TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025027632
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2023132573
出願日
2023-08-16
発明の名称
ダイス、押出成形装置及び成形方法
出願人
ミサワホーム株式会社
代理人
個人
主分類
B29C
48/30 20190101AFI20250220BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明の目的は柾目の模様を表面に有した成形品の製造に貢献することである。
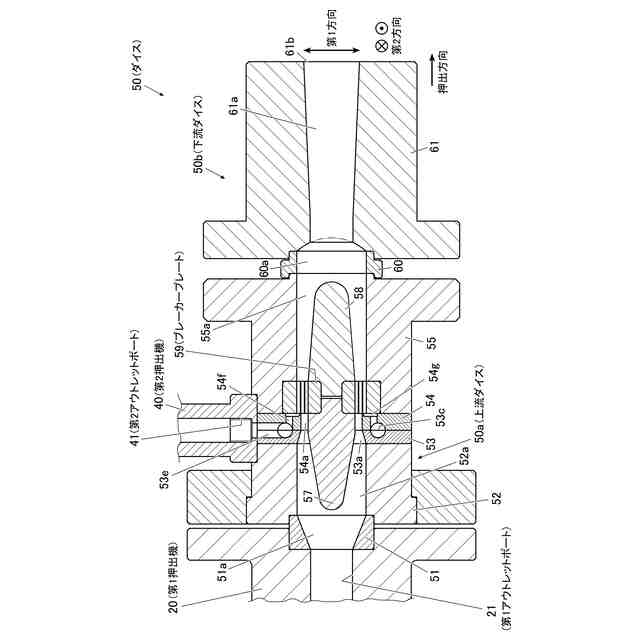
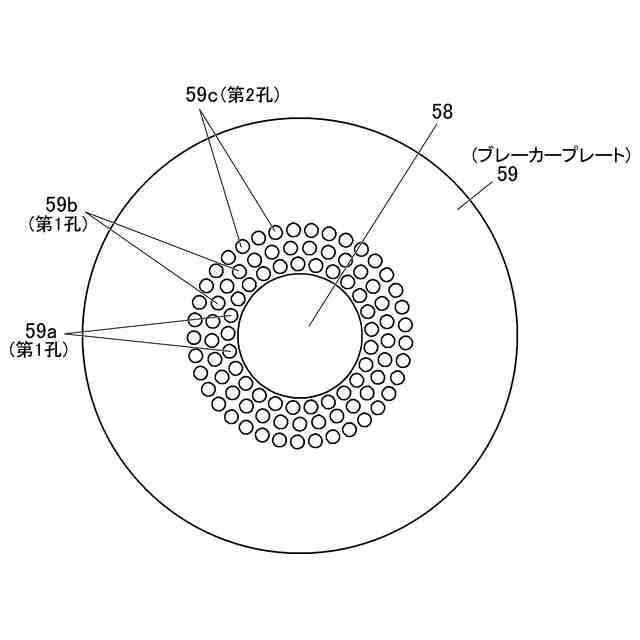
【解決手段】ダイス50は、ブレーカープレート59、上流ダイス50a及び下流ダイス50bを備える。ブレーカープレート59は、第1孔59a,59bと、第1孔59a,59bを囲うように配列される第2孔59cと、を有する。上流ダイス50aは、押出機20,40とブレーカープレート59との間に取り付けられ、第1押出機20の第1アウトレットポート21及び第1孔59a,59bに通じる第1流路を有し、第2押出機40の第2アウトレットポート41及び第2孔59cに通じる第2流路を内側に有する。下流ダイス50bは、ブレーカープレート59に関して上流ダイス50aの反対側においてブレーカープレート59に取り付けられ、第1孔59a,59b及び第2孔59cに通じる第3流路を内側に有する。
【選択図】図3
特許請求の範囲
【請求項1】
押出成形装置のダイスであって、
ブレーカープレートの両面間を貫通する複数の第1孔と、前記両面間を貫通するとともに前記複数の第1孔を囲うように配列される複数の第2孔と、を有する前記ブレーカープレートと、
第1溶融樹脂を第1アウトレットポートから押し出す第1押出機と前記ブレーカープレートとの間に取り付けられ、溶融した母材及びその母材よりも溶融しにくい線模様剤を含む第2溶融樹脂を第2アウトレットポートから押し出す第2押出機と前記ブレーカープレートとの間に取り付けられ、前記第1押出機の前記第1アウトレットポート及び前記複数の第1孔に通じる第1流路を有し、前記第2押出機の前記第2アウトレットポート及び前記複数の第2孔に通じる第2流路を有した上流ダイスと、
前記ブレーカープレートに関して前記上流ダイスの反対側において前記ブレーカープレートに取り付けられ、前記複数の第1孔及び前記複数の第2孔に通じる第3流路を有した下流ダイスと、
を備えることを特徴とするダイス。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載のダイスであって、
前記第3流路の周囲の長さが、前記ブレーカープレートから離れるにつれて漸増する
ことを特徴とするダイス。
【請求項3】
請求項1又は2に記載のダイスであって、
前記複数の第2孔が前記第3流路の周に沿って配列されている
ことを特徴とするダイス。
【請求項4】
成形品を押出成形する押出成形装置であって、
熱可塑性樹脂を有する第1原料を溶融させることによって第1溶融樹脂を生成し、前記第1溶融樹脂を第1アウトレットポートから押し出す第1押出機と、
熱可塑性樹脂を有する第2原料を溶融させることによって母材を生成し、着色された熱可塑性樹脂を有するとともに前記第2原料よりも溶融しにくい線模様剤を軟化又は溶融させ、前記母材及び前記線模様剤を混練しながら第2アウトレットポートから押し出す第2押出機と、
ブレーカープレートの両面間を貫通する複数の第1孔と、前記両面間を貫通するとともに前記複数の第1孔を囲うように配列される複数の第2孔と、を有する前記ブレーカープレートと、
前記第1押出機と前記ブレーカープレートとの間に取り付けられ、前記第2押出機と前記ブレーカープレートとの間に取り付けられ、前記第1押出機の前記第1アウトレットポート及び前記複数の第1孔に通じる第1流路を有し、前記第2押出機の前記第2アウトレットポート及び前記複数の第2孔に通じる第2流路を有した上流ダイスと、
前記ブレーカープレートに関して前記上流ダイスの反対側において前記ブレーカープレートに取り付けられ、前記複数の第1孔及び前記複数の第2孔に通じる第3流路を有した下流ダイスと、
