TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034718
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023141279
出願日
2023-08-31
発明の名称
ケーブルの製造装置およびケーブルの製造方法
出願人
SWCC株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
B29C
48/34 20190101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】特別な治具を使うことなく、ダイスおよびニップルを位置合わせして、ケーブルを製造できるケーブルの製造装置を提供すること。
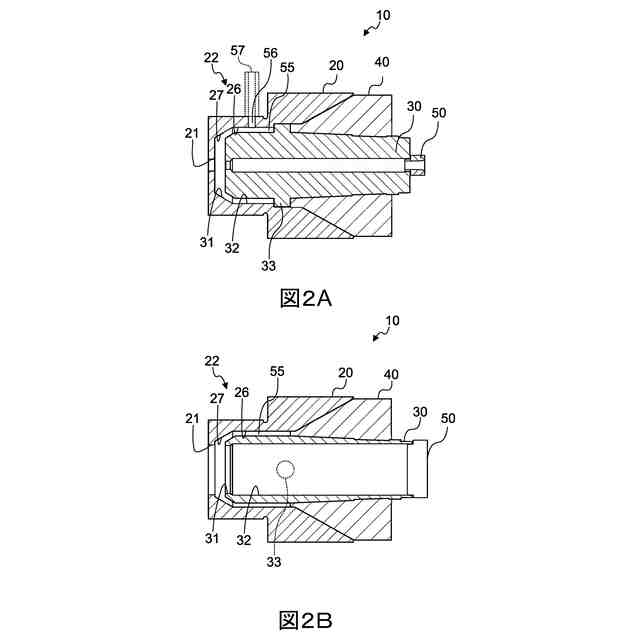
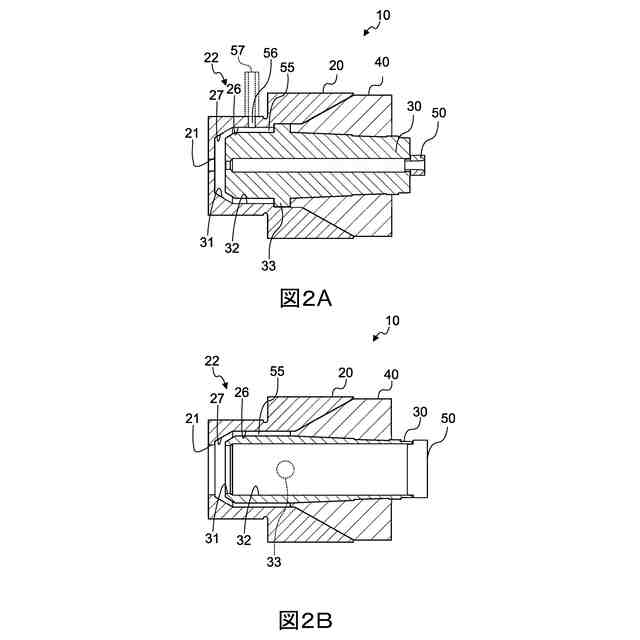
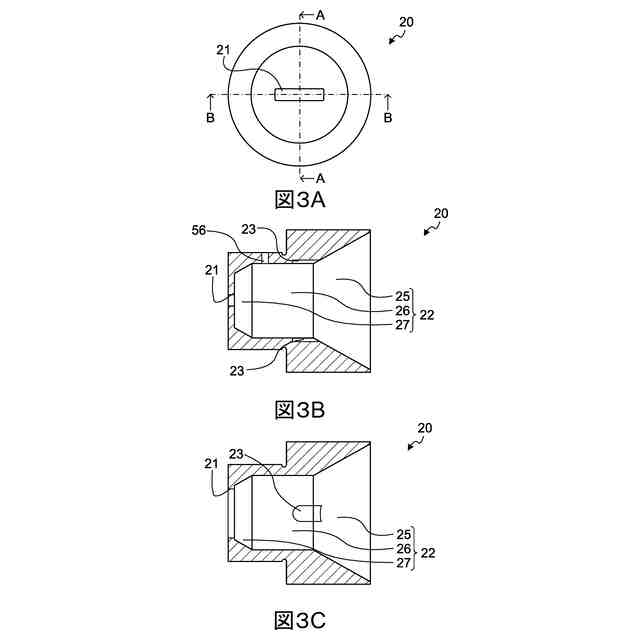
【解決手段】ケーブルの製造装置は、ダイスと、前記ダイスに挿入されるニップルと、を有し、前記ダイスは、前記樹脂層が配置された前記長尺部材が通過するための、出口側の開口の形状が円以外の形状である第1孔と、第1係合部と、を含み、前記ニップルは、前記長尺部材が通過するための、前記ダイス側の開口の形状が前記第1孔よりも小さく、かつ前記第1孔と相似形状である第2孔と、第2係合部と、を含み、前記第1係合部と前記第2係合部とが係合することで、前記長尺部材の移動方向に沿って見たときの前記第1孔に対する前記第2孔の周方向の位置が規定される。
【選択図】図2
特許請求の範囲
【請求項1】
長尺部材と、前記長尺部材の表面に配置された樹脂層とを有するケーブルの製造装置であって、
ダイスと、
前記ダイスに挿入されるニップルと、を有し、
前記ダイスは、
前記樹脂層が配置された前記長尺部材が通過するための、出口側の開口の形状が円以外の形状である第1孔と、
第1係合部と、を含み、
前記ニップルは、
前記長尺部材が通過するための、前記ダイス側の開口の形状が前記第1孔よりも小さく、かつ前記第1孔と相似形状である第2孔と、
第2係合部と、を含み、
前記第1係合部と前記第2係合部とが係合することで、前記長尺部材の移動方向に沿って見たときの前記第1孔に対する前記第2孔の周方向の位置が規定される、
ケーブルの製造装置。
続きを表示(約 530 文字)
【請求項2】
前記第1孔の前記出口側の開口および前記第2孔の前記ダイス側の開口は、いずれも長方形であり、
前記第1係合部は、前記ダイスの内側面において、前記移動方向に沿って見たときの前記第1孔の前記開口の長辺側に対応する位置に配置されており、
前記第2係合部は、前記ニップルの外側面において、前記移動方向に沿って見たときの前記第2孔の前記開口の長辺側に対応する位置に配置されており、
前記第1係合部と前記第2係合部とが係合した状態では、前記第1孔の前記開口の長辺と、前記第2孔の前記開口の長辺とは、平行である、
請求項1に記載のケーブルの製造装置。
【請求項3】
