TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025026007
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131323
出願日
2023-08-10
発明の名称
材料供給装置および材料供給方法
出願人
株式会社カワタ
代理人
個人
主分類
B29C
45/18 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】供給先の運転状況に合わせて供給先に粉粒体材料を過不足なく供給でき、作業の効率の低下および輸送能力の設定の変更のミスを防止できる、材料供給装置および材料供給方法を提供する。
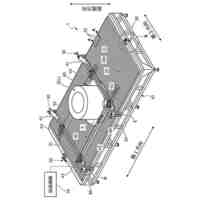
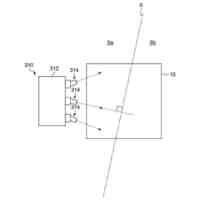
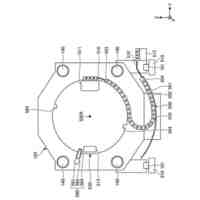
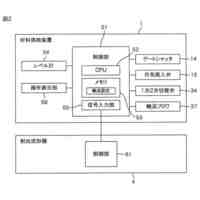
【解決手段】制御部51のメモリ53には、粉粒体材料の供給先である射出成形機4の複数の運転状態のそれぞれに応じた輸送設定(通常輸送設定、パージ輸送設定)が記憶されている。粉粒体材料の輸送元である乾燥ホッパから射出成形機4の上方に設置される輸送先ホッパに材料を輸送する輸送運転に際しては、制御部51の信号入力部55に入力される信号に応じた輸送設定がメモリ53から読み出される。そして、輸送運転では、メモリ53から読み出された輸送設定に従って、つまり射出成形機4の運転状態に応じた輸送設定に従って、材料輸送管に乾燥ホッパから輸送先ホッパに向かう気流を発生させる輸送ブロワ37の動作が制御される。
【選択図】図2
特許請求の範囲
【請求項1】
輸送元から輸送されてくる材料を受けて、その材料を供給先に供給する輸送先受部と、
前記輸送元と前記輸送先受部とに接続され、前記輸送元から前記輸送先受部に輸送される材料が流通する材料輸送管と、
前記材料輸送管に前記輸送元から前記輸送先受部に向かう気流を発生させる気流発生部と、
制御部と、を含み、
前記制御部は、
前記供給先の複数の運転状態のそれぞれに応じた輸送設定を記憶する記憶部と、
信号が入力される信号入力部と、を備えており、
前記信号入力部に入力される信号に応じた前記輸送設定を前記記憶部から読み出し、前記輸送元から前記輸送先受部に材料を輸送する輸送運転において、前記記憶部から読み出した前記輸送設定に従って前記輸送運転による材料の輸送量を制御する、材料供給装置。
続きを表示(約 1,200 文字)
【請求項2】
前記信号入力部には、前記供給先に備えられている供給先制御部から前記運転状態に応じた信号が入力される、請求項1に記載の材料供給装置。
【請求項3】
前記信号入力部に入力される信号を切り替える操作を受け付ける操作部、をさらに含み、
前記信号入力部には、前記操作部の操作に応じた信号が入力される、請求項1に記載の材料供給装置。
【請求項4】
前記輸送先受部に設けられて、前記輸送先受部の所定位置における材料の有無を検知する検知部、をさらに含み、
前記制御部は、前記検知部により材料なしが検知されたことに応じて、1回の前記輸送運転を開始する、請求項1~3のいずれか一項に記載の材料供給装置。
【請求項5】
前記輸送設定は、前記運転状態に応じて、1回の前記輸送運転における前記気流発生部の動作時間が異なる、請求項4に記載の材料供給装置。
【請求項6】
前記供給先は、射出成形機であり、
前記運転状態には、加熱筒から成形用金型に材料を射出する通常運転状態と、前記加熱筒から材料を前記通常運転状態よりも高速で射出して、前記加熱筒から材料を排出するパージ運転状態とが含まれ、
