TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025083632
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197112
出願日
2023-11-21
発明の名称
発泡成形用の射出装置、射出成形機、および材料供給方法
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
44/00 20060101AFI20250526BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】物理発泡剤であるガスを材料供給口からも供給してガスの逆流を防止する射出装置において、材料をスムーズに供給することができる射出装置を提供する。
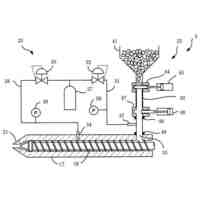
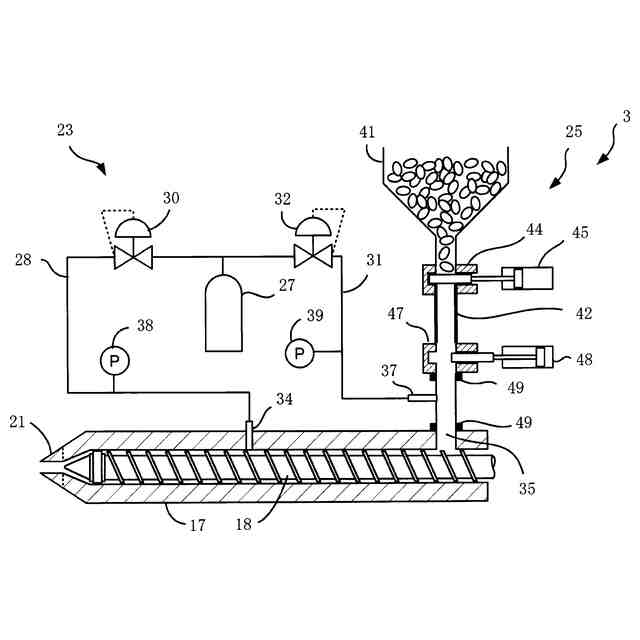
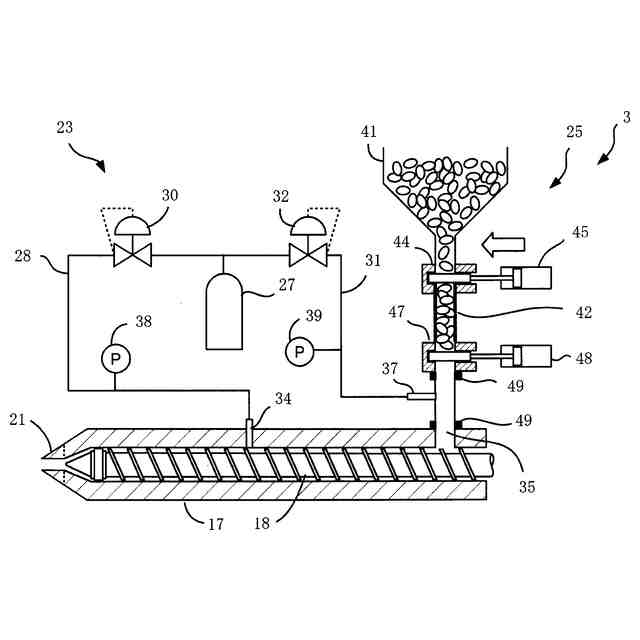
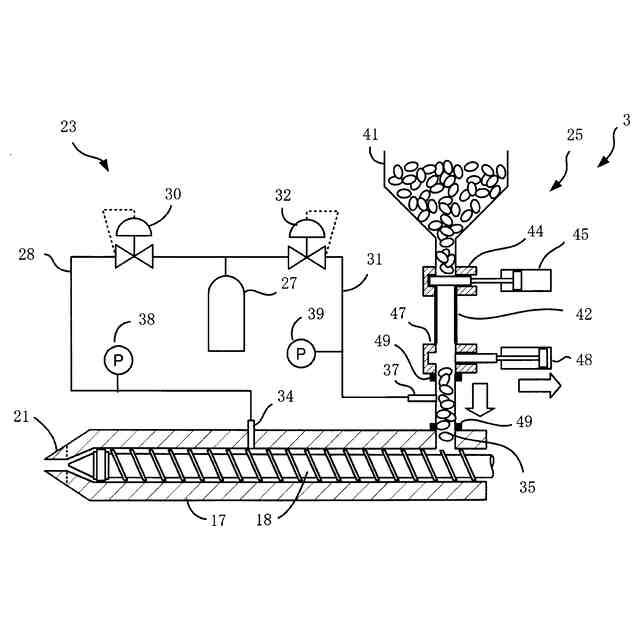
【解決手段】射出装置(3)に材料供給装置(25)と、ガス供給装置(23)と、を設ける。ガス供給装置(23)は、加熱シリンダ(17)の中央近傍の中央側ガス供給口(34)と材料供給口(35)の近傍の材料供給側ガス供給口(37)とに接続する。材料供給装置(25)は、材料貯蔵部(41)と、圧力調整バッファ部(42)とから構成し、圧力調整バッファ部(42)は、材料貯蔵部(41)からの材料が所定量溜めるようになっていると共に溜められた材料を材料供給口(35)側に供給するようにする。圧力調整バッファ部(42)には、材料貯蔵部(41)側に第1のバルブ(44)を、そして材料供給口(35)側に第2のバルブ(47)を設ける。
【選択図】図2
特許請求の範囲
【請求項1】
加熱シリンダと、
該加熱シリンダ内に設けられているスクリュと、
前記加熱シリンダに形成されている材料供給口に材料を供給する材料供給装置と、
前記加熱シリンダに物理発泡剤であるガスを供給するガス供給装置と、を備え、
前記ガス供給装置は、前記加熱シリンダの中央近傍に設けられている中央側ガス供給口と前記材料供給口の近傍に設けられている材料供給側ガス供給口とに接続され、
前記材料供給装置は、材料を貯蔵している材料貯蔵部と、圧力調整バッファ部と、を備え、
前記圧力調整バッファ部は、前記材料貯蔵部からの材料が所定量溜めるようになっていると共に溜められた材料を前記材料供給口側に供給するようになっており、
前記圧力調整バッファ部には、前記材料貯蔵部側に第1のバルブが、そして前記材料供給口側に第2のバルブがそれぞれ設けられている、射出装置。
続きを表示(約 930 文字)
【請求項2】
前記射出装置は制御装置を備え、
前記制御装置は、供給準備処理と、供給処理と、を備え、