前記第1係合部は、凹部または凸部であり、
前記第2係合部は、前記第1係合部に係合可能な凸部または凹部である、
請求項1に記載のケーブルの製造装置。
【請求項4】
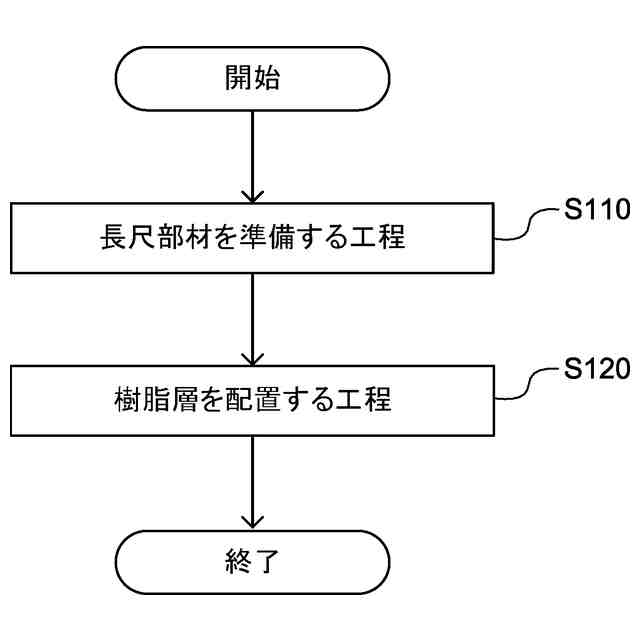
長尺部材と、前記長尺部材の表面に配置された樹脂層とを有するケーブルの製造方法であって、
請求項1~3のいずれか一項に記載の製造装置を用いて、前記長尺部材の表面に前記樹脂層を配置する工程と、
を有する、ケーブルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケーブルの製造装置およびケーブルの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
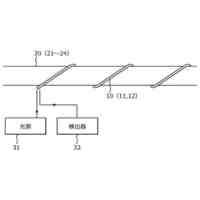
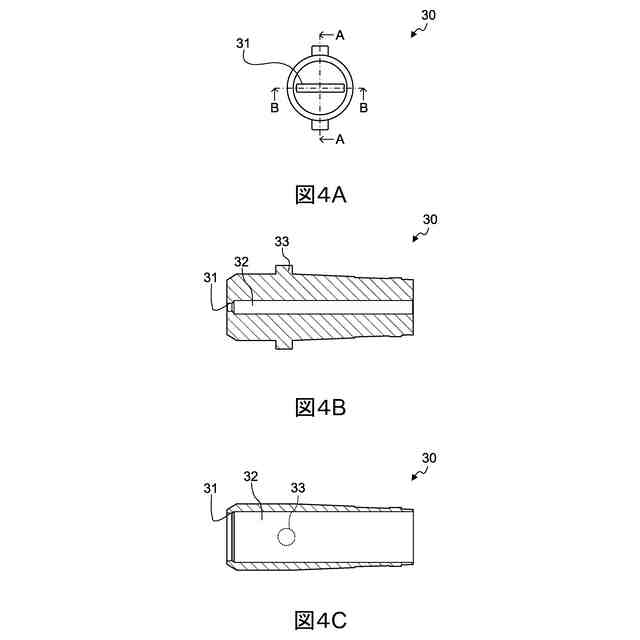
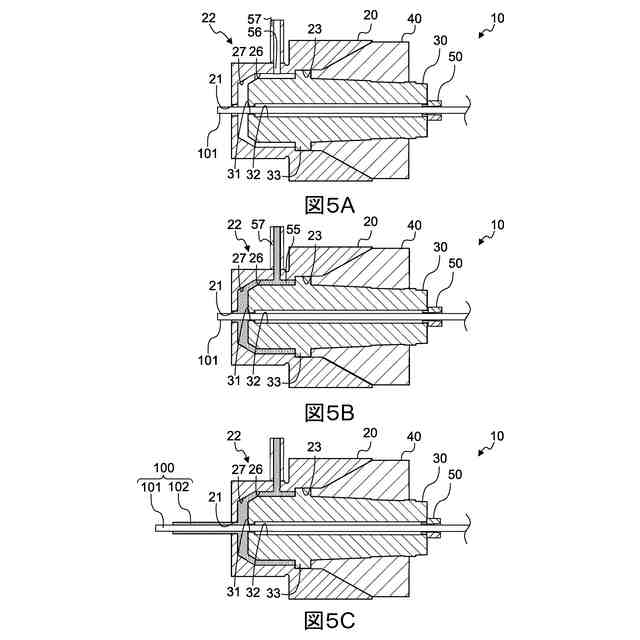
送電用または通信用のケーブルには、長尺部材(電線や光ファイバ心線など)の周囲に樹脂が被覆されており、長尺部材が樹脂製の外被によって絶縁または保護されている。樹脂を長尺部材に被覆するときには、ニップルによって導かれた長尺部材をダイスの孔の開口部に通し、ダイス内に充填された樹脂をダイスの孔から押し出しつつ、長尺部材に樹脂を被覆する押出成形が行われている(例えば、特許文献1参照)。ニップルの孔の開口部は長尺部材の断面形状と同じ形状であり、ダイスの孔の開口部は、ケーブルの断面形状と同じ形状である。
【0003】
特許文献1には、孔の開口部が円形でないニップルと、孔の開口部が円形でないダイスとを有する押出機が記載されている。特許文献1の押出機におけるニップルとダイスとの組立には、治具が使用される。具体的には、ニップルの孔の開口部の中心とダイスの孔の開口部の中心とが同一直線上に配置されるとともに、ニップルおよびダイスの周方向の位置を合わせた状態で、治具をニップルおよびダイスに配置する。この状態で、ダイスに対してニップルを固定することで、ニップルおよびダイスの間に樹脂供給路が形成された押出機を組み立てることができる。
【0004】
この押出機では、樹脂供給路を介して供給された溶融した樹脂が、ニップルに案内された長尺部材とともに、ダイスの孔から押し出されることにより、長尺部材の表面に、ダイスの孔の形状に応じた樹脂層が形成される。
【先行技術文献】
【特許文献】
【0005】
特開2015-156286号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の押出機では、治具を用いてニップルおよびダイスを位置決めする必要があるため、組立作業が煩雑になるという問題があった。
【0007】
そこで、本発明の目的は、特別な治具を使うことなく、ニップルおよびダイスを位置合わせして、ケーブルを製造できるケーブルの製造装置およびケーブルの製造方法を提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するため本発明の一態様によれば、