を備えることを特徴とする押出成形装置。
【請求項5】
請求項4に記載の押出成形装置であって、
前記第3流路の周囲の長さが、前記ブレーカープレートから離れるにつれて漸増する
ことを特徴とする押出成形装置。
【請求項6】
請求項4又は5に記載の押出成形装置であって、
前記複数の第2孔が前記第3流路の周に沿って配列されている
ことを特徴とする押出成形装置。
【請求項7】
熱可塑性樹脂を有する第1原料を第1押出機により溶融させることによって第1溶融樹脂を生成し、前記第1溶融樹脂を前記第1押出機の第1アウトレットポートから押し出すとともに、熱可塑性樹脂を有する第2原料を第2押出機により溶融させることによって母材を生成し、着色された熱可塑性樹脂を有するとともに前記第2原料よりも溶融しにくい線模様剤を軟化又は溶融させ、前記母材及び前記線模様剤を混練しながら前記第2押出機の第2アウトレットポートから押し出す成形方法であって、
ブレーカープレートが前記ブレーカープレートの両面間を貫通する複数の第1孔と、前記両面間を貫通するとともに前記複数の第1孔を囲うように配列される複数の第2孔と、を有し、
上流ダイスが前記第1押出機と前記ブレーカープレートとの間に取り付けられ、前記上流ダイスが前記第2押出機と前記ブレーカープレートとの間に取り付けられ、前記上流ダイスが前記第1押出機の前記第1アウトレットポート及び前記複数の第1孔に通じる第1流路を有し、前記上流ダイスが前記第2押出機の前記第2アウトレットポート及び前記複数の第2孔に通じる第2流路を有し、
下流ダイスが前記ブレーカープレートに関して前記上流ダイスの反対側において前記ブレーカープレートに取り付けられ、前記下流ダイスが前記複数の第1孔及び前記複数の第2孔に通じる第3流路を内側に有する
ことを特徴とする成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイス、押出成形装置及び成形方法に関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
天然木のような質感を有した木質様製品は例えば押出成形法により製造されている。木質様製品の質感をより天然木に近いものとするために、各種技術が提案されている。例えば、特許文献1は、2台の押出機及び2体のダイを備える押出成形装置を開示する。2体のダイは直列に接続されており、上流のダイの流路の断面積が下流のダイの流路の断面積よりも小さい。芯材が2体のダイの流路内において上流から下流へ送られ、一方の押出機が上流のダイの流路に接着樹脂を供給することによって接着層が芯材の外表面全体に被覆される。他方の押出機が下流のダイの流路に被覆樹脂を供給することによって被覆層が接着層の外表面全体に被覆される。被覆層は、マトリクス相と、マトリクス相中に分散した分散相からなる。分散相は、成形品の長手方向に延びている。分散相が被覆層の表面において露出することによって、それが筋模様となっている。
【先行技術文献】
【特許文献】
【0003】
特開2023-79099号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
成形品が天然木の質感により似寄せるべく、成形品の表面の模様が柾目模様であることが要望されている。特許文献1に記載の押出成形装置によって成形された成形品の表面に表れる模様は柾目模様とは言いがたく、成形品が天然木の質感からほど遠い。
【0005】
そこで、本発明は、上記課題に鑑みてなされたものであり、柾目の模様を表面に有した成形品の製造に貢献することを目的とする。
【課題を解決するための手段】
【0006】
以下の括弧書きで示された参照符号は図1~図5において参照される。
【0007】
請求項1に係る発明によれば、押出成形装置(1)のダイス(50)であって、
ブレーカープレート(59)の両面間を貫通する複数の第1孔(59a及び59b)と、前記両面間を貫通するとともに前記複数の第1孔(59a及び59b)を囲うように配列される複数の第2孔(59c)と、を有する前記ブレーカープレート(59)と、
