TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025029650
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023134391
出願日
2023-08-22
発明の名称
型締装置及びその制御方法
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
33/30 20060101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】型締装置による金型の固定や保持をより確実なものとする。
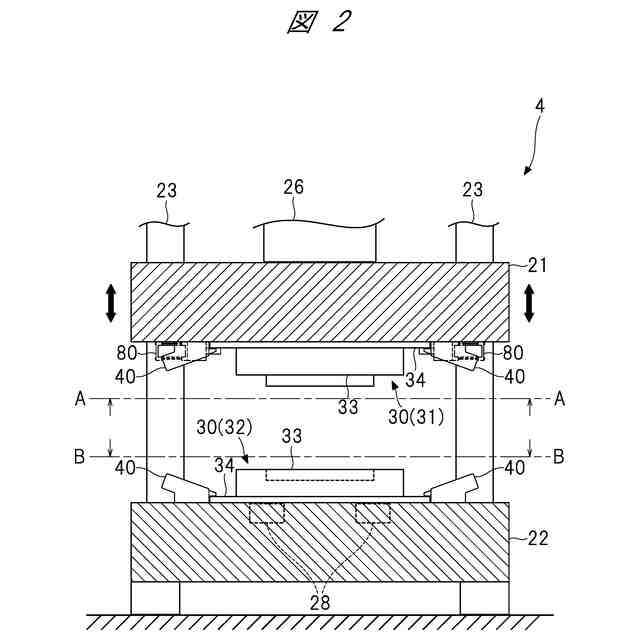
【解決手段】一実施の形態の型締装置4は、対向配置され、近接する方向と離間する方向とに相対移動される可動盤21および固定盤22と、可動盤21に対して上型31を固定可能なクランパを備える油圧クランパ装置40と、固定盤22に対して下型32を固定可能なクランパを備える油圧クランパ装置40と、可動盤21に対して上型31を保持可能なストッパを備える空圧ストッパ装置80とを有し、クランパとストッパとは、互いに独立した別々の駆動源によって駆動される。
【選択図】図2
特許請求の範囲
【請求項1】
対向配置され、近接する方向と離隔する方向とに相対移動される第1金型取付盤および第2金型取付盤と、
前記第1金型取付盤に対して第1金型を固定可能な第1機械式クランパと、
前記第2金型取付盤に対して第2金型を固定可能な第2機械式クランパと、
前記第1金型取付盤に対して前記第1金型を保持可能なストッパと、を有し、
前記第1機械式クランパおよび前記第2機械式クランパと前記ストッパとは、互いに独立した別々の駆動源によって駆動される、型締装置。
続きを表示(約 1,700 文字)
【請求項2】
請求項1に記載の型締装置において、
前記第1機械式クランパおよび前記第2機械式クランパは油圧によって駆動され、
前記ストッパは空気圧によって駆動される、型締装置。
【請求項3】
請求項1に記載の型締装置において、
前記ストッパは保持面を備え、
前記第1機械式クランパによって前記第1金型が固定されている場合には、前記ストッパの少なくとも前記保持面は前記第1金型から離隔し、
前記第1機械式クランパによって前記第1金型が固定されていない場合には、前記ストッパの少なくとも前記保持面が前記第1金型に当接して前記第1金型が保持される、型締装置。
【請求項4】
請求項1に記載の型締装置において、
複数の前記ストッパを有し、
前記複数のストッパには、前記第1金型の中心に対して互いにオフセットされた一対の前記ストッパが含まれる、型締装置。
