TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025033203
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023138760
出願日
2023-08-29
発明の名称
穴あけ工具とそのボディ
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/06 20060101AFI20250306BHJP(工作機械;他に分類されない金属加工)
要約
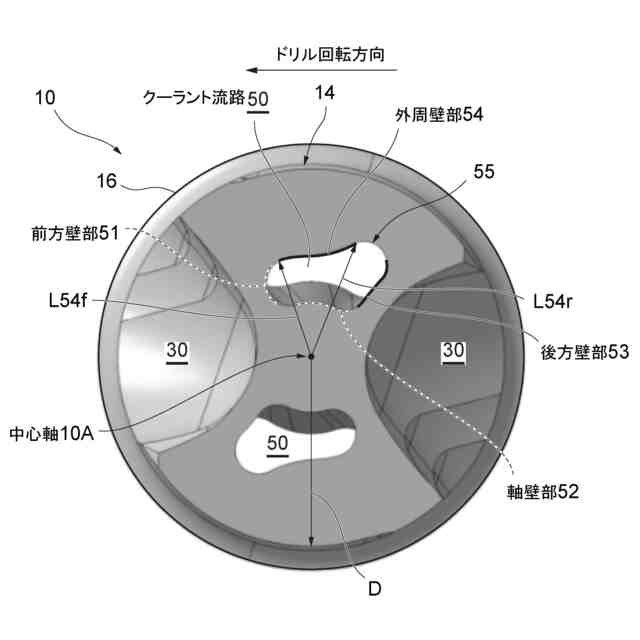
【課題】クーラント流路の形状および流路の位置を工夫することでドリルの剛性を損なうことなくクーラント供給量を増加させ、さらには切りくず排出性と刃先寿命の向上に寄与するようにする。
【解決手段】クーラント流路50と切りくず排出溝30を有し、切削時、中心軸まわりに回転する穴あけ工具のボディ10である。クーラント流路50は、中心軸に垂直な横断面にて、一対の直線部を含む長円形状であり、中心軸に垂直な横断面にて、切りくず排出溝30を除いた中実部40には、切削時に当該切りくず排出溝30を通って排出される切りくずまたはクーラントから作用する力を受ける前溝壁面41から回転方向後方側へ離れた位置であって、かつ、横断面にて当該ボディ10の芯部12よりも径方向外側となる位置に配置されている。
【選択図】図6
特許請求の範囲
【請求項1】
クーラント流路と切りくず排出溝を有し、切削時、中心軸まわりに回転する穴あけ工具のボディであって、
前記クーラント流路は、
前記中心軸に垂直な横断面にて、一対の直線部を含む長円形状であり、
前記中心軸に垂直な横断面にて、前記切りくず排出溝を除いた中実部には、切削時に当該切りくず排出溝を通って排出される切りくずまたはクーラントから作用する力を受ける前溝壁面から回転方向後方側へ離れた位置であって、かつ、前記横断面にて当該ボディの芯部よりも径方向外側となる位置に配置されている、穴あけ工具のボディ。
続きを表示(約 1,000 文字)
【請求項2】
前記クーラント流路は、前記中心軸に垂直な横断面にて、前記前溝壁面から見て、前記中実部における周方向中心よりも回転方向後方側へ離れた位置に配置されている、請求項1に記載の穴あけ工具のボディ。
【請求項3】
前記芯部は、前記切りくず排出溝と干渉していない、当該ボディの心棒の部分である、請求項2に記載の穴あけ工具のボディ。
【請求項4】
前記中心軸に垂直な横断面にて、前記クーラント流路は、その一部が前記芯部に接する程度に近接した位置に配置されている、請求項3に記載の穴あけ工具のボディ。
【請求項5】
前記中心軸に垂直な横断面にて、長円形状である前記クーラント流路は、回転方向後方かつ径方向外側に向かい傾斜した状態で配置されている、請求項1に記載の穴あけ工具のボディ。
【請求項6】
クーラント流路と切りくず排出溝を有し、切削時、中心軸まわりに回転する穴あけ工具のボディであって、
前記中心軸に垂直な横断面にて、前記クーラント流路は、回転方向前方側の前方壁部と、中心軸側の軸壁部と、回転方向後方側の後方壁部と、径方向外側の外周壁部とで形成され、
前記軸壁部と前記外周壁部は、当該クーラント流路の内側に向かって張り出す凸曲面で構成されている、穴あけ工具のボディ。
【請求項7】
前記中心軸に垂直な横断面にて、前記切りくず排出溝を除いた中実部には、切削時に当該切りくず排出溝を通って排出される切りくずまたはクーラントから作用する力を受ける前溝壁面から回転方向後方側へ離れた位置であって、かつ、前記横断面にて当該ボディの芯部よりも径方向外側となる位置に前記クーラント流路が配置されている、請求項6に記載の穴あけ工具のボディ。