第1溶融樹脂を第1アウトレットポート(21)から押し出す第1押出機(20)と前記ブレーカープレート(59)との間に取り付けられ、溶融した母材及びその母材よりも溶融しにくい線模様剤(93)を含む第2溶融樹脂を第2アウトレットポート(41)から押し出す第2押出機(40)と前記ブレーカープレート(59)との間に取り付けられ、前記第1押出機(20)の前記第1アウトレットポート(21)及び前記複数の第1孔(59a及び59b)に通じる第1流路を有し、前記第2押出機(40)の前記第2アウトレットポート(41)及び前記複数の第2孔(59c)に通じる第2流路(53e,53c,54f及び54g)を有した上流ダイス(50a)と、
前記ブレーカープレート(59)に関して前記上流ダイス(50a)の反対側において前記ブレーカープレート(59)に取り付けられ、前記複数の第1孔(59a及び59b)及び前記複数の第2孔(59c)に通じる第3流路を有した下流ダイス(50b)と、
を備えることを特徴とするダイス(50)が提供される。
【0008】
請求項4に係る発明によれば、
成形品を押出成形する押出成形装置(1)であって、
熱可塑性樹脂を有する第1原料(91)を溶融させることによって第1溶融樹脂を生成し、前記第1溶融樹脂を第1アウトレットポート(21)から押し出す第1押出機(20)と、
熱可塑性樹脂を有する第2原料(92)を溶融させることによって母材を生成し、着色された熱可塑性樹脂を有するとともに前記第2原料(92)よりも溶融しにくい線模様剤(93)を軟化又は溶融させ、前記母材及び前記線模様剤(93)を混練しながら第2アウトレットポート(41)から押し出す第2押出機(40)と、
ブレーカープレート(59)の両面間を貫通する複数の第1孔(59a及び59b)と、前記両面間を貫通するとともに前記複数の第1孔(59a及び59b)を囲うように配列される複数の第2孔(59c)と、を有する前記ブレーカープレート(59)と、
前記第1押出機(20)と前記ブレーカープレート(59)との間に取り付けられ、前記第2押出機(40)と前記ブレーカープレート(59)との間に取り付けられ、前記第1押出機(20)の前記第1アウトレットポート(21)及び前記複数の第1孔(59a及び59b)に通じる第1流路を有し、前記第2押出機(40)の前記第2アウトレットポート(41)及び前記複数の第2孔(59c)に通じる第2流路(53e,53c,54f及び54g)を有した上流ダイス(50a)と、
前記ブレーカープレート(59)に関して前記上流ダイス(50a)の反対側において前記ブレーカープレート(59)に取り付けられ、前記複数の第1孔(59a及び59b)及び前記複数の第2孔(59c)に通じる第3流路を有した下流ダイス(50b)と、
を備えることを特徴とする押出成形装置(1)が提供される。
【0009】
請求項7に係る発明によれば、
熱可塑性樹脂を有する第1原料(91)を第1押出機(20)により溶融させることによって第1溶融樹脂を生成し、前記第1溶融樹脂を前記第1押出機(20)の第1アウトレットポート(21)から押し出すとともに、熱可塑性樹脂を有する第2原料(92)を第2押出機(40)により溶融させることによって母材を生成し、着色された熱可塑性樹脂を有するとともに前記第2原料(92)よりも溶融しにくい線模様剤(93)を軟化又は溶融させ、前記母材及び前記線模様剤(93)を混練しながら前記第2押出機(40)の第2アウトレットポート(41)から押し出す成形方法であって、
ブレーカープレート(59)が前記ブレーカープレート(59)の両面間を貫通する複数の第1孔(59a及び59b)と、前記両面間を貫通するとともに前記複数の第1孔(59a及び59b)を囲うように配列される複数の第2孔(59c)と、を有し、
上流ダイス(50a)が前記第1押出機(20)と前記ブレーカープレート(59)との間に取り付けられ、前記上流ダイス(50a)が前記第2押出機(40)と前記ブレーカープレート(59)との間に取り付けられ、前記上流ダイス(50a)が前記第1押出機(20)の前記第1アウトレットポート(21)及び前記複数の第1孔(59a及び59b)に通じる第1流路(51a,52a,53a及び54a)を有し、前記上流ダイス(50a)が前記第2押出機(40)の前記第2アウトレットポート(41)及び前記複数の第2孔(59c)に通じる第2流路(53e,53c,54f及び54g)を有し、
下流ダイス(50b)が前記ブレーカープレート(59)に関して前記上流ダイス(50a)の反対側において前記ブレーカープレート(59)に取り付けられ、前記下流ダイス(50b)が前記複数の第1孔(59a及び59b)及び前記複数の第2孔(59c)に通じる第3流路(55a、60a及び61a)を内側に有する
