TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025033392
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023139092
出願日
2023-08-29
発明の名称
非空気圧タイヤの製造方法
出願人
TOYO TIRE株式会社
代理人
個人
,
個人
主分類
B29D
30/02 20060101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】熱硬化性樹脂組成物の顔料分散性および支持構造体の成形性を向上させることが可能な非空気圧タイヤの製造方法を提供する。
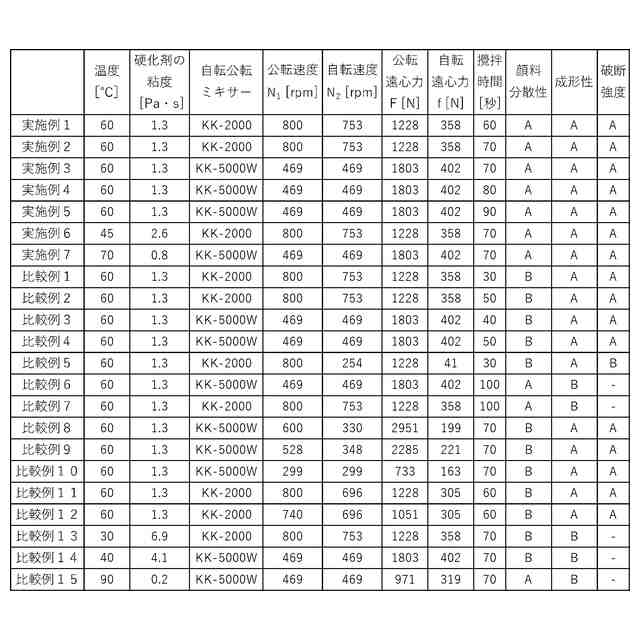
【解決手段】非空気圧タイヤ1の製造方法は、支持構造体10を備える非空気圧タイヤ1を製造する方法である。非空気圧タイヤ1の製造方法は、主剤と、硬化剤と、顔料と、を、硬化剤の粘度が0.8Pa・s以上2.6Pa・s以下となる温度で混合し、自転公転ミキサーを用いて、公転遠心力1200N以上、自転遠心力350N以上、攪拌時間60秒以上90秒以下の条件で攪拌して、熱硬化性樹脂組成物を得る工程と、熱硬化性樹脂組成物を熱硬化させて支持構造体10の少なくとも一部を得る工程を含む。
【選択図】図1
特許請求の範囲
【請求項1】
支持構造体を備える非空気圧タイヤを製造する方法であって、
主剤と、硬化剤と、顔料と、を、前記硬化剤の粘度が0.8Pa・s以上2.6Pa・s以下となる温度で混合し、自転公転ミキサーを用いて、公転遠心力1200N以上、自転遠心力350N以上、攪拌時間60秒以上90秒以下の条件で攪拌して、熱硬化性樹脂組成物を得る工程と、
前記熱硬化性樹脂組成物を熱硬化させて前記支持構造体の少なくとも一部を得る工程を含む、非空気圧タイヤの製造方法。
続きを表示(約 600 文字)
【請求項2】
前記熱硬化性樹脂組成物は、顔料の含有量が0.04質量%以上0.08質量%以下である、請求項1に記載の非空気圧タイヤの製造方法。
【請求項3】
前記主剤は、低分子ポリオールを含み、
前記硬化剤は、ポリイソシアネートを含む、請求項1または2に記載の非空気圧タイヤの製造方法。
【請求項4】
前記低分子ポリオールは、1,4-ブタンジオールであり、
前記ポリイソシアネートは、1,4-フェニレンジイソシアネートである、請求項3に記載の非空気圧タイヤの製造方法。
【請求項5】
前記主剤は、ポリエーテルポリオールをさらに含む、請求項3に記載の非空気圧タイヤの製造方法。
【請求項6】
前記ポリエーテルポリオールは、ポリテトラメチレングリコールである、請求項5に記載の非空気圧タイヤの製造方法。
【請求項7】
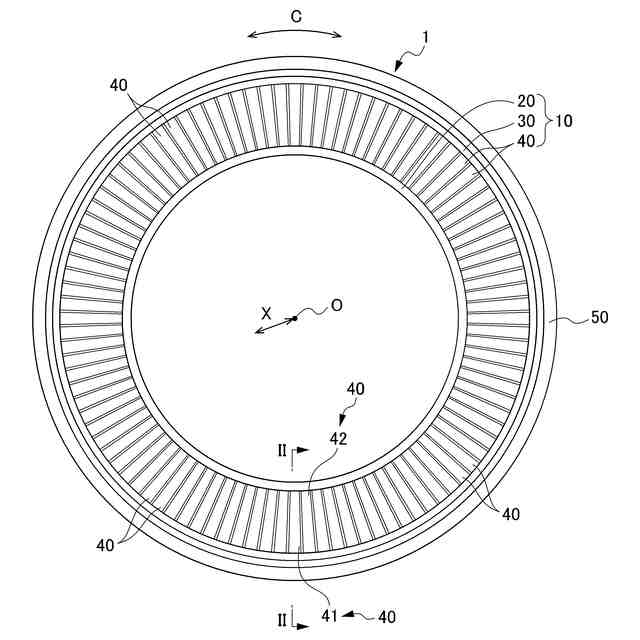