【請求項5】
請求項1に記載の型締装置において、
前記第1機械式クランパは、前記第1金型を固定する前進位置と、前記前進位置に比べて前記第1金型から離隔した後退位置との間で往復動可能であり、
前記第2機械式クランパは、前記第2金型を固定する前進位置と、前記前進位置に比べて前記第2金型から離隔した後退位置との間で往復動可能であり、
前記ストッパは、前記第1金型を保持する前進位置と、前記前進位置に比べて前記第1金型から離隔した後退位置との間で往復動可能であり、
前記第1機械式クランパおよび前記第2機械式クランパの位置を検知するクランパ位置検知部と、
前記ストッパの位置を検知するストッパ位置検知部とを有する、型締装置。
【請求項6】
請求項1に記載の型締装置において、
前記第1金型取付盤は、鉛直方向で前記第2金型取付盤の上方に配置され、
前記第1機械式クランパは、鉛直方向で前記第2金型取付盤と対向する前記第1金型取付盤の金型取付面に前記第1金型を固定し、
前記ストッパは、前記第1金型の鉛直方向下側から前記第1金型を保持する、型締装置。
【請求項7】
対向配置され、互いに近接する方向と離隔する方向とに相対移動される第1金型取付盤および第2金型取付盤と
前記第1金型取付盤に対して第1金型を固定可能な第1機械式クランパと、
前記第2金型取付盤に対して第2金型を固定可能な第2機械式クランパと、
前記第1金型取付盤に対して前記第1金型を保持可能なストッパと、を有する型締装置の制御方法であって、
前記第1機械式クランパは、前記第1金型を固定する前進位置と、前記前進位置に比べて前記第1金型から離隔した後退位置との間で往復動可能であり、
前記第2機械式クランパは、前記第2金型を固定する前進位置と、前記前進位置に比べて前記第2金型から離隔した後退位置との間で往復動可能であり、
前記ストッパは、前記第1金型を保持する前進位置と、前記前進位置に比べて前記第1金型から離隔した後退位置との間で往復動可能であり、
前記第1機械式クランパおよび前記第2機械式クランパの前記前進位置への移動を検知し、かつ、前記ストッパの前記前進位置への移動を検知すると、前記第1金型取付盤および前記第2金型取付盤の相対移動を許可する、型締装置の制御方法。
【請求項8】
請求項7に記載の型締装置の制御方法において、
前記第1機械式クランパおよび前記第2機械式クランパは油圧によって駆動され、
前記第1機械式クランパおよび前記第2機械式クランパの前記前進位置への移動を検知し、前記第1機械式クランパおよび前記第2機械式クランパに供給される作動油の圧力が閾値を上回ったことを検知し、かつ、前記ストッパの前記前進位置への移動を検知すると、前記第1金型取付盤および前記第2金型取付盤の相対移動を許可する、型締装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、型締装置及びその制御方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