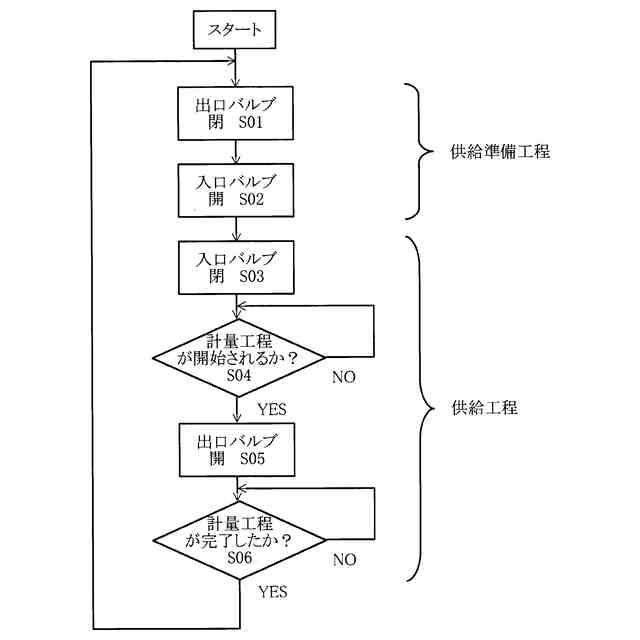
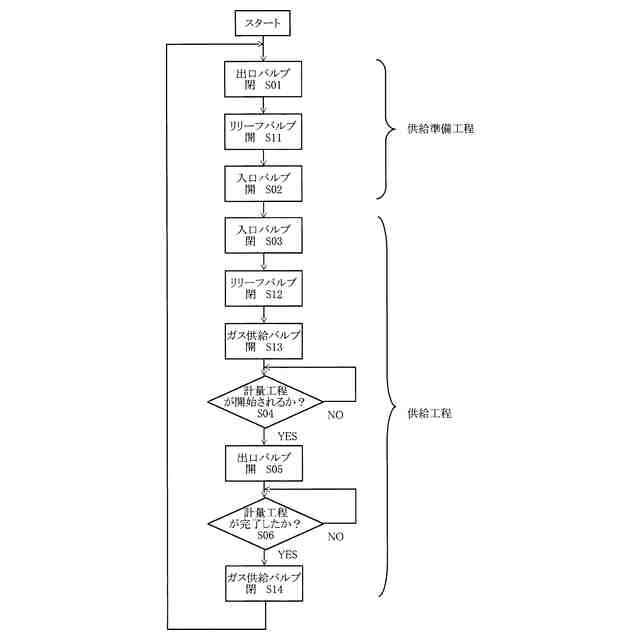
前記供給準備処理は、前記第2のバルブを閉じ、次いで前記第1のバルブを開けて、前記材料貯蔵部からの材料を前記圧力調整バッファ部に溜めるようになっており、
前記供給処理は、前記第1のバルブを閉じ、次いで前記第2のバルブを開けて、前記圧力調整バッファ部に溜められた材料を前記材料供給口側に供給するようになっている、請求項1に記載の射出装置。
【請求項3】
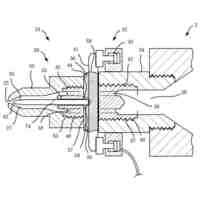
前記圧力調整バッファ部と前記材料供給口は所定のシール部材を介して接続されて気密が維持されるようになっている、請求項1または2に記載の射出装置。
【請求項4】
前記圧力調整バッファ部には成形サイクル1回分以上の材料が溜められるようになっている、請求項1または2に記載の射出装置。
【請求項5】
前記圧力調整バッファ部には前記圧力調整バッファ部内の材料が下限に達しているか否かを検出するセンサが設けられている、請求項1または2に記載の射出装置。
【請求項6】
前記圧力調整バッファ部には内部の圧力を大気圧に開放するリリーフバルブが設けられている、請求項1または2に記載の射出装置。
【請求項7】
前記圧力調整バッファ部にはバッファ部側ガス供給部が設けられ、
前記ガス供給装置は、ガス供給バルブを介して前記バッファ部側ガス供給部に接続されている、請求項1または2に記載の射出装置。
【請求項8】
前記材料供給側ガス供給口から供給されるガスの圧力は、前記中央側ガス供給口から供給されるガスの圧力より低くなるように調整されている、請求項1または2に記載の射出装置。
【請求項9】
前記材料貯蔵部はホッパからなる、請求項1または2に記載の射出装置。
【請求項10】
前記材料供給装置は定量フィーダを備え、前記定量フィーダは前記圧力調整バッファ部と前記材料供給口の間に設けられている、請求項1または2に記載の射出装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出材料にガスを注入して発泡成形品を成形する射出装置、およびそのような射出装置を備えた射出成形機、ならびに射出装置に材料を供給する材料供給方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
物理発泡剤である窒素ガス、二酸化炭素ガス等のいわゆる不活性ガスを利用して発泡成形品を成形する射出成形機は例えば次のように構成されている。まず、射出成形機の射出装置は、加熱シリンダとスクリュとから構成され、加熱シリンダ内がスクリュの形状に応じて複数のゾーンを備えている。すなわち樹脂が可塑化される上流側の可塑化ゾーン、そして可塑化ゾーンの下流側でガスが供給されるガス供給ゾーン、そしてその下流側で樹脂がガスと共に混練・圧縮される混練・圧縮ゾーンを備えている。ガスが混練・圧縮された樹脂を所定量計量し、計量された樹脂を金型に射出する。そうすると金型内でガスが発泡して発泡成形品が得られる。