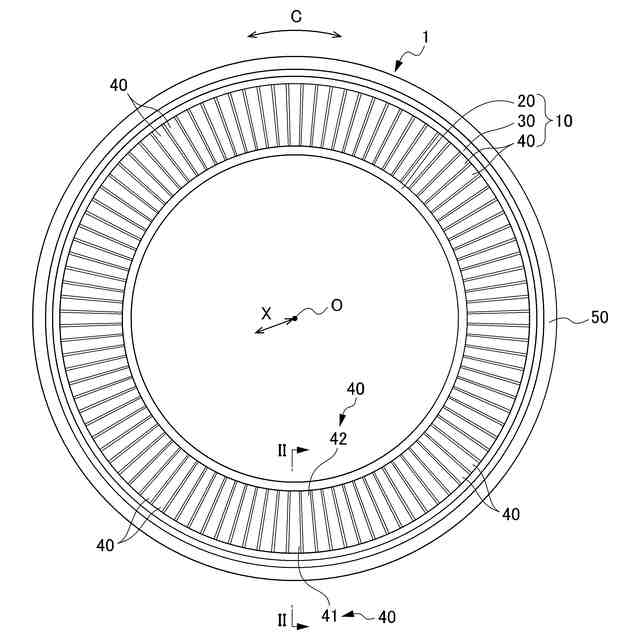
前記支持構造体は、内側環状部と、前記内側環状部のタイヤ径方向外側に前記内側環状部と同軸に配置されている外側環状部と、前記内側環状部と前記外側環状部とを連結し、タイヤ周方向に沿って配列されている複数のスポークと、を備え、
前記支持構造体の少なくとも一部は、前記内側環状部、前記外側環状部および前記スポークの少なくとも一つである、請求項1または2に記載の非空気圧タイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、非空気圧タイヤの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、車両からの荷重を支持する支持構造体と、支持構造体よりもタイヤ径方向外側に位置し、タイヤ周方向に沿って延びているトレッドと、を備える非空気圧タイヤが知られている。このとき、非空気圧タイヤの耐久性を向上させることが望まれている。
【0003】
特許文献1には、非空気圧タイヤの製造方法が記載されている。ここで、非空気圧タイヤの製造方法は、液粘度が600~6000mPa・sとなるように熱硬化性樹脂の原料液を調製する工程と、調製した熱硬化性樹脂の原料液を攪拌して脱泡する工程と、脱泡した熱硬化性樹脂の原料液を金型に注入して硬化させ、支持構造体を成型する工程と、を含む。また、熱硬化性樹脂の原料液を攪拌して脱泡する工程では、自転公転ミキサーを用いて、公転速度700rpm以上、自転速度400rpm以上、攪拌時間1分以上の条件で攪拌する。
【先行技術文献】
【特許文献】
【0004】
特開2018-103495号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、非空気圧タイヤの意匠性を向上させるために、原料液に顔料を添加すると、顔料分散性が低下する場合がある。この場合、原料液の顔料分散性を向上させるために、原料液の攪拌時間を長くすると、熱硬化性樹脂の一部が硬化して、支持構造体の成形性が低下する。なお、原料液の顔料分散性が低下すると、意匠性が低下したり、支持構造体の破断強度が低下したりする場合がある。
【0006】
本発明は、熱硬化性樹脂組成物の顔料分散性および支持構造体の成形性を向上させることが可能な非空気圧タイヤの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様は、支持構造体を備える非空気圧タイヤを製造する方法であって、主剤と、硬化剤と、顔料と、を、前記硬化剤の粘度が0.8Pa・s以上2.6Pa・s以下となる温度で混合し、自転公転ミキサーを用いて、公転遠心力1200N以上、自転遠心力350N以上、攪拌時間60秒以上90秒以下の条件で攪拌して、熱硬化性樹脂組成物を得る工程と、前記熱硬化性樹脂組成物を熱硬化させて前記支持構造体の少なくとも一部を得る工程を含む。