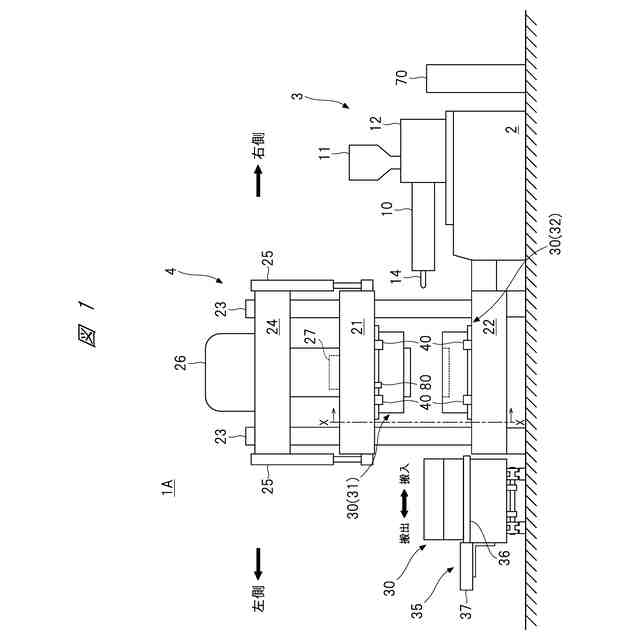
金型のキャビティ内に成形材料を供給して所望形状の樹脂成形品や他の成形品(以下“成形品”と総称する場合がある。)を製造する射出成形機等の成形機が知られている。射出成形機は、金型が取り付けられる型締装置と、金型のキャビティ内に成形材料を射出する射出装置とから構成される。
【0003】
射出成形機を用いて成形品を製造する現場では、成形品に応じて金型が交換される。より特定的には、それまで使用していた金型が型締装置から取り外され、別の金型が型締装置に取り付けられる。
【0004】
つまり、型締装置は、金型を固定可能、かつ、固定解除可能に構成されている。例えば、従来の型締装置の一つは、固定盤と、固定盤に対して移動可能な可動盤とを備えている。固定盤および可動盤のそれぞれにはクランパが設けられている。それぞれのクランパは、油圧等によって駆動され、金型を固定する位置と、金型の固定を解除する位置との間でストロークされる。
【先行技術文献】
【特許文献】
【0005】
特開平5-77245号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
型締装置による金型の固定や保持をより確実なものとすることが望まれる。
【0007】
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0008】
一実施の形態によれば、型締装置は、対向配置され、近接する方向と離間する方向とに相対移動される第1金型取付盤および第2金型取付盤と、第1金型取付盤に対して第1金型を固定可能な第1機械式クランパと、第2金型取付盤に対して第2金型を固定可能な第2機械式クランパと、第1金型取付盤に対して第1金型を保持可能なストッパと、を有し、第1機械式クランパおよび第2機械式クランパとストッパとは、互いに独立した別々の駆動源によって駆動される。
【発明の効果】
【0009】
一実施の形態によれば、型締装置による金型の固定や保持がより確実なものとなる。
【図面の簡単な説明】
【0010】
一実施の形態の射出成形機の構成を模式的に示す正面図である。
図1中のX-X線に沿う型締装置の部分拡大断面図である。
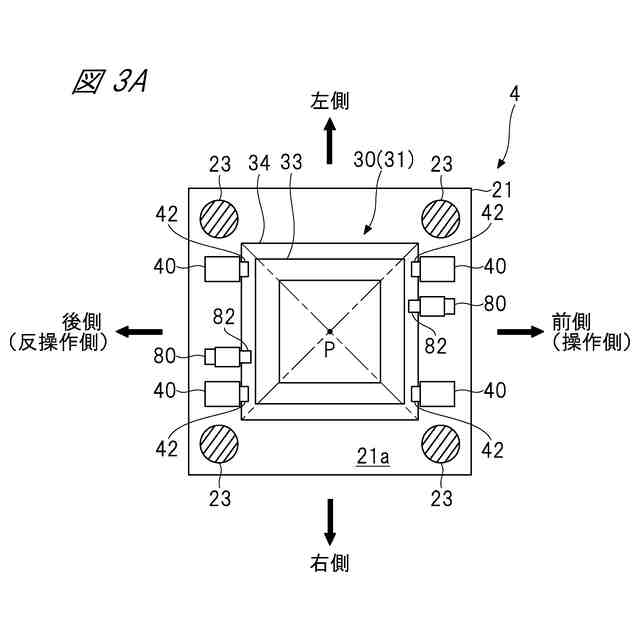
図2中のA-A線に沿う型締装置の矢視図である。
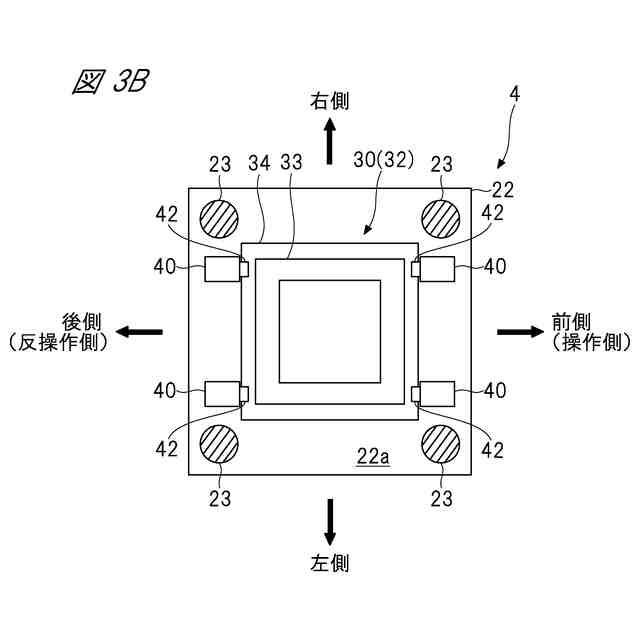
図2中のB-B線に沿う型締装置の矢視図である。