【先行技術文献】
【特許文献】
【0003】
特開2023-118318号公報
【0004】
特許文献1にもガスが供給されて発泡成形品を得る射出装置が示されている。この射出装置にも、加熱シリンダの中央近傍つまりガス供給ゾーンにおいてガスが供給されるようになっているが、他の箇所からもガスが供給されるようになっている。具体的には、加熱シリンダに材料を供給する材料供給口からもガスが供給されるようになっている。特許文献1に記載の射出装置は、材料供給口からもガスが供給されるので、加熱シリンダ内においてガス供給ゾーンから供給されたガスが加熱シリンダ内を逆流することを防止することができる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の射出装置は、材料供給口からもガスが供給されるので、加熱シリンダ内でのガスの逆流を防止することができる。しかしなら解決すべき課題も見受けられる。具体的には、材料供給口から供給されているガスの圧力が、ホッパからの材料の落下の妨げになる点である。材料がスムーズに落下しないと、材料供給口からの材料の供給が不安定になり、得られる成形品の品質に影響を与えてしまう。
【0006】
本開示において、ガスを材料供給口からも供給してガスの逆流を防止する射出装置において、加熱シリンダ内の圧力を一定に保ちながら材料をスムーズに供給することができる射出装置を提供する。
【0007】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0008】
本開示は、次の構成を備えた射出装置とする。すなわち射出装置は、加熱シリンダと、スクリュと、加熱シリンダに形成されている材料供給口に材料を供給する材料供給装置と、加熱シリンダに物理発泡剤であるガスを供給するガス供給装置と、を備える。ガス供給装置は、加熱シリンダの中央近傍の中央側ガス供給口と材料供給口の近傍の材料供給側ガス供給口とに接続する。材料供給装置は、材料を貯蔵している材料貯蔵部と、圧力調整バッファ部と、を備えるようにする。圧力調整バッファ部は、材料貯蔵部からの材料が所定量溜めるようになっていると共に溜められた材料を材料供給口側に供給するようにする。圧力調整バッファ部には、材料貯蔵部側に第1のバルブを、そして材料供給口側に第2のバルブを設ける。
【発明の効果】
【0009】
本開示によると、加熱シリンダに材料をスムーズに供給することができる。
【図面の簡単な説明】
【0010】
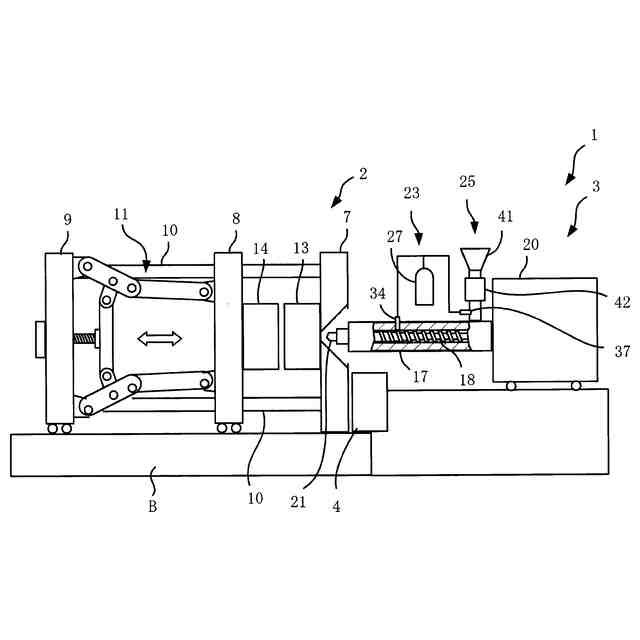
第1の実施形態に係る射出成形機を示す正面図である。
第1の実施形態に係る射出装置を示す正面断面図である。
第1の実施形態に係る材料供給方法を示す、フローチャートである。
