TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034599
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023141083
出願日
2023-08-31
発明の名称
射出成形機
出願人
東洋機械金属株式会社
代理人
弁理士法人武和国際特許事務所
主分類
B29C
45/76 20060101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】他の射出条件に影響されずに、キャビティ内の不活性ガスを適切なタイミングで排出することができる射出成形機を提供する。
【解決手段】射出成形機は、加熱シリンダ内の射出開始位置から射出完了位置までスクリューを射出前進させることによって、キャビティ内に溶融樹脂を射出する射出処理と、射出処理の実行中において、ガス給排装置に、スクリューが減圧開始位置に到達するまでキャビティに不活性ガスを供給させ、スクリューが減圧開始位置に到達したタイミングでキャビティから不活性ガスを排出させる給排処理とを実行する。減圧開始位置は、射出開始位置から射出完了位置までの距離である射出ストロークに予め定められた加減圧割合を乗じた距離だけ、射出開始位置から前進した位置である。
【選択図】図6
特許請求の範囲
【請求項1】
金型を開閉及び型締する型締装置と、
型締された前記金型のキャビティ内に溶融樹脂を射出する射出装置と、
前記キャビティに対して、不活性ガスを供給及び排出するガス給排装置と、
前記型締装置、前記射出装置、及び前記ガス給排装置を制御する制御装置とを備える射出成形機において、
前記射出装置は、
先端が型締めされた前記金型に連通する加熱シリンダと、
前記加熱シリンダの内部を進退するスクリューとを備え、
前記制御装置は、
前記加熱シリンダ内の射出開始位置から射出完了位置まで前記スクリューを射出前進させることによって、前記キャビティ内に前記溶融樹脂を射出する射出処理と、
前記射出処理の実行中において、前記ガス給排装置に、前記スクリューが減圧開始位置に到達するまで前記キャビティに前記不活性ガスを供給させ、前記スクリューが前記減圧開始位置に到達したタイミングで前記キャビティから前記不活性ガスを排出させる給排処理とを実行し、
前記減圧開始位置は、前記射出開始位置から前記射出完了位置までの距離である射出ストロークに予め定められた加減圧割合を乗じた距離だけ、前記射出開始位置から前進した位置であることを特徴とする射出成形機。
続きを表示(約 380 文字)
【請求項2】
前記制御装置は、
前回の前記射出処理における前記射出完了位置から計量完了位置まで、前記スクリューを回転させながら後退させることによって、前記加熱シリンダの前記スクリューより前方の空間に前記溶融樹脂を計量する計量処理と、
前記スクリューが前記溶融樹脂から所定の圧力を受ける位置まで、前記スクリューを前記計量完了位置から押し込み前進させる押込処理とを、今回の前記射出処理に先立って実行し、
前記制御装置は、今回の前記射出処理において、
前記押込処理で前記スクリューが到達した位置を、新たな前記射出開始位置とし、
