TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025031320
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023137469
出願日
2023-08-25
発明の名称
サポート設計装置、サポート設計方法およびプログラム
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
64/386 20170101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】造形物の変形を抑制するためのサポートを適切に設計する。
【解決手段】サポート設計装置は、付加製造によって造形される造形物の変形を抑制するために造形物と一体的に造形されるサポートを設計するための装置であって、造形物を表す設計モデルを取得する設計モデル取得部と、設計モデルに対してサポートが付加される領域であるサポート設計領域を設定するサポート設計領域設定部と、サポートの仕様を定義するパラメータを連続的に変化させ、サポート設計領域内にサポートを付加した場合の、造形物の設計モデルからのずれの大きさである変形量を複数算出する変形量解析部と、変形量解析部で所定の基準値を満足する変形量が算出された場合、基準値を満足し、かつ、サポートの量が最小となるパラメータを出力するサポート設計部と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
付加製造によって造形される造形物の変形を抑制するために前記造形物と一体的に造形されるサポートを設計するための装置であって、
前記造形物を表す設計モデルを取得する設計モデル取得部と、
前記設計モデルに対して前記サポートが付加される領域であるサポート設計領域を設定するサポート設計領域設定部と、
前記サポートの仕様を定義するパラメータを連続的に変化させ、前記サポート設計領域内に前記サポートを付加した場合の、前記造形物の前記設計モデルからのずれの大きさである変形量を複数算出する変形量解析部と、
前記変形量解析部で所定の基準値を満足する前記変形量が算出された場合、前記基準値を満足し、かつ、前記サポートの量が最小となる前記パラメータを出力するサポート設計部と
を備えるサポート設計装置。
続きを表示(約 1,000 文字)
【請求項2】
前記パラメータは、前記サポート設計領域の等価剛性を表す値を含む
請求項1に記載のサポート設計装置。
【請求項3】
前記設計モデルは、前記造形物の積層方向の変形を抑制する第2サポートを予め含んでいる
請求項1に記載のサポート設計装置。
【請求項4】
前記第2サポートは、前記積層方向と直交する方向において、前記サポートよりも低い剛性を有する、
請求項3に記載のサポート設計装置。
【請求項5】
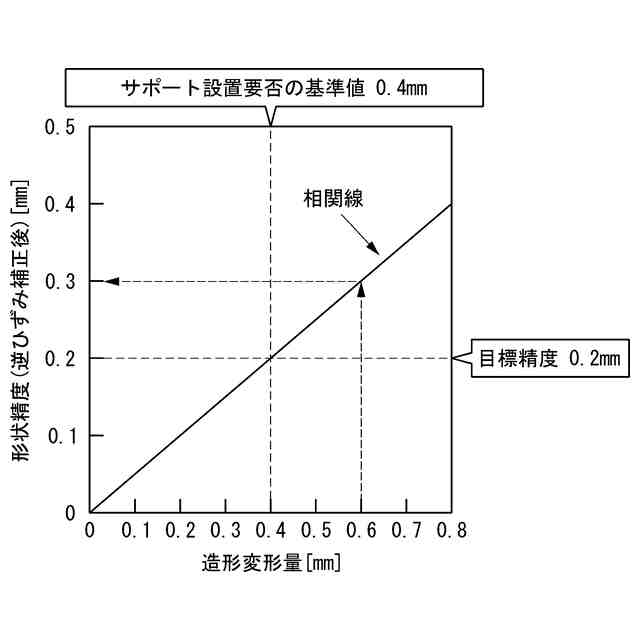
前記基準値は、予測される変形とは逆方向に前記設計モデルを変形させる補正である逆ひずみ補正を行うことを前提とした値である
請求項1から4のいずれか一項に記載のサポート設計装置。
【請求項6】
前記変形量解析部は、前記逆ひずみ補正前の前記設計モデルに基づいて前記造形物の変形量を推定する
請求項5に記載のサポート設計装置。
【請求項7】
前記基準値は、推定された前記変形量と、前記逆ひずみ補正後の造形結果に基づく形状精度の実測値との相関に基づいて設定される
請求項5に記載のサポート設計装置。
【請求項8】
前記サポート設計領域には、前記サポート無しで算出された前記変形量に基づく前記サポートの形状が設定されている
請求項5に記載のサポート設計装置。
【請求項9】
付加製造によって造形される造形物の変形を抑制するために前記造形物と一体的に造形されるサポートを設計するための方法であって、
前記造形物を表す設計モデルを取得するステップと、
前記設計モデルに対して前記サポートが付加される領域であるサポート設計領域を設定するステップと、
前記サポートの仕様を定義するパラメータを連続的に変化させ、前記サポート設計領域内に前記サポートを付加した場合の、前記造形物の前記設計モデルからのずれの大きさである変形量を複数算出するステップと、
所定の基準値を満足する前記変形量が算出された場合、前記基準値を満足し、かつ、前記サポートの量が最小となる前記パラメータを出力するステップと
を含むサポート設計方法。
【請求項10】
前記サポート無しで前記変形量を算出するステップをさらに含む
請求項9に記載のサポート設計方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、サポート設計装置、サポート設計方法およびプログラムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、変形解析により、AM(Additive Manufacturing;付加製造)造形時の反り変形を予測した上で、反り変形量を許容値以内に収めるようサポート構造物を配置する造形データ作成装置が記載されている。特許文献1に記載されている造形データ作成装置では、造形物本体の許容変形量と、演算された層毎の面外変形量とに基づき、造形物本体の変形を許容内に収めるサポート構造物の形状(サポート構造物の種類)が導出される。
【0003】
また、特許文献2には、次のような演算装置が記載されている。すなわち、AMでは造形時に生じる熱変形によって、製品要求の形状精度を得られないケースがある。そこで、特許文献2に記載の演算装置は、造形変形解析を用いて予め変形量を予測し、造形モデルに反対方向の変形を付与しておくことで、造形後に優れた形状精度を確保する。
【先行技術文献】