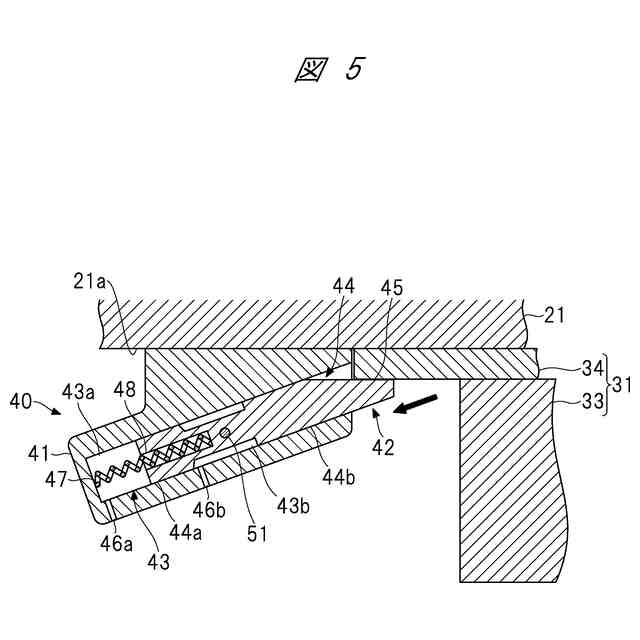
一実施の形態の油圧クランパ装置を示す拡大図である。
図4に示されている油圧クランパ装置の断面図である。
図4に示されている油圧クランパ装置の他の断面図である。
一実施の形態の型締装置が備える油圧系および空圧系を示す系統図である。
一実施の形態の空圧ストッパ装置を示す拡大図である。
図8に示されている空圧ストッパ装置の断面図である。
図8に示されている空圧ストッパ装置の他の断面図である。
一実施の形態の制御装置の構成を示すブロック図である。
一実施の形態の制御装置によって実行される制御方法の一例を示すフローチャートである。
他の一実施の形態の射出成形機の構成を模式的に示す正面図である。
図13中のY-Y線に沿う型締装置の部分拡大断面図である。
図14中のC-C線に沿う型締装置の矢視図である。
図14中のD-D線に沿う型締装置の矢視図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
CKD株式会社
型用台車
2か月前
株式会社日本製鋼所
押出機
5か月前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社リコー
シート剥離装置
7か月前
東レ株式会社
一体化成形品の製造方法
6か月前
トヨタ自動車株式会社
射出装置
2日前
株式会社FTS
成形装置
2か月前
株式会社シロハチ
真空チャンバ
4か月前
株式会社FTS
セパレータ
1か月前
三菱自動車工業株式会社
予熱装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
3か月前
株式会社神戸製鋼所
混練機
24日前
個人
ノズルおよび熱風溶接機
2か月前
日東工業株式会社
インサート成形機
3か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
株式会社リコー
シート処理システム
6か月前
株式会社リコー
シート処理システム
7か月前
トヨタ自動車株式会社
3Dプリンタ
3か月前
株式会社カネカ
再生アクリル樹脂の製造方法
4か月前
株式会社FTS
ブローニードル
3か月前
東ソー株式会社
高純度薬品用容器の製造方法
8か月前
株式会社コスメック
磁気クランプ装置
16日前
日本プラスト株式会社
嵌合構造
5か月前
株式会社日本製鋼所
射出成形機
3か月前
株式会社日本製鋼所
射出成形機
8か月前
三菱ケミカル株式会社
複合物品の製造方法。
5か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