ことを特徴とする成形方法が提供される。
【0010】
以上のような請求項1、4又は7に係る発明によれば、第2溶融樹脂の線模様剤(93)が第2溶融樹脂の母材よりも溶融しにくいことは、第2押出機(40)による第2溶融樹脂の混練の際に線模様剤(93)の変形及び分断を伴った線模様剤(93)の分散に寄与する。
上流ダイス(50a)が第1押出機(20)の第1アウトレットポート(21)及びブレーカープレート(59)の複数の第1孔(59a及び59b)に通じる第1流路(51a,52a,53a及び54a)を内側に有するため、第1押出機(20)が第1溶融樹脂を第1アウトレットポート(21)から上流ダイス(50a)の第1流路(51a,52a,53a及び54a)に押し出すと、その第1溶融樹脂が第1孔(59a及び59b)に押し込まれる。
上流ダイス(50a)が第2押出機(40)の第2アウトレットポート(41)及びブレーカープレート(59)の複数の第2孔(59c)に通じる第2流路(53e,53c,54f及び54g)を内側に有するため、第2押出機(40)が第2溶融樹脂を第2アウトレットポート(41)から上流ダイス(50a)の第2流路(53e,53c,54f及び54g)に押し出すと、その第2溶融樹脂が第2孔(59c)に押し込まれる。第2溶融樹脂が第2孔(59c)の通過の際には、線模様剤(93)が変形及び分断されながら母材に分散される。
ブレーカープレート(59)の複数の第2孔(59c)がブレーカープレート(59)の複数の第1孔(59a及び59b)を囲うように配列されているため、ブレーカープレート(59)の複数の第2孔(59c)から下流ダイス(50b)の第3流路(55a、60a及び61a)に出た第2溶融樹脂は、ブレーカープレート(59)の複数の第1孔(59a及び59b)から下流ダイス(50b)の第3流路(55a、60a及び61a)に出た第1溶融樹脂の外周に積層される。
第1溶融樹脂及び第2溶融樹脂が下流ダイス(50b)の第3流路(55a、60a及び61a)を流動する際に、第2溶融樹脂が下流ダイス(50b)から壁面摩擦抵抗を受けるため、第2溶融樹脂中の線模様剤(93)が線状に延びる。線状の線模様剤(93)が成形品の表面における柾目模様の線を成す。上述のような線模様剤(93)の変形及び分断は、成形品の表面の柾目模様の形成に貢献する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
2か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
5か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
1か月前
株式会社FTS
成形装置
2か月前
帝人株式会社
成形体の製造方法
8か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
4か月前
TOWA株式会社
成形型清掃用のブラシ
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
1か月前
株式会社神戸製鋼所
混練機
19日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社城北精工所
押出成形用ダイ
11か月前
大塚テクノ株式会社
樹脂製の構造体
11か月前
日東工業株式会社
インサート成形機
3か月前
KTX株式会社
シェル型の作製方法
8か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
個人
ノズルおよび熱風溶接機
1か月前
トヨタ自動車株式会社
真空成形装置
10か月前
株式会社リコー
シート処理システム
6か月前
小林工業株式会社
振動溶着機
8か月前
株式会社リコー
シート処理システム
6か月前
トヨタ自動車株式会社
真空成形方法
9か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社スリーエス
光造形装置
9か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