【特許文献】
【0004】
特開2021-94698号公報
特許第7123278号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1には、造形物本体の変形を許容内に収めるサポート構造物の形状が複数存在する場合に複数の形状のなかからどの形状を選択するのかということは示されていない。このため、そのような場合に形状を適切に選択することができず、サポートを適切に設計することができなくなるおそれがある。
【0006】
本開示は、上記事情に鑑みてなされたものであって、造形物の変形を抑制するためのサポートを適切に設計することができるサポート設計装置、サポート設計方法およびプログラムを提供することを目的とする。
【課題を解決するための手段】
【0007】
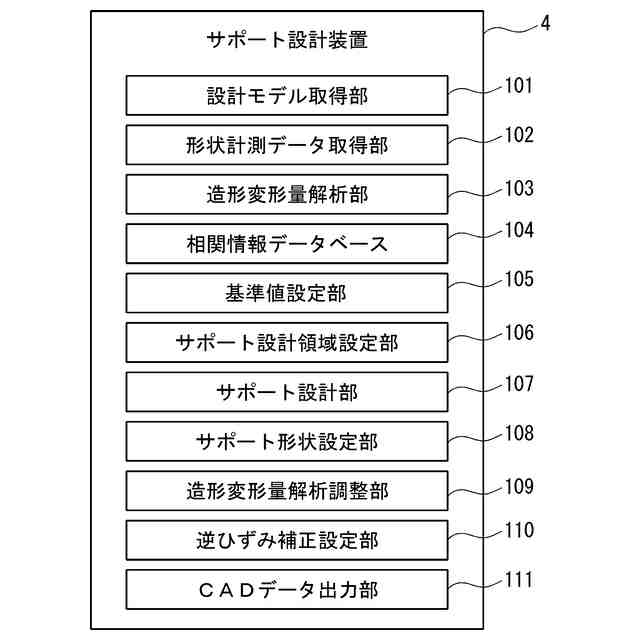
上記課題を解決するために、本開示に係るサポート設計装置は、付加製造によって造形される造形物の変形を抑制するために前記造形物と一体的に造形されるサポートを設計するための装置であって、前記造形物を表す設計モデルを取得する設計モデル取得部と、前記設計モデルに対して前記サポートが付加される領域であるサポート設計領域を設定するサポート設計領域設定部と、前記サポートの仕様を定義するパラメータを連続的に変化させ、前記サポート設計領域内に前記サポートを付加した場合の、前記造形物の前記設計モデルからのずれの大きさである変形量を複数算出する変形量解析部と、前記変形量解析部で所定の基準値を満足する前記変形量が算出された場合、前記基準値を満足し、かつ、前記サポートの量が最小となる前記パラメータを出力するサポート設計部とを備える。
【0008】
本開示に係るサポート設計方法は、付加製造によって造形される造形物の変形を抑制するために前記造形物と一体的に造形されるサポートを設計するための方法であって、前記造形物を表す設計モデルを取得するステップと、前記設計モデルに対して前記サポートが付加される領域であるサポート設計領域を設定するステップと、前記サポートの仕様を定義するパラメータを連続的に変化させ、前記サポート設計領域内に前記サポートを付加した場合の、前記造形物の前記設計モデルからのずれの大きさである変形量を複数算出するステップと、所定の基準値を満足する前記変形量が算出された場合、前記基準値を満足し、かつ、前記サポートの量が最小となる前記パラメータを出力するステップとを含む。
【0009】
本開示に係るプログラムは、付加製造によって造形される造形物の変形を抑制するために前記造形物と一体的に造形されるサポートを設計するためのプログラムであって、前記造形物を表す設計モデルを取得するステップと、前記設計モデルに対して前記サポートが付加される領域であるサポート設計領域を設定するステップと、前記サポートの仕様を定義するパラメータを連続的に変化させ、前記サポート設計領域内に前記サポートを付加した場合の、前記造形物の前記設計モデルからのずれの大きさである変形量を複数算出するステップと、所定の基準値を満足する前記変形量が算出された場合、前記基準値を満足し、かつ、前記サポートの量が最小となる前記パラメータを出力するステップとをコンピュータに実行させる。
【発明の効果】
【0010】
本開示のサポート設計装置、サポート設計方法およびプログラムによれば、造形物の変形を抑制するためのサポートを適切に設計することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
3か月前
シーメット株式会社
光造形装置
2か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
株式会社日本製鋼所
押出機
5か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
5か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
トヨタ自動車株式会社
射出装置
3日前
株式会社シロハチ
真空チャンバ
4か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
成形装置
2か月前
株式会社リコー
シート剥離装置
7か月前
帝人株式会社
成形体の製造方法
8か月前
株式会社神戸製鋼所
混練機
25日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
3か月前
株式会社FTS
セパレータ
1か月前
三菱自動車工業株式会社
予熱装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
5か月前
株式会社リコー
シート処理システム
7か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
小林工業株式会社
振動溶着機
8か月前
日東工業株式会社
インサート成形機
3か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
3Dプリンタ
3か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
個人
ノズルおよび熱風溶接機
2か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社コスメック
磁気クランプ装置
5か月前
株式会社FTS
ブローニードル
3か月前
株式会社コスメック
磁気クランプ装置
17日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































