1の実施形態)
図面を参照して、本発明の竪型射出成形機(以下、射出成形機1という)のいくつかの実施形態について説明する。図1Aは第1の実施形態に係る射出成形機1のテーブル21の平面図、図1Bは図1Aの1B-1B線に沿った断面図、図1Cは図1Aの1C-1C線に沿った断面図である。射出成形機1は型締装置2と、型締装置2の上方に位置し射出材料を射出する射出装置5と、を有している。図1Bに示すように、射出成形機1は各々が下金型M1と上金型M2とを有する複数の金型Mを装着可能である。本実施形態の射出成形機1は2つの金型Mを同時に装着することができる。以下の説明では2つの金型Mを金型A,金型Bという。
【0010】
(型締装置2の構成)
型締装置2は2つの下金型M1を装着可能な円板形状のテーブル21を有している。型締装置2はテーブル21を回転可能に支持する台座22と、台座22を支持する支持台23と、を有している。支持台23は台座22を介してテーブル21を回転移動可能に支持し、テーブル21はテーブル21の回転中心RCの周りを回転可能である。テーブル21の上面には、テーブル21の回転中心RCに関し180度の間隔で、金型Aの下金型M1と金型Bの下金型M1を装着することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
稼働状態管理システム
16日前
株式会社日本製鋼所
発泡成形用の射出装置、射出成形機、および材料供給方法
13日前
東レ株式会社
溶融紡糸設備
12か月前
東レ株式会社
吹出しノズル
6か月前
東レ株式会社
プリプレグテープ
8か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
グンゼ株式会社
ピン
6か月前
株式会社日本製鋼所
押出機
8か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
射出ミキシングノズル
8か月前
株式会社カワタ
計量混合装置
23日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
東レ株式会社
樹脂フィルムの製造方法
23日前
帝人株式会社
成形体の製造方法
11か月前
株式会社FTS
成形装置
5か月前
株式会社リコー
シート剥離装置
10か月前
株式会社漆原
シートの成形方法
20日前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
一体化成形品の製造方法
10か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
セパレータ
4か月前
株式会社リコー
画像形成システム
6か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
17日前
TOWA株式会社
成形型清掃用のブラシ
8か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社コスメック
射出成形装置
17日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