長尺部材と、前記長尺部材の表面に配置された樹脂層とを有するケーブルの製造装置であって、
ダイスと、
前記ダイスに挿入されるニップルと、を有し、
前記ダイスは、
前記樹脂層が配置された前記長尺部材が通過するための、出口側の開口の形状が円以外の形状である第1孔と、
第1係合部と、を含み、
前記ニップルは、
前記長尺部材が通過するための、前記ダイス側の開口の形状が前記第1孔よりも小さく、かつ前記第1孔と相似形状である第2孔と、
第2係合部と、を含み、
前記第1係合部と前記第2係合部とが係合することで、前記長尺部材の移動方向に沿って見たときの前記第1孔に対する前記第2孔の周方向の位置が規定される、
ケーブルの製造装置が提供される。
【0009】
上記課題を解決するため本発明の一態様によれば、
長尺部材と、前記長尺部材の表面に配置された樹脂層とを有するケーブルの製造方法であって、
本発明の製造装置を用いて、前記長尺部材の表面に前記樹脂層を配置する工程と、
を有する、
ケーブルの製造方法が提供される。
【発明の効果】
【0010】
本発明によれば、特別な治具を使うことなく、ニップルおよびダイスを位置合わせして、ケーブルを製造できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
SWCC株式会社
温度測定方法
5日前
東レ株式会社
溶融紡糸設備
9か月前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
6か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
3か月前
東レ株式会社
フィルムの製造方法
19日前
株式会社日本製鋼所
押出機
6か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
8か月前
帝人株式会社
成形体の製造方法
9か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
成形装置
3か月前
株式会社日本製鋼所
押出成形装置
6か月前
三菱自動車工業株式会社
予熱装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社不二越
射出成形機
7日前
株式会社不二越
射出成形機
2日前
株式会社FTS
セパレータ
2か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社不二越
射出成形機
1日前
株式会社リコー
画像形成システム
4か月前
小林工業株式会社
振動溶着機
9か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
株式会社リコー
シート処理システム
7か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
真空成形方法
10か月前
個人
ノズルおよび熱風溶接機
3か月前
日東工業株式会社
インサート成形機
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