【発明の効果】
【0008】
本発明によれば、熱硬化性樹脂組成物の顔料分散性および支持構造体の成形性を向上させることが可能な非空気圧タイヤの製造方法を提供することができる。
【図面の簡単な説明】
【0009】
非空気圧タイヤの一例を示す側面図である。
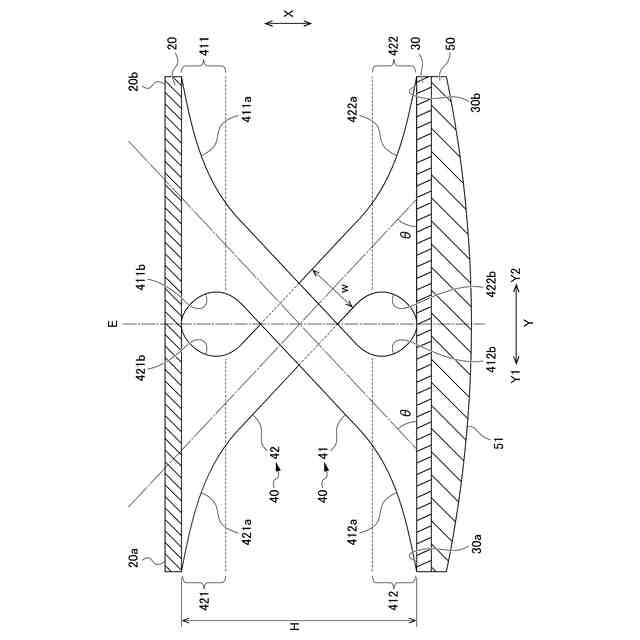
図1のII-II断面図である。
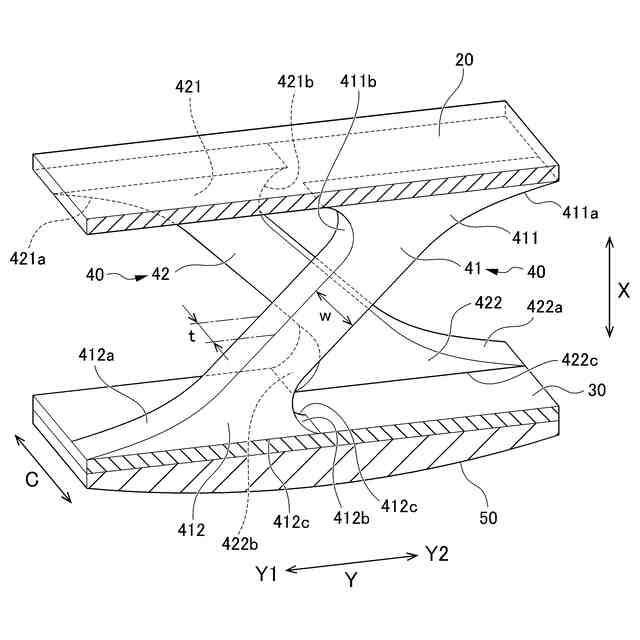
図2に示す部分を斜めから見た非空気圧タイヤの一部斜視図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しながら説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
溶融紡糸設備
9か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
プリプレグテープ
6か月前
CKD株式会社
型用台車
3か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
3か月前
東レ株式会社
フィルムの製造方法
20日前
個人
射出ミキシングノズル
6か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社シロハチ
真空チャンバ
5か月前
トヨタ自動車株式会社
射出装置
1か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社リコー
シート剥離装置
8か月前
株式会社FTS
成形装置
3か月前
株式会社FTS
セパレータ
2か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
8日前
株式会社不二越
射出成形機
3日前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社リコー
画像形成システム
4か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社不二越
射出成形機
2日前
株式会社神戸製鋼所
混練機
1か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
トヨタ自動車株式会社
真空成形方法
10か月前
個人
ノズルおよび熱風溶接機
3か月前
KTX株式会社
シェル型の作製方法
9か月前
株式会社リコー
シート処理システム
7か月前
小林工業株式会社
振動溶着機
9か月前
株式会社リコー
シート処理システム
8か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