前記パージ運転状態に応じた前記輸送設定では、前記通常運転状態に応じた前記輸送設定と比べて、1回の前記輸送運転における前記気流発生部の動作時間が長い、請求項5に記載の材料供給装置。
【請求項7】
輸送元から輸送されてくる材料を受けて、その材料を供給先に供給する輸送先受部と、前記輸送元と前記輸送先受部とに接続され、前記輸送元から前記輸送先受部に輸送される材料が流通する材料輸送管と、前記材料輸送管に前記輸送元から前記輸送先受部に向かう気流を発生させる気流発生部と、前記供給先の複数の運転状態のそれぞれに応じた輸送設定を記憶する記憶部と、信号が入力される信号入力部と、を備える材料供給装置により、前記輸送元から前記供給先に材料を供給する方法であって、
前記信号入力部に入力される信号に応じた前記輸送設定を前記記憶部から読み出し、
前記輸送元から前記輸送先受部に材料を輸送する輸送運転において、前記記憶部から読み出した前記輸送設定に従って前記輸送運転による材料の輸送量を制御する、材料供給方法。
【請求項8】
前記供給先は、射出成形機であり、
前記運転状態には、加熱筒から成形用金型に樹脂材料を射出する通常運転状態と、加熱筒から樹脂材料を前記通常運転状態よりも高速で射出して、加熱筒から樹脂材料を排出するパージ運転状態とが含まれ、
前記輸送運転において、
前記運転状態が前記通常運転状態であるときには、前記気流発生部の動作時間を第1時間とし、
前記運転状態が前記パージ運転状態であるときには、前記気流発生部の動作時間を前記第1時間よりも長い第2時間とする、請求項7に記載の材料供給方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、材料供給装置および材料供給方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
樹脂成形品の製造工程では、粉粒体材料が成形機に投入されるまでに、乾燥機で粉粒体材料から水分を除去するための予備乾燥が行われたり、混合機で複数種類の粉粒体材料を配合を調製して混合したりといった種々の前処理が行われる。
【0003】
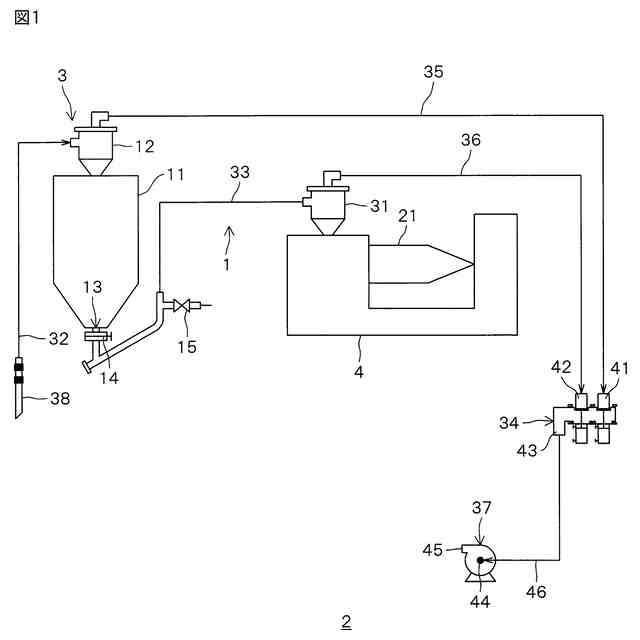
たとえば、成形機の上方には、前処理を受けた後の粉粒体材料を成形機への投入前に一時的に貯留する輸送先ホッパが設けられている。また、輸送先ホッパまたは輸送先ホッパと成形機とを接続する管には、粉粒体材料の有無を検知するレベル計が設けられている。輸送先ホッパから成形機に粉粒体材料が投入されて、レベル計により粉粒体材料の無しが検知されると、前処理を受けた粉粒体材料が前処理を行う機器から輸送先ホッパに輸送される。
【先行技術文献】
【特許文献】
【0004】
特開2011-131448号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形機でその稼働中に粉粒体材料の過不足が生じないように、乾燥機から輸送先ホッパへの粉粒体材料の輸送能力は、成形機の処理能力(樹脂成形品の生産能力)に応じて設定される。
【0006】
ところが、成形機の処理能力は、稼働している期間を通して一定ではなく、一時的に通常よりも大きくなるときがある。処理能力が通常より大きくなると、通常の処理能力に応じて設定された輸送能力では、処理能力との釣り合いが取れず、成形機で粉粒体材料の不足が生じる。成形機の処理能力の変化に応じて輸送能力の設定を変更した場合、成形機の処理能力が通常の処理能力(元の処理能力)に戻ったときに、輸送能力の設定も戻す必要があり、作業の効率が低下する。また、作業者が輸送能力の設定を間違えたり、成形機の処理能力が元に戻ったときに、作業者が輸送能力の設定を戻し忘れたりするミスが発生す可能性もある。
【0007】
本発明の目的は、供給先の運転状況に合わせて供給先に粉粒体材料を過不足なく供給でき、作業の効率の低下および輸送能力の設定の変更のミスを防止できる、材料供給装置および材料供給方法を提供することである。