【請求項8】
前記外周壁部の曲率が、前記軸壁部の曲率よりも大きい、請求項6に記載の穴あけ工具のボディ。
【請求項9】
前記クーラント流路は、前記中心軸から前記外周壁部までの距離が、前記前方壁部側の端部における前方距離よりも、前記後方壁部側の端部における後方距離が長くなる形状である、請求項6に記載の穴あけ工具のボディ。
【請求項10】
前記軸壁部の少なくとも一部が、前記中心軸の同心円に沿った円弧形状である、請求項6に記載の穴あけ工具のボディ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、穴あけ工具とそのボディに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
穴あけ工具として用いられるドリルには、刃先を冷却することおよび切りくず排出を促すことを目的に、クーラントを供給するためのクーラント流路がボディに設けられたものがある。従来のクーラント流路は、工具先端側の切れ刃近傍や切りくず排出溝(フルート)の内部、あるいはボディ側面に、穴あけ工具で加工可能な断面丸形として設けられていることがある。ただ、クーラント流路の断面形状を丸形状とする場合、クーラント穴を大きくすると剛性を確保することが難しくなることから、冷却性能が制限されてしまうことがあった。
【0003】
このような問題に対処するべく、クーラント流路の断面形状を非円形たとえば楕円形状にしたドリルが提案されている(たとえば特許文献1参照)。ここでは、楕円形状のクーラント流路の出口を工具先端側の切れ刃近傍に開口させ、切れ刃全体にクーラントを供給することで冷却効率を向上させるという対策が行われている。
【0004】
また、クーラント流路の形状を、工具の基端部から先端部へ向かう経路の途中で円形状から本体部の軸断面における径方向よりも円周方向に長い非円形状へと変化させた工具が提案されてもいる(たとえば特許文献2参照)。上記のようにクーラント流路の断面形状を非円形としたドリルや工具は他にも提案されている(特許文献3~5参照)。
【先行技術文献】
【特許文献】
【0005】
特開2004-154883号公報
特許第7205656号公報
特開2011-020256号公報
特表2016-514625号公報
国際公開第2023/058950号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、工具の剛性、クーラント供給量、切りくずの排出性能、刃先寿命の向上といった点からすると、従来の穴あけ工具にはとくにクーラント流路の形状や流路位置に関してまだ改良の余地がある。
【0007】
そこで、本発明は、クーラント流路の形状および流路の位置を工夫することでドリルの剛性を損なうことなくクーラント供給量を増加させ、さらには切りくず排出性と刃先寿命の向上に寄与するようにした穴あけ工具とそのボディを提供することを目的とする。
【課題を解決するための手段】
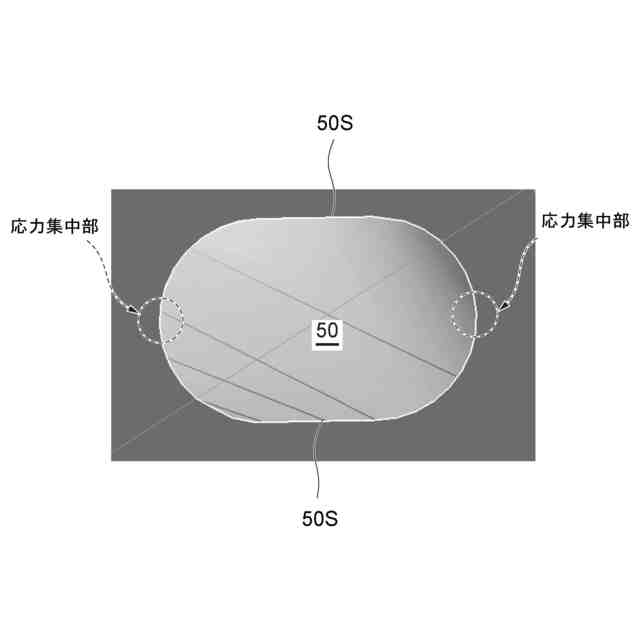
【0008】
かかる課題を解決するべく、本発明者は、上記のごとき問題を念頭におきつつクーラント流路やその周辺の構造に着目して種々検討した。楕円形状すなわち長軸と短軸に線対称な放物線2組が繋がった形状は放物線における頂点を4点有していて、切削加工時に受ける外力がこれら4点に集中していわば応力集中部となることから、どうしても剛性が低下してしまうと考えられる。また、穴あけ工具でクーラント流路を加工するとすれば、任意の位置において当該クーラント流路を滑らかに曲げるといったことは困難であるため、剛性を確保するにはクーラント流路を十分に大きくすることができず、クーラントの供給量が少なくなってしまう。また、そもそも、クーラント流路の開口端が切れ刃の近傍に配置すると、ドリル先端部が中空となって剛性の低下を招くといった点も問題である。これらに着目し、検討を進めた結果、本発明者は課題の解決に結びつく知見を得るに至った。