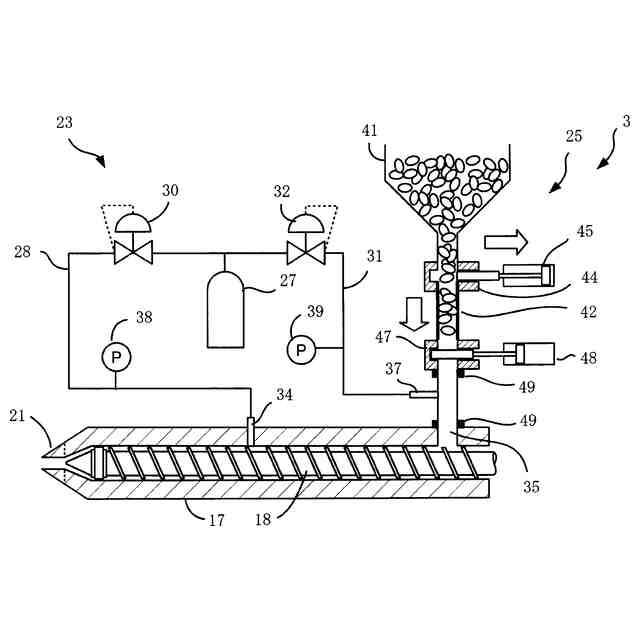
第1の実施形態に係る射出装置を示す正面断面図である。
第1の実施形態に係る射出装置を示す正面断面図である。
第1の実施形態に係る射出装置を示す正面断面図である。
第1の実施形態に係る射出装置を示す正面断面図である。
第1の実施形態の変形例に係る射出装置を示す正面断面図である。
第1の実施形態の変形例に係る材料供給方法を示す、フローチャートである。
第2の実施形態に係る射出装置を示す正面断面図である。
第2の実施形態に係る材料供給方法を示す、フローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
稼働状態管理システム
5日前
株式会社日本製鋼所
発泡成形用の射出装置、射出成形機、および材料供給方法
2日前
株式会社日本製鋼所
シャットオフノズルの清掃時期予測方法、およびシャットオフノズル
15日前
株式会社日本製鋼所
温度制御装置、射出成形機、温度設定用プログラムおよび温度制御方法
16日前
東レ株式会社
吹出しノズル
6か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
8か月前
CKD株式会社
型用台車
5か月前
個人
射出ミキシングノズル
7か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
5か月前
株式会社FTS
ロッド
4か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社カワタ
計量混合装置
12日前
日機装株式会社
加圧システム
1か月前
株式会社漆原
シートの成形方法
9日前
株式会社FTS
成形装置
5か月前
株式会社シロハチ
真空チャンバ
7か月前
トヨタ自動車株式会社
射出装置
2か月前
東レ株式会社
樹脂フィルムの製造方法
12日前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社FTS
セパレータ
4か月前
株式会社日本製鋼所
押出成形装置
8か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社コスメック
射出成形装置
6日前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
6日前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
6か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社不二越
射出成形機
1か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
トヨタ自動車株式会社
真空成形装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