【課題を解決するための手段】
【0008】
前記の目的を達成するため、本発明の一の局面に係る材料供給装置は、輸送元から輸送されてくる材料を受けて、その材料を供給先に供給する輸送先受部と、輸送元と輸送先受部とに接続され、輸送元から輸送先受部に輸送される材料が流通する材料輸送管と、材料輸送管に輸送元から輸送先受部に向かう気流を発生させる気流発生部と、制御部とを含む。制御部は、供給先の複数の運転状態のそれぞれに応じた輸送設定を記憶する記憶部と、信号が入力される信号入力部とを備えており、信号入力部に入力される信号に応じた輸送設定を記憶部から読み出し、輸送元から輸送先受部に材料を輸送する輸送運転において、記憶部から読み出した輸送設定に従って輸送運転による材料の輸送量を制御する。
【0009】
この構成によれば、記憶部には、供給先の複数の運転状態のそれぞれに応じた輸送設定が記憶されている。輸送元から輸送先受部に材料を輸送する輸送運転に際しては、記憶部から信号入力部に入力される信号に応じた輸送設定が読み出される。これにより、輸送運転では、記憶部から読み出された輸送設定に従って、つまり供給先の運転状態に応じた輸送設定に従って、輸送運転による材料の輸送量が制御される。そのため、供給先の運転状態に合った輸送能力で、輸送元から供給先に材料を輸送でき、供給先に材料を過不足なく供給することができる。
【0010】
輸送運転による材料の輸送量の制御は、材料輸送管に輸送元から輸送先受部に向かう気流を発生させる気流発生部を制御することにより達成されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
フィルムの製造方法
20日前
トヨタ自動車株式会社
射出装置
1か月前
株式会社FTS
セパレータ
2か月前
株式会社不二越
射出成形機
8日前
株式会社神戸製鋼所
混練機
1か月前
株式会社不二越
射出成形機
3日前
株式会社不二越
射出成形機
2日前
東レ株式会社
ペレット製造時の制御システム
1か月前
株式会社コスメック
磁気クランプ装置
1か月前
大和ハウス工業株式会社
造形装置
3日前
東海興業株式会社
通気部付き樹脂成形品
1か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
2か月前
日榮新化株式会社
剥離シートのリサイクル方法
1か月前
東レ株式会社
ポリエステルフィルムの製造方法
7日前
タカハタプレシジョン株式会社
監視装置
2か月前
三菱重工業株式会社
接合方法
16日前
artience株式会社
積層体の分離回収方法
28日前
住友重機械工業株式会社
射出成形機
6日前
世紀株式会社
成形装置及び成形方法
16日前
株式会社日本製鋼所
竪型射出成形機
1か月前
住友重機械工業株式会社
射出成形機
3日前
株式会社東芝
成形不良検知金型
8日前
住友重機械工業株式会社
射出成形機
6日前
三光合成株式会社
金型及び金型の製造方法
1か月前
トヨタ自動車株式会社
三次元造形装置
1か月前
株式会社日本触媒
再生吸水性樹脂組成物の製造方法
1か月前
株式会社日本触媒
再生吸水性樹脂組成物の製造方法
1か月前
株式会社日本触媒
再生吸水性樹脂組成物の製造方法
1か月前
日産自動車株式会社
接合構造体
2か月前
個人
樹脂成形体と、及びその製造方法と、製造装置。
1か月前
株式会社タナカ
ペレタイザ
22日前
セイコーエプソン株式会社
セル装置
28日前
UBEマシナリー株式会社
型締装置
1か月前
セイコーエプソン株式会社
セル装置
28日前
株式会社放電精密加工研究所
混合溶融装置
1か月前
株式会社カワタ
材料供給装置および材料供給方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