【0009】
本発明はかかる知見に基づき想到したものであって、その一態様は、クーラント流路と切りくず排出溝を有し、切削時、中心軸まわりに回転する穴あけ工具のボディであって、
クーラント流路は、
中心軸に垂直な横断面にて、一対の直線部を含む長円形状であり、
中心軸に垂直な横断面にて、切りくず排出溝を除いた中実部には、切削時に当該切りくず排出溝を通って排出される切りくずまたはクーラントから作用する力を受ける前溝壁面から回転方向後方側へ離れた位置であって、かつ、横断面にて当該ボディの芯部よりも径方向外側となる位置に配置されている、穴あけ工具のボディである。
【0010】
上記のごとき穴あけ工具のボディにおいては、ボディの芯部よりも径方向外側にクーラント流路が配置されていることから、芯部の厚みないしは太さを確保して工具の剛性を得ることができる。また、クーラント流路が、前溝壁面から回転方向後方側へ離れた位置に配置されていることから、穴あけ加工時に前溝壁面から回転方向後方側へと作用する外力の影響で当該クーラント流路が変形するのを抑制することができる。さらには、クーラント流路が、一対の直線部を含む長円形状であることから、応力が集中する箇所を少なくし、当該クーラント流路が変形するのをさらに相乗的に抑制することが可能となっている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
日東精工株式会社
ねじ締め装置
4日前
有限会社津谷工業
切削工具
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
20日前
個人
複合金属回転式ホーン
1か月前
株式会社ダイヘン
積層造形溶接方法
24日前
トヨタ自動車株式会社
積層コア
2か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
取付装置
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社ナベヤ
締結装置
24日前
株式会社トーキン
溶接用トーチ
1か月前
株式会社不二越
歯車研削盤
3か月前
大和ハウス工業株式会社
溶接方法
5日前
オークマ株式会社
診断装置
10日前
株式会社不二越
歯車加工機
3か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
2か月前
株式会社不二越
歯車研削盤
1か月前
オークマ株式会社
工作機械
10日前
サムテック株式会社
加工物製造方法
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
豊田鉄工株式会社
レーザー溶接装置
今日
株式会社ダイヘン
溶接トーチ
1か月前
株式会社FUJI
自動化用パレット
2か月前
株式会社浪速試錐工業所
防風カバー
3か月前
株式会社ヤマダスポット
抵抗溶接機
3か月前
三菱電機株式会社
ねじ取り出し装置
2か月前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
位相測定方法
2か月前
スター精密株式会社
工作機械
4日前
工機ホールディングス株式会社
作業機
3か月前
トヨタ自動車株式会社
銅線の接合方法
24日前
工機ホールディングス株式会社
作業機
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