予め設定された前記射出完了位置から、前記計量完了位置及び新たな前記射出開始位置の間の距離だけ前進した位置を、新たな前記射出完了位置とすることを特徴とする請求項1に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融樹脂を金型に射出して射出成形品を成形する射出成形機に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来より、金型のキャビティ内に不活性ガスを充填した状態で溶融樹脂を射出する、所謂「ガスカウンタープレッシャー(GCP)成形」が可能な射出成形機が知られている(例えば、特許文献1、2を参照)。
【0003】
GCP成形では、溶融樹脂の射出中にキャビティから不活性ガスを排出するタイミングが重要になる。不活性ガスを排出するタイミングは、例えば、スクリューの絶対位置または射出開始からの経過時間によって特定する方法がある。
【先行技術文献】
【特許文献】
【0004】
特開昭61-239917号公報
特開2010-247414号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、スクリューの絶対位置で排出タイミングを特定する方法では、射出開始位置がずれた場合に排出タイミングもずれてしまう。また、射出開始位置からの経過時間で排出タイミングを特定する方法では、他の射出条件(例えば、射出速度)を調整する度に排出タイミングの設定値を変更する必要が生じる。
【0006】
本発明は、このような従来技術の課題を解決するためになされたものであり、その目的は、GCP成形が可能な射出成形機において、他の射出条件に影響されずに、キャビティ内の不活性ガスを適切なタイミングで排出することができる技術を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するため、金型を開閉及び型締する型締装置と、型締された前記金型のキャビティ内に溶融樹脂を射出する射出装置と、前記キャビティに対して、不活性ガスを供給及び排出するガス給排装置と、前記型締装置、前記射出装置、及び前記ガス給排装置を制御する制御装置とを備える射出成形機において、前記射出装置は、先端が型締めされた前記金型に連通する加熱シリンダと、前記加熱シリンダの内部を進退するスクリューとを備え、前記制御装置は、前記加熱シリンダ内の射出開始位置から射出完了位置まで前記スクリューを射出前進させることによって、前記キャビティ内に前記溶融樹脂を射出する射出処理と、前記射出処理の実行中において、前記ガス給排装置に、前記スクリューが減圧開始位置に到達するまで前記キャビティに前記不活性ガスを供給させ、前記スクリューが前記減圧開始位置に到達したタイミングで前記キャビティから前記不活性ガスを排出させる給排処理とを実行し、前記減圧開始位置は、前記射出開始位置から前記射出完了位置までの距離である射出ストロークに予め定められた加減圧割合を乗じた距離だけ、前記射出開始位置から前進した位置であることを特徴とする。
【発明の効果】
【0008】
本発明によると、GCP成形が可能な射出成形機において、他の射出条件に影響されずに、キャビティ内の不活性ガスを適切なタイミングで排出することができる。
【図面の簡単な説明】
【0009】
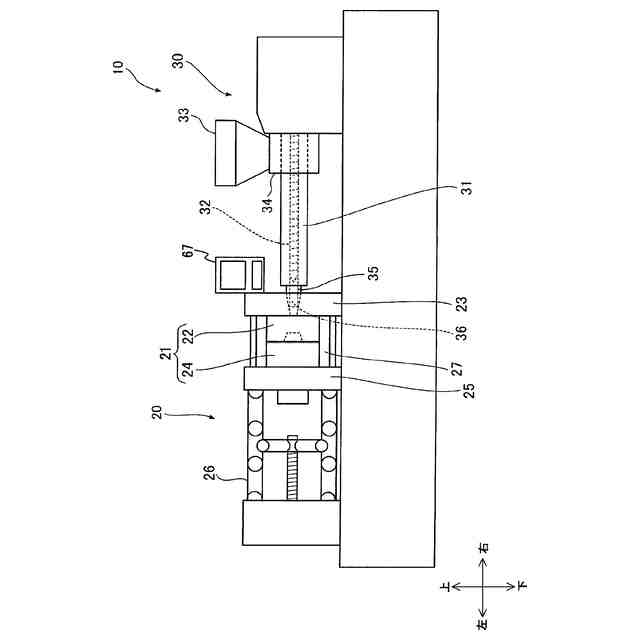
本実施形態に係る射出成形機の側面図である。
発泡剤供給装置及びガス給排装置の構成を示す図である。
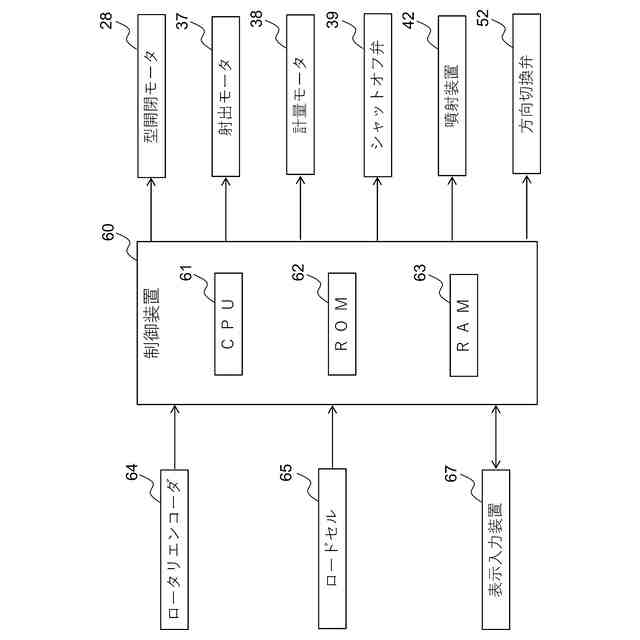
射出成形機のハードウェアブロック図である。
射出条件設定画面の画面例である。
射出制御処理のフローチャートである。
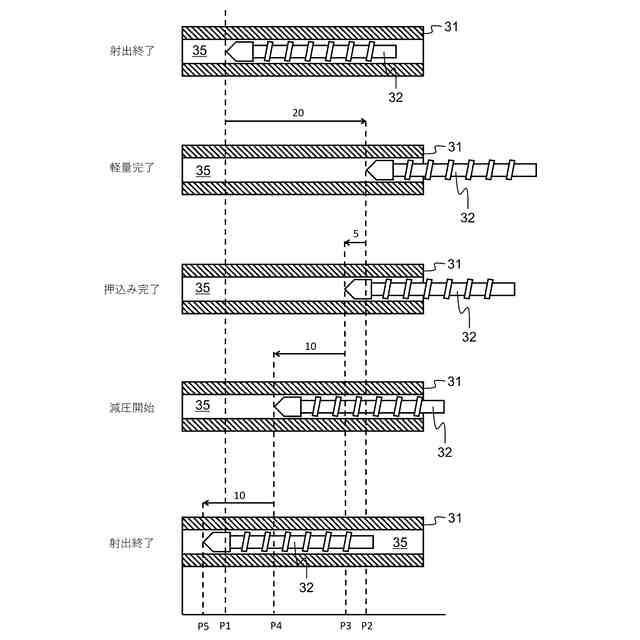
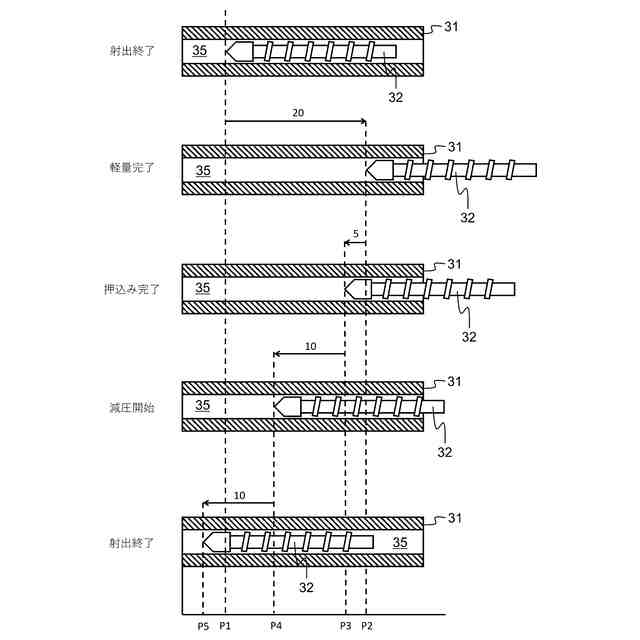
射出制御処理におけるスクリューの先端位置を示す図である。
【発明を実施するための形態】
【0010】
以下、本発明に係る射出成形機10を図面に基づいて説明する。射出成形機10は、金型内に計量された溶融樹脂(成形材料)を射出して、射出成形品を成形(以下、「射出成形」と表記する。)する装置である。また、射出成形機10は、金型のキャビティ内に不活性ガスを充填した状態で溶融樹脂を射出する、所謂「ガスカウンタープレッシャー(GCP)成形」が可能な装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
プリプレグテープ
6か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
フィルムの製造方法
20日前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
個人
射出ミキシングノズル
6か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
成形装置
3か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
8か月前
帝人株式会社
成形体の製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社FTS
セパレータ
2か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
8日前
株式会社神戸製鋼所
混練機
1か月前
株式会社不二越
射出成形機
2日前
株式会社リコー
画像形成システム
4か月前
株式会社不二越
射出成形機
3日前
株式会社日本製鋼所
押出成形装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
トヨタ自動車株式会社
真空成形方法
10か月前
株式会社リコー
シート処理システム
8か月前
個人
ノズルおよび熱風溶接機
3か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
小林工業株式会社
振動溶着機
9か月前
株式会社リコー
シート処理システム
7か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
日東工業株式会社
インサート成形機
4か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































